También podría gustarte
- Manual Técnico AceiteDocumento34 páginasManual Técnico Aceitefrank_16100% (1)
- Komatsu Presenta ADocumento108 páginasKomatsu Presenta Agenaro barrera100% (1)
- Bitm1071-1 Fisura en El Cilindro de AvanceDocumento7 páginasBitm1071-1 Fisura en El Cilindro de AvanceKathia Yadith Cordova RivasAún no hay calificaciones
- CEN-IT-GM-SIPIM-PF-DMM3-07 - v0 CAMB CABEZ ROTAC MOLOS SERIE 4412 4468 4600Documento11 páginasCEN-IT-GM-SIPIM-PF-DMM3-07 - v0 CAMB CABEZ ROTAC MOLOS SERIE 4412 4468 4600Javier Godoy GodoyAún no hay calificaciones
- DiseñoPlantaRemanufacturaDocumento120 páginasDiseñoPlantaRemanufacturaSOLANGE100% (1)
- Curso Tren de Potencia Tractores CatDocumento32 páginasCurso Tren de Potencia Tractores CatJoshua DaltonAún no hay calificaciones
- Informe Técnico Inicial MT Bastidores Pala Bucyrus 495 DCH Rev.1Documento56 páginasInforme Técnico Inicial MT Bastidores Pala Bucyrus 495 DCH Rev.1diegoAún no hay calificaciones
- PTS-P&H-DM014 Desmontaje de Cables de Levante REV.12Documento14 páginasPTS-P&H-DM014 Desmontaje de Cables de Levante REV.12Ale CisternasAún no hay calificaciones
- Ficha de datos de seguridad de adhesivo epoxi 2CDocumento6 páginasFicha de datos de seguridad de adhesivo epoxi 2CKarlitoz Portilla del CarpioAún no hay calificaciones
- AceitesDocumento6 páginasAceitesJORGE QUIQUIJANAAún no hay calificaciones
- Formato de Entrega Tecnica Motor 2Documento2 páginasFormato de Entrega Tecnica Motor 2XTREME_10Aún no hay calificaciones
- Lubricaci N de CAEX 1597138736Documento8 páginasLubricaci N de CAEX 1597138736Leo CeledonAún no hay calificaciones
- Catalogue Rev 0.1 04-10-2011Documento2 páginasCatalogue Rev 0.1 04-10-2011Mijael Andrei Fre NaranjoAún no hay calificaciones
- Terminado 834kDocumento24 páginasTerminado 834kfranklinAún no hay calificaciones
- Exc21-03 HistorialDocumento131 páginasExc21-03 Historialmiguel perez enriquezAún no hay calificaciones
- SIMBOLOGIADocumento2 páginasSIMBOLOGIAASTRID PACHECOAún no hay calificaciones
- Curso de Lubricacion y ParametrosDocumento75 páginasCurso de Lubricacion y ParametrosIsa PGAún no hay calificaciones
- SIR 1 Desprendimiento Mastil PerforadoraDocumento3 páginasSIR 1 Desprendimiento Mastil PerforadoraRodrigo Bravo Rodrigo BravoAún no hay calificaciones
- Informe Mantencion Harnero 3200-SN-003 y 004 S.Documento20 páginasInforme Mantencion Harnero 3200-SN-003 y 004 S.Pelao LuisAún no hay calificaciones
- Devcon 81096 High Performance Backing Compound FTDocumento2 páginasDevcon 81096 High Performance Backing Compound FTRoberto Alfaro EspinozaAún no hay calificaciones
- Gestión de Alarmas Midas en Palas Bucyrus 495HrDocumento14 páginasGestión de Alarmas Midas en Palas Bucyrus 495HrMario Leal ArayaAún no hay calificaciones
- Analisis de Falla de Camion de Extraccion 797bDocumento13 páginasAnalisis de Falla de Camion de Extraccion 797bCarolina Rojas CortesAún no hay calificaciones
- Fallas de Engranajes PDFDocumento37 páginasFallas de Engranajes PDFDanielAlexanderSalasVillarreal100% (1)
- Análisis de Falla - Desgaste AdhesivoDocumento5 páginasAnálisis de Falla - Desgaste AdhesivoElvis Paul Bautista Anaya100% (1)
- 495 HR 2Documento2 páginas495 HR 2emmanuel100% (1)
- Bombas de Lubricación PDFDocumento24 páginasBombas de Lubricación PDFOscar BedregalAún no hay calificaciones
- Informe 13 Zicsa Inmaculada-Scoop 17.01.2020Documento26 páginasInforme 13 Zicsa Inmaculada-Scoop 17.01.2020Yerber ZedanoAún no hay calificaciones
- MD6420 - DT7 - Información de Sello Swivel de Cabezal de RotaciónDocumento5 páginasMD6420 - DT7 - Información de Sello Swivel de Cabezal de RotaciónVictor Arce100% (1)
- Camion Minero 793cDocumento86 páginasCamion Minero 793cDiego Fernandez JorgeAún no hay calificaciones
- Lllenado de Formato FMECADocumento10 páginasLllenado de Formato FMECAJonathan VRAún no hay calificaciones
- Manual Tecnico y de Operacion OT-046-21 VFDocumento31 páginasManual Tecnico y de Operacion OT-046-21 VFDiem UrquetaAún no hay calificaciones
- ESPESADOR-Hallazgos y consecuencias en mesa, bloques guías y pistones hidráulicosDocumento2 páginasESPESADOR-Hallazgos y consecuencias en mesa, bloques guías y pistones hidráulicosAngel TorresAún no hay calificaciones
- Magma M1 User Manual - SpanishDocumento26 páginasMagma M1 User Manual - SpanishVicente giraldo0% (1)
- Manual de Operación (TRADUCIDO AL ESPAÑOL)Documento152 páginasManual de Operación (TRADUCIDO AL ESPAÑOL)Cristal AlcotaAún no hay calificaciones
- Rendim RetroexcavadoraDocumento39 páginasRendim RetroexcavadoraJulio AlcantaraAún no hay calificaciones
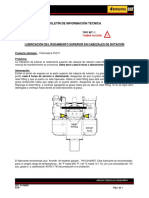
- BIT121100500 Lubricacion Cabezal PV-271Documento1 páginaBIT121100500 Lubricacion Cabezal PV-271Kathia Yadith Cordova RivasAún no hay calificaciones
- Bloqueo y Segregación Equipos de Carguío y Perf V1 PDFDocumento27 páginasBloqueo y Segregación Equipos de Carguío y Perf V1 PDFRoberto PeraltaAún no hay calificaciones
- Material Checklist Camiones Mineros 769 775 CaterpillarDocumento1 páginaMaterial Checklist Camiones Mineros 769 775 CaterpillarMiguel AtencioAún no hay calificaciones
- Curso Camion Minero 793c Caterpillar Partes Componentes Sistemas PDFDocumento61 páginasCurso Camion Minero 793c Caterpillar Partes Componentes Sistemas PDFKarlOs Junco SichaAún no hay calificaciones
- Brochure I Mep CorregidoDocumento9 páginasBrochure I Mep CorregidoFernando Andreuz Gonzales AlarconAún no hay calificaciones
- InformeCAT797FDocumento14 páginasInformeCAT797FOscar Díaz GuzmánAún no hay calificaciones
- SSP00616 PSRPT 2019-08-30 15.26.11Documento23 páginasSSP00616 PSRPT 2019-08-30 15.26.11Jorge PalominoAún no hay calificaciones
- Ficha Técnica XRD30U Rev.01 140526Documento3 páginasFicha Técnica XRD30U Rev.01 140526Freddy ParedesAún no hay calificaciones
- 5-2-Estandares de MantenimientoDocumento4 páginas5-2-Estandares de MantenimientoLuisAún no hay calificaciones
- Seleccion de Lubricante (Aceites y Grasa)Documento6 páginasSeleccion de Lubricante (Aceites y Grasa)MESMERAún no hay calificaciones
- DI650i OWM Analisis Causa RáizDocumento7 páginasDI650i OWM Analisis Causa RáizVEGAS VELIZ MANUEL ERNESTOAún no hay calificaciones
- Dr412I Equipo de Perforación Rotatoria de BarrenosDocumento2 páginasDr412I Equipo de Perforación Rotatoria de BarrenosArturoAún no hay calificaciones
- Análisis Comparativo de La Msds de Productos de Limpieza Aromatizantes - Sapolio (Peru) y Poeth (Chile)Documento11 páginasAnálisis Comparativo de La Msds de Productos de Limpieza Aromatizantes - Sapolio (Peru) y Poeth (Chile)JACSON RIOS OJANAMAAún no hay calificaciones
- PTS-PH-T04 Ajuste de Shipper Shaft y Correderas R9Documento10 páginasPTS-PH-T04 Ajuste de Shipper Shaft y Correderas R9maocaleirlAún no hay calificaciones
- Evidencia Practica Laboral.. 1Documento35 páginasEvidencia Practica Laboral.. 1Gabriel Sepulveda100% (1)
- Espec Téc 4143K ClientesDocumento17 páginasEspec Téc 4143K ClientesjorgeAún no hay calificaciones
- Instructivo Medicion de Freno PALA 4100XPC AC1Documento9 páginasInstructivo Medicion de Freno PALA 4100XPC AC1Brayan DelgadoAún no hay calificaciones
- Instructivo Medicion de Freno PALA 4100XPC ACDocumento9 páginasInstructivo Medicion de Freno PALA 4100XPC ACBrayan DelgadoAún no hay calificaciones
- 5 3 Seitenrückführband EsDocumento7 páginas5 3 Seitenrückführband EsAlvaroAún no hay calificaciones
- SEC3BDocumento59 páginasSEC3Bkmf serviceAún no hay calificaciones
- MC - MV.GMMT. P0020 - Cambio de Cables de Levante V.002Documento22 páginasMC - MV.GMMT. P0020 - Cambio de Cables de Levante V.002Brayan DelgadoAún no hay calificaciones
- Conjunto de Pistones y BielasDocumento6 páginasConjunto de Pistones y BielasJosè OchoaAún no hay calificaciones
- 4. BOOM 16.3 13-12194Documento24 páginas4. BOOM 16.3 13-12194JosueAún no hay calificaciones
- Guía de mantenimiento de instalaciones fotovoltaicasDe EverandGuía de mantenimiento de instalaciones fotovoltaicasAún no hay calificaciones
- Instalaciones de puesta a tierra y protección de sistemas eléctricosDe EverandInstalaciones de puesta a tierra y protección de sistemas eléctricosCalificación: 5 de 5 estrellas5/5 (1)