También podría gustarte
- Mantencion ChancadorDocumento86 páginasMantencion ChancadorBaco100% (1)
- HidrociclonDocumento13 páginasHidrociclonMario Ponce100% (1)
- Mantencion Chancadores MPDocumento89 páginasMantencion Chancadores MPjuan cespedes neiraAún no hay calificaciones
- Amef EspesadorDocumento2 páginasAmef EspesadorAngel TorresAún no hay calificaciones
- Bloqueo y Segregación Equipos de Carguío y Perf V1 PDFDocumento27 páginasBloqueo y Segregación Equipos de Carguío y Perf V1 PDFRoberto PeraltaAún no hay calificaciones
- SIR 1 Desprendimiento Mastil PerforadoraDocumento3 páginasSIR 1 Desprendimiento Mastil PerforadoraRodrigo Bravo Rodrigo BravoAún no hay calificaciones
- WEG HGF Motor de Induccion Trifasico 50029375 Brochure Spanish Web PDFDocumento8 páginasWEG HGF Motor de Induccion Trifasico 50029375 Brochure Spanish Web PDFLink ZeldaAún no hay calificaciones
- Tech Tips TimkenDocumento2 páginasTech Tips TimkenAbel LopezAún no hay calificaciones
- Pesos y Medidas Componentes Palas NDocumento3 páginasPesos y Medidas Componentes Palas NClaudio100% (1)
- Listado de Partes y Piezas Alimentador Vibratorio MV40120 - 128Documento23 páginasListado de Partes y Piezas Alimentador Vibratorio MV40120 - 128Juan Francisco König100% (1)
- Loctite PC 9020Documento6 páginasLoctite PC 9020Karlitoz Portilla del CarpioAún no hay calificaciones
- Lubricación y LubricantesDocumento11 páginasLubricación y LubricantesPiter NcAún no hay calificaciones
- Instructivo Medicion Shipper Shaft PALA 4100XPC ACDocumento9 páginasInstructivo Medicion Shipper Shaft PALA 4100XPC ACBrayan DelgadoAún no hay calificaciones
- TylerDocumento8 páginasTylerDAFERAún no hay calificaciones
- Cuento Cuentos IlustradosDocumento120 páginasCuento Cuentos IlustradosSOLANGE100% (1)
- PDF Curso Mina Guanaco Chancadores 5 5 FT Symons Manual Revisado DLDocumento87 páginasPDF Curso Mina Guanaco Chancadores 5 5 FT Symons Manual Revisado DLJuan Pablo Perez ArangoAún no hay calificaciones
- P-DGM-MEC-077 Proc. Cambio de Vigas Transversales en Harneros Secundarios y Terciarios REV 1Documento11 páginasP-DGM-MEC-077 Proc. Cambio de Vigas Transversales en Harneros Secundarios y Terciarios REV 1Cristian DiazAún no hay calificaciones
- Descripción de La Pit Viper 351Documento3 páginasDescripción de La Pit Viper 351bastian farayAún no hay calificaciones
- Camion Minero 793cDocumento86 páginasCamion Minero 793cDiego Fernandez JorgeAún no hay calificaciones
- Eagle Austin Western Jaw CrushersDocumento3 páginasEagle Austin Western Jaw CrushersDiego Perez100% (1)
- Curso de Cribado BasicoDocumento108 páginasCurso de Cribado BasicoJesús AlbertoAún no hay calificaciones
- Informe Inspección No 029-2021 - TREVALI - Martillo H. - BTIDocumento14 páginasInforme Inspección No 029-2021 - TREVALI - Martillo H. - BTIJuanGuerraRojas100% (1)
- PTS-PH-T04 Ajuste de Shipper Shaft y Correderas R9Documento10 páginasPTS-PH-T04 Ajuste de Shipper Shaft y Correderas R9maocaleirlAún no hay calificaciones
- 378 206S Falk Quadrive Model A, Sizes 5407 5608 Shaft Mounted Drives Owners ManualDocumento48 páginas378 206S Falk Quadrive Model A, Sizes 5407 5608 Shaft Mounted Drives Owners ManualAnonymous IfYi6JzWPAún no hay calificaciones
- 4.4 - Harnero VibratorioDocumento8 páginas4.4 - Harnero VibratorioJuan Francisco KönigAún no hay calificaciones
- Lubricacion de Palas en Pits MixtosDocumento6 páginasLubricacion de Palas en Pits MixtosOscar CabreraAún no hay calificaciones
- Informe Mantencion Harnero 3200-SN-003 y 004 S.Documento20 páginasInforme Mantencion Harnero 3200-SN-003 y 004 S.Pelao LuisAún no hay calificaciones
- Acople Con GrillaDocumento8 páginasAcople Con GrillaLuis TestaAún no hay calificaciones
- Inspección GET Hensley - PC5500BH - MLP - V.01Documento1 páginaInspección GET Hensley - PC5500BH - MLP - V.01Michael Ortiz SegoviaAún no hay calificaciones
- Los Peligros de Aplicar Grasa en Exceso - Noria Latín AméricaDocumento5 páginasLos Peligros de Aplicar Grasa en Exceso - Noria Latín AméricaJairo Andrés FAAún no hay calificaciones
- 3.5.2 - Manual de Instrucciones - MB-355 - 00Documento47 páginas3.5.2 - Manual de Instrucciones - MB-355 - 00Martín Lescano ParedesAún no hay calificaciones
- AFs-MO - Módulo4 Instrumentación y ControlDocumento37 páginasAFs-MO - Módulo4 Instrumentación y ControlVitucho RicuraAún no hay calificaciones
- Curso Trituracion y AbrasionDocumento21 páginasCurso Trituracion y AbrasionHECTOR ESCALLONAún no hay calificaciones
- Peso de Palas BucyrusDocumento1 páginaPeso de Palas BucyrusClaudio Andres Zuleta MaldonadoAún no hay calificaciones
- BA 475-0152 Es PDFDocumento169 páginasBA 475-0152 Es PDFErnesto El LokoAún no hay calificaciones
- Modelo Matemático Whiten para Harneros VibratoriosDocumento15 páginasModelo Matemático Whiten para Harneros VibratoriosElder Fabian Chapilla CastilloAún no hay calificaciones
- CEN-IT-GM-SIPIM-PF-DMM3-07 - v0 CAMB CABEZ ROTAC MOLOS SERIE 4412 4468 4600Documento11 páginasCEN-IT-GM-SIPIM-PF-DMM3-07 - v0 CAMB CABEZ ROTAC MOLOS SERIE 4412 4468 4600Javier Godoy GodoyAún no hay calificaciones
- Palas&Perforadoras Electricas SMCSDocumento7 páginasPalas&Perforadoras Electricas SMCSSebastian MontenegroAún no hay calificaciones
- Catalogo DescaseDocumento48 páginasCatalogo DescaseDennis EspinozaAún no hay calificaciones
- Manual - Referencia Sistema - Transmision - Symons - M574SPDocumento18 páginasManual - Referencia Sistema - Transmision - Symons - M574SPJorge RiveraAún no hay calificaciones
- Procedimiento Mantencion ChancadorDocumento17 páginasProcedimiento Mantencion ChancadorPricila MakarenaAún no hay calificaciones
- Manual Picaroca Mrste Bxr6Documento1501 páginasManual Picaroca Mrste Bxr6bastian zamoraAún no hay calificaciones
- QJ330 Manual Mantenimiento EspañolDocumento22 páginasQJ330 Manual Mantenimiento EspañolPol Peña QuispeAún no hay calificaciones
- TrioTIO 5143A Screen Manual (SN 053) SpanishDocumento42 páginasTrioTIO 5143A Screen Manual (SN 053) Spanishton100% (2)
- 9capacitacion 495HR As Cambio Tambor Hoist Rev1Documento9 páginas9capacitacion 495HR As Cambio Tambor Hoist Rev1Marcelo Paniagua Campos100% (1)
- Manual Tecnico y de Operacion OT-046-21 VFDocumento31 páginasManual Tecnico y de Operacion OT-046-21 VFDiem UrquetaAún no hay calificaciones
- Procedimiento Manipulacion de Postes TerminadoDocumento19 páginasProcedimiento Manipulacion de Postes TerminadoCarlos Rojas Araya100% (1)
- Familias de Neumáticos OTR A Distancia PDFDocumento2 páginasFamilias de Neumáticos OTR A Distancia PDFbetroozAún no hay calificaciones
- Procedimiento Reemplazo de Motor de Chancador PrimarioDocumento19 páginasProcedimiento Reemplazo de Motor de Chancador PrimarioSergio Andrés Carmona LópezAún no hay calificaciones
- Formatos Hensley 202110Documento16 páginasFormatos Hensley 202110DannyAún no hay calificaciones
- Detallar La Técnica para Toma de Muestra de Aceite de EquiposssdocxDocumento7 páginasDetallar La Técnica para Toma de Muestra de Aceite de Equiposssdocxroy ramos bautistaAún no hay calificaciones
- SP - Pro Training Jaw Presentation 2010Documento273 páginasSP - Pro Training Jaw Presentation 2010Wilson Muñoz ArayaAún no hay calificaciones
- Descripción de Componentes MoliendaDocumento20 páginasDescripción de Componentes MoliendaJosué Malpartida100% (1)
- 10 - Cambio de Polines de Carga y Retorno de Correa Rev0Documento17 páginas10 - Cambio de Polines de Carga y Retorno de Correa Rev0Gonzalo TurpoAún no hay calificaciones
- Cambio Revestimiento ConcavasDocumento5 páginasCambio Revestimiento ConcavasEstefanía100% (1)
- Terminado 834kDocumento24 páginasTerminado 834kfranklinAún no hay calificaciones
- PM Faja TransportadoraDocumento4 páginasPM Faja TransportadoraAlexander Tirado CaicayAún no hay calificaciones
- Análisis de Falla, Diseño, Simulación y Construcción de La Corona de Bronce Del Mecanismo Tornillo SinfínDocumento11 páginasAnálisis de Falla, Diseño, Simulación y Construcción de La Corona de Bronce Del Mecanismo Tornillo Sinfínferpaltan1987Aún no hay calificaciones
- Análisis de Fractura de Un Piñón Cónico HelicoidalDocumento7 páginasAnálisis de Fractura de Un Piñón Cónico HelicoidaldavicocasteAún no hay calificaciones
- Análisis de Falla Arbol de LevasDocumento17 páginasAnálisis de Falla Arbol de LevasEdwin Javy BorjaAún no hay calificaciones
- Entrega 2 - Proceso de BusquedaDocumento1 páginaEntrega 2 - Proceso de BusquedaBastian AguilarAún no hay calificaciones
- Estado Del Arte Bastián AguilarDocumento38 páginasEstado Del Arte Bastián AguilarBastian AguilarAún no hay calificaciones
- Tarea 1 - Técnicas No Destructivas de Análisis de FallaDocumento8 páginasTarea 1 - Técnicas No Destructivas de Análisis de FallaBastian AguilarAún no hay calificaciones
- Entrega 3 - Criterios de Inclusion ExclusionDocumento2 páginasEntrega 3 - Criterios de Inclusion ExclusionBastian AguilarAún no hay calificaciones
- Entrega 3 Criterios de Inclusion ExclusionDocumento6 páginasEntrega 3 Criterios de Inclusion ExclusionBastian AguilarAún no hay calificaciones
- Laboratorio 1 Analisis de FallaDocumento10 páginasLaboratorio 1 Analisis de FallaBastian AguilarAún no hay calificaciones
- Efecto de Sitio MaipuDocumento18 páginasEfecto de Sitio MaipuBastian AguilarAún no hay calificaciones
- Tarea 3 Optimización 2018Documento4 páginasTarea 3 Optimización 2018Bastian AguilarAún no hay calificaciones
- PokedexDocumento6 páginasPokedexBastian AguilarAún no hay calificaciones
- EntramadoDocumento2 páginasEntramadoVictor ManceraAún no hay calificaciones
- 14guía de Resistividad Eléctrica (Simulación Electrostática)Documento3 páginas14guía de Resistividad Eléctrica (Simulación Electrostática)Gisell Yadhira Mariño ParionaAún no hay calificaciones
- Construcción de Curva de Eficiencia para Turbina Pelton.Documento3 páginasConstrucción de Curva de Eficiencia para Turbina Pelton.Jerson RodriguezAún no hay calificaciones
- Unidad 2 Actividad 3Documento2 páginasUnidad 2 Actividad 3Juan PellicerAún no hay calificaciones
- Las NetiquetasDocumento2 páginasLas NetiquetasNICOLAS CUMBE PERDOMOAún no hay calificaciones
- Apuntes Sobre DesintoxicaciónDocumento214 páginasApuntes Sobre DesintoxicaciónCharles Rodrigues100% (2)
- STP50 40 DES1728 V20webDocumento2 páginasSTP50 40 DES1728 V20webnelson_grandeAún no hay calificaciones
- Control Elevador de Carga Ocho Niveles Digital ASMDocumento16 páginasControl Elevador de Carga Ocho Niveles Digital ASMdiego ivan perea montealegreAún no hay calificaciones
- Supervisor de Empleados de Apoyo AdministrativoDocumento1 páginaSupervisor de Empleados de Apoyo AdministrativoFRANCISCO JAVIER ESTRADA ORD��EZAún no hay calificaciones
- Cocina 45Documento20 páginasCocina 45Ramirez Alyi50% (2)
- Expocisión - HabilitaciónDocumento8 páginasExpocisión - HabilitaciónDAVID ALEJANDRO GUERRERO WALTEROSAún no hay calificaciones
- Informe EstructuralDocumento3 páginasInforme EstructuralDiego C. Moreno L.Aún no hay calificaciones
- Caso WhirpoolDocumento8 páginasCaso WhirpoolChuy Perez Manriquez50% (2)
- S8 - Tarea FA - Tecnologías Móviles e InalámbricasDocumento3 páginasS8 - Tarea FA - Tecnologías Móviles e InalámbricasJosé Miguel CarrascoAún no hay calificaciones
- Análisis Documental de Historieta Tintiín en El CongoDocumento8 páginasAnálisis Documental de Historieta Tintiín en El CongoestefaniaAún no hay calificaciones
- Iiss 01Documento1 páginaIiss 01John Billy Galvez ChaconAún no hay calificaciones
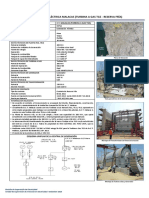
- Central Térmoeléctrica Malacas (Turbina A Gas Tg5 - Reserva Fría)Documento1 páginaCentral Térmoeléctrica Malacas (Turbina A Gas Tg5 - Reserva Fría)ALVARO DAVID ZAPANA MENDOZAAún no hay calificaciones
- Token RingDocumento25 páginasToken Ringdlanor1604Aún no hay calificaciones
- Lista de Chequeo HerramientasDocumento8 páginasLista de Chequeo HerramientasDania DuranAún no hay calificaciones
- 02 - Arquitectura de La Plataforma SASDocumento1 página02 - Arquitectura de La Plataforma SASAndres A GrajalesAún no hay calificaciones
- Ingenieria Autotronica PDFDocumento4 páginasIngenieria Autotronica PDFGABRIEL CANAVIRI CONDORIAún no hay calificaciones
- Dia1-Evolución de Las Tecnologías para La Comunicación...Documento6 páginasDia1-Evolución de Las Tecnologías para La Comunicación...Anderson C. Taipe LizanaAún no hay calificaciones
- Etica y MineriaDocumento9 páginasEtica y MineriaRoger Elmer Flores Cruz100% (2)
- IA DeptGeom TCI24 38 Radiancia y ReflectanciaDocumento4 páginasIA DeptGeom TCI24 38 Radiancia y ReflectanciaalvaroAún no hay calificaciones
- Foro 9 Lab Progr EstadisticaDocumento3 páginasForo 9 Lab Progr EstadisticaBrenda Sharon Flores OsorioAún no hay calificaciones
- Especificaciones Canal de PanamaDocumento10 páginasEspecificaciones Canal de PanamaLeonardo Antonio Martínez RivasAún no hay calificaciones
- Certificación - Pauta de Productos Fijos VR V4 260522 - Ingresa Tu Nombre AquíDocumento12 páginasCertificación - Pauta de Productos Fijos VR V4 260522 - Ingresa Tu Nombre AquíLeonardo Andrés RiveraAún no hay calificaciones
- Rev Informe de Variacion El Tambo Equip. Esp. 1 30012022Documento15 páginasRev Informe de Variacion El Tambo Equip. Esp. 1 30012022JOHN PAUL COLLAZOS CAMPOSAún no hay calificaciones
- Explotacion Por ChimeneasDocumento14 páginasExplotacion Por ChimeneasWildert David MezaAún no hay calificaciones
- A10 Eqp14Documento3 páginasA10 Eqp14Elma CanonAún no hay calificaciones
- Lean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesDe EverandLean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesCalificación: 4 de 5 estrellas4/5 (8)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- JavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptDe EverandJavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptCalificación: 3 de 5 estrellas3/5 (5)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanDe EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanCalificación: 5 de 5 estrellas5/5 (1)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- Bases de datos relacionales y modelado de datos. IFCT0310De EverandBases de datos relacionales y modelado de datos. IFCT0310Aún no hay calificaciones
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Diseño de producción para pantalla: Storytelling visual en el cine y la televisiónDe EverandDiseño de producción para pantalla: Storytelling visual en el cine y la televisiónAún no hay calificaciones
- Aprender Docker, un enfoque prácticoDe EverandAprender Docker, un enfoque prácticoCalificación: 5 de 5 estrellas5/5 (3)
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Big data: La revolución de los datos masivosDe EverandBig data: La revolución de los datos masivosCalificación: 3.5 de 5 estrellas3.5/5 (124)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Lean Analytics: La Guía Definitiva para la Tendencia Ágil de Analítica, Analítica Avanzada, y Ciencia de Datos para Crear Startups Superiores y Dirigir EmpresasDe EverandLean Analytics: La Guía Definitiva para la Tendencia Ágil de Analítica, Analítica Avanzada, y Ciencia de Datos para Crear Startups Superiores y Dirigir EmpresasCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Fundamentos de bases de datos: Notas de referenciaDe EverandFundamentos de bases de datos: Notas de referenciaAún no hay calificaciones