También podría gustarte
- Ud6 Metalurgia Del AluminioDocumento16 páginasUd6 Metalurgia Del AluminioLuisCondedelMonteAún no hay calificaciones
- Soldadura AluminioDocumento14 páginasSoldadura AluminioFelipe Erreape Avendaño100% (1)
- Unid 2 Aleaciones No FerrosasDocumento41 páginasUnid 2 Aleaciones No FerrosasLincol Hinostroza RiveraAún no hay calificaciones
- Metalografia Del AluminioDocumento34 páginasMetalografia Del AluminioJose Alberto Vilchez Urrutia100% (12)
- Pesentación de Proceso de Soldadura TIG - GTAWDocumento51 páginasPesentación de Proceso de Soldadura TIG - GTAWJoel NoriegaAún no hay calificaciones
- MM Ii B 12 (Al)Documento62 páginasMM Ii B 12 (Al)Carlo Bastidas JaimesAún no hay calificaciones
- PROPIEDADES ALUMINIODocumento6 páginasPROPIEDADES ALUMINIOHernan QuishpeAún no hay calificaciones
- Tratamiento térmico de aleaciones de aluminio tipo 1xxx y 2xxxDocumento53 páginasTratamiento térmico de aleaciones de aluminio tipo 1xxx y 2xxxDavid Roly Rojas FloresAún no hay calificaciones
- Trabajo Final Aluminio 6061Documento31 páginasTrabajo Final Aluminio 6061Adriana Muñiz100% (6)
- Aleaciones de AluminioDocumento17 páginasAleaciones de AluminioJessica CristinaAún no hay calificaciones
- Metales No Ferrosos PDFDocumento30 páginasMetales No Ferrosos PDFAndres NavarroAún no hay calificaciones
- Aluminio TDocumento41 páginasAluminio TJoel CuevaAún no hay calificaciones
- Presentacion Aluminio - FinalDocumento25 páginasPresentacion Aluminio - FinalEldori1988Aún no hay calificaciones
- Aluminio SoldaduraDocumento59 páginasAluminio Soldadurajoseguerra82Aún no hay calificaciones
- Soldadura Del AluminioDocumento15 páginasSoldadura Del AluminioalejandroAún no hay calificaciones
- Apuntes Aleaciones Al-CuDocumento10 páginasApuntes Aleaciones Al-CuManuel Lopez PrietoAún no hay calificaciones
- 13 Aluminio - Aleciones 1Documento48 páginas13 Aluminio - Aleciones 1Jaime Alfonso Gonzalez VivasAún no hay calificaciones
- Tratamiento Térmico Del Aluminio y Sus AleacionesDocumento141 páginasTratamiento Térmico Del Aluminio y Sus AleacionesSalma Padilla JuárezAún no hay calificaciones
- Aleaciones de AluminioDocumento18 páginasAleaciones de AluminioPaola Sofía VolpatoAún no hay calificaciones
- Aleaciones de Aluminio: Propiedades y AplicacionesDocumento33 páginasAleaciones de Aluminio: Propiedades y AplicacionesEfrain Josue Boatswain MedinaAún no hay calificaciones
- Caracterizacion de MetalesDocumento57 páginasCaracterizacion de MetalesFreddy Mogrovejo100% (1)
- Taller ALUMINIO Y COBREDocumento6 páginasTaller ALUMINIO Y COBREAlexander MuñozAún no hay calificaciones
- 01 Temple de AluminioDocumento7 páginas01 Temple de Aluminioluis ccollanaAún no hay calificaciones
- Propiedades y aplicaciones del aluminio y sus aleacionesDocumento39 páginasPropiedades y aplicaciones del aluminio y sus aleacionesgabriel rodriguezAún no hay calificaciones
- Soldabilidad de Aleaciones Base AluminioDocumento34 páginasSoldabilidad de Aleaciones Base AluminioMiriam CuinAún no hay calificaciones
- Texto 10Documento24 páginasTexto 10Alexander RamosAún no hay calificaciones
- Aluminio y Aleaciones de AluminioDocumento16 páginasAluminio y Aleaciones de AluminioMijail Leonardo Quispe GonzalesAún no hay calificaciones
- Practica Aleaciones de AluminioDocumento16 páginasPractica Aleaciones de AluminioLuis Angel Moreno EscutiaAún no hay calificaciones
- Aleaciones de AluminioDocumento33 páginasAleaciones de AluminioThu Zhikiitha Mhazz NahzAún no hay calificaciones
- Aluminio DiapositivasDocumento45 páginasAluminio DiapositivasAndyVilchezMenaAún no hay calificaciones
- Expo Aleaciones Al FinalDocumento141 páginasExpo Aleaciones Al FinalIlse GutierrezAún no hay calificaciones
- 4ta. Semana AluminioDocumento51 páginas4ta. Semana AluminioBriggitte A Suclupe TellesAún no hay calificaciones
- Aceros InoxidablesDocumento39 páginasAceros InoxidablesFausto ReyesAún no hay calificaciones
- Ingenieria Tipos de Acero CutinoDocumento8 páginasIngenieria Tipos de Acero CutinocemorilloAún no hay calificaciones
- Elementos de MaquinasDocumento7 páginasElementos de MaquinasDhario kinteroAún no hay calificaciones
- Clase 3 - Metales No FerrososDocumento22 páginasClase 3 - Metales No FerrososJhon Q YauliAún no hay calificaciones
- 11 Aleaciones No Férreas Al - SNDocumento58 páginas11 Aleaciones No Férreas Al - SNLuis ApoyalaAún no hay calificaciones
- Aleaciones de AluminioDocumento18 páginasAleaciones de AluminiocadilacAún no hay calificaciones
- Propiedades y aplicaciones del aluminio y sus aleacionesDocumento44 páginasPropiedades y aplicaciones del aluminio y sus aleacionesDav SolisAún no hay calificaciones
- Aplicaciones del aluminio y sus aleaciones en electrónicaDocumento8 páginasAplicaciones del aluminio y sus aleaciones en electrónicadavidlucas200Aún no hay calificaciones
- Clasificacion Aceros Su SoldabilidadDocumento9 páginasClasificacion Aceros Su SoldabilidadFederico TitoAún no hay calificaciones
- Uso Del Aluminio Como EstructurasDocumento52 páginasUso Del Aluminio Como EstructurasGilberto ZamudioAún no hay calificaciones
- Borrador de Trabajo AluminioDocumento6 páginasBorrador de Trabajo AluminioManuRivasAún no hay calificaciones
- Procesos de protección superficiales de los metalesDocumento15 páginasProcesos de protección superficiales de los metalesAlverro GomezAún no hay calificaciones
- Soldadura de AluminioDocumento18 páginasSoldadura de Aluminioapi-118986524Aún no hay calificaciones
- Optimización de propiedades mecánicas de aleación Al-Si 356Documento72 páginasOptimización de propiedades mecánicas de aleación Al-Si 356Diego VelardeAún no hay calificaciones
- Soldadura 20 AluminioDocumento18 páginasSoldadura 20 AluminiosergioAún no hay calificaciones
- Horacio Arregoces, Manuel Quintero.Documento11 páginasHoracio Arregoces, Manuel Quintero.Horacio Antonio Arregoces VillegasAún no hay calificaciones
- Copia de METALES NO FERROSOS 2009Documento121 páginasCopia de METALES NO FERROSOS 2009Moises Edwin CfAún no hay calificaciones
- Presentacion Obras VialesDocumento16 páginasPresentacion Obras VialesEddy TcAún no hay calificaciones
- 2 Aleaciones de AluminioDocumento25 páginas2 Aleaciones de AluminiogabyclkAún no hay calificaciones
- Informe Sobre RiegoDocumento18 páginasInforme Sobre RiegoDamaris Stefany Campos YoplacAún no hay calificaciones
- Aluminio 2023Documento8 páginasAluminio 2023felipe marinAún no hay calificaciones
- Cuestionario de Metales No Ferrosos GrupoDocumento14 páginasCuestionario de Metales No Ferrosos GrupoDaniela HuancoAún no hay calificaciones
- AyA capacitacionTecnicaAluminioDocumento31 páginasAyA capacitacionTecnicaAluminioFAIVER EMILIO HERRERA TRUJILLOAún no hay calificaciones
- Aleaciones - AluminioDocumento13 páginasAleaciones - AluminioAlbert FlowersAún no hay calificaciones
- Aleaciones de MagnesioDocumento68 páginasAleaciones de Magnesiojean pierreAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Wuolah Free Soldadura Teoria CompletaDocumento132 páginasWuolah Free Soldadura Teoria CompletaRAMIRO GARCIA CANCELAAún no hay calificaciones
- 50 Preguntas de SoldaduraDocumento7 páginas50 Preguntas de SoldaduraIván Andrés Vinza74% (19)
- Defectos de Soldadura PDFDocumento17 páginasDefectos de Soldadura PDFdalila_agueroAún no hay calificaciones
- Preguntas tipo test sobre soldadura (50% nota 1a parteDocumento10 páginasPreguntas tipo test sobre soldadura (50% nota 1a parteRAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free 12617 Test 17Octubre2019SOLUCIONDocumento3 páginasWuolah Free 12617 Test 17Octubre2019SOLUCIONRAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free ACTIVIDADES TEMA 6Documento3 páginasWuolah Free ACTIVIDADES TEMA 6RAMIRO GARCIA CANCELAAún no hay calificaciones
- Test-17 OctubreDocumento3 páginasTest-17 OctubreRAMIRO GARCIA CANCELAAún no hay calificaciones
- ICS Nivel 3. Parte B1Documento7 páginasICS Nivel 3. Parte B1RAMIRO GARCIA CANCELAAún no hay calificaciones
- Documento ICS25Documento32 páginasDocumento ICS25RAMIRO GARCIA CANCELAAún no hay calificaciones
- Zincado de Piezas MetálicasDocumento14 páginasZincado de Piezas MetálicasAlexander GarcesAún no hay calificaciones
- Documento ICS23Documento36 páginasDocumento ICS23RAMIRO GARCIA CANCELAAún no hay calificaciones
- Diferencia Entre Galvanizado y ZincadoDocumento3 páginasDiferencia Entre Galvanizado y Zincadojhovannyruiz9Aún no hay calificaciones
- Wuolah Free Actividades Tema 3Documento2 páginasWuolah Free Actividades Tema 3RAMIRO GARCIA CANCELAAún no hay calificaciones
- ICS 3 Parte C MODELODocumento12 páginasICS 3 Parte C MODELORAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free Binder1Documento55 páginasWuolah Free Binder1RAMIRO GARCIA CANCELAAún no hay calificaciones
- Formación radiografía soldadurasDocumento18 páginasFormación radiografía soldadurasRAMIRO GARCIA CANCELAAún no hay calificaciones
- ICS Nivel 3. Parte ADocumento13 páginasICS Nivel 3. Parte ARAMIRO GARCIA CANCELAAún no hay calificaciones
- Documento ICS26Documento32 páginasDocumento ICS26RAMIRO GARCIA CANCELAAún no hay calificaciones
- Formulación magistral farmaciaDocumento9 páginasFormulación magistral farmaciaRAMIRO GARCIA CANCELAAún no hay calificaciones
- Documento ICS24Documento28 páginasDocumento ICS24RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free Actividades Tema 16Documento3 páginasWuolah Free Actividades Tema 16RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free ACTIVIDADES TEMA 13Documento3 páginasWuolah Free ACTIVIDADES TEMA 13RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free ACTIVIDADES TEMA 12Documento4 páginasWuolah Free ACTIVIDADES TEMA 12RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free Actividades Tema 10Documento3 páginasWuolah Free Actividades Tema 10RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free ACTIVIDADES TEMA 8Documento3 páginasWuolah Free ACTIVIDADES TEMA 8RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free Actividades Tema 9Documento4 páginasWuolah Free Actividades Tema 9RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free Test 9 10 y 11Documento3 páginasWuolah Free Test 9 10 y 11RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free ACTIVIDADES TEMA 7Documento3 páginasWuolah Free ACTIVIDADES TEMA 7RAMIRO GARCIA CANCELAAún no hay calificaciones
- Test de Farmacologia Resuelto 149414 Downloable 2102958Documento9 páginasTest de Farmacologia Resuelto 149414 Downloable 2102958RAMIRO GARCIA CANCELAAún no hay calificaciones
- Wuolah Free ACTIVIDADES TEMA 1Documento3 páginasWuolah Free ACTIVIDADES TEMA 1RAMIRO GARCIA CANCELAAún no hay calificaciones
- A 3Documento5 páginasA 3EMz EmzAún no hay calificaciones
- Guia 4Documento11 páginasGuia 4RoyAún no hay calificaciones
- FT-Celima-PRD PEPELMA PISCINA 30X30 2-34m2Documento2 páginasFT-Celima-PRD PEPELMA PISCINA 30X30 2-34m2jaime yanapa ochochoqueAún no hay calificaciones
- Emmsa LP Edi Agua Fria CalienteDocumento56 páginasEmmsa LP Edi Agua Fria CalienteMiguel GarciaAún no hay calificaciones
- Expocision QuimicaDocumento9 páginasExpocision QuimicaAriatna PalaciosAún no hay calificaciones
- Tabulador Al 01-07-2022Documento9 páginasTabulador Al 01-07-2022andersonalvarezm2474Aún no hay calificaciones
- Recuperación de Polietileno de Baja Densidad (Ldpe) A Partir de Empaques Tetra PakDocumento98 páginasRecuperación de Polietileno de Baja Densidad (Ldpe) A Partir de Empaques Tetra PakStev riañoAún no hay calificaciones
- Valvulas Proporcionales 8290Documento8 páginasValvulas Proporcionales 8290melbisferAún no hay calificaciones
- Lab 02. Quino.Documento14 páginasLab 02. Quino.hugoAún no hay calificaciones
- Glicólisis DiapositivasDocumento16 páginasGlicólisis DiapositivasbrandotfAún no hay calificaciones
- Quimica II y III ParcialDocumento22 páginasQuimica II y III Parcialaminta ochoa0% (1)
- Procesos de soldadura SMAW, GMAW, GTAW, FCAW, SAW y OxycombustibleDocumento7 páginasProcesos de soldadura SMAW, GMAW, GTAW, FCAW, SAW y OxycombustibleYderfPeraltaAún no hay calificaciones
- Problemas Propuestos FQDocumento3 páginasProblemas Propuestos FQAlonso Miguel VilcaAún no hay calificaciones
- Preparación de soluciones y titulación químicaDocumento6 páginasPreparación de soluciones y titulación químicaAlexandra Torres100% (1)
- APENDICE N Potenciales RedoxDocumento4 páginasAPENDICE N Potenciales RedoxGema Yuulef Cussi TherannAún no hay calificaciones
- Diseño 210Documento2 páginasDiseño 210Marilyn PalAún no hay calificaciones
- Inen 296 HumedadDocumento4 páginasInen 296 HumedadLuceritoReinosoAún no hay calificaciones
- Cuantificación de insumos para construcciónDocumento17 páginasCuantificación de insumos para construcciónalex jhonAún no hay calificaciones
- Unidad 1 - Minerales y Tratamientos TérmicosDocumento20 páginasUnidad 1 - Minerales y Tratamientos TérmicosCristian González Burzichelli100% (2)
- Mampara puerta con marco de aluminioDocumento4 páginasMampara puerta con marco de aluminioJorg LYAún no hay calificaciones
- Gas Natural LicuadoDocumento104 páginasGas Natural LicuadoDiana Pedreros100% (1)
- G EI 54001 RevB... PS4Documento89 páginasG EI 54001 RevB... PS4JlAguirreAún no hay calificaciones
- Taller de EstequiometríaDocumento9 páginasTaller de EstequiometríaIsa Catherine Gelvez PuentesAún no hay calificaciones
- Usr HT 47Documento3 páginasUsr HT 47ingrafsvAún no hay calificaciones
- Ingeniería Metalúrgica: Materiales avanzados y procesos exóticosDocumento12 páginasIngeniería Metalúrgica: Materiales avanzados y procesos exóticosjesus andresAún no hay calificaciones
- Subunidades del curso: colorantes, polímeros, terpenos, tensioactivos y pesticidasDocumento69 páginasSubunidades del curso: colorantes, polímeros, terpenos, tensioactivos y pesticidasjrAún no hay calificaciones
- A53MPDocumento6 páginasA53MPIvan CaroAún no hay calificaciones
- Sesion 6 - Balance Metalurgico PDFDocumento28 páginasSesion 6 - Balance Metalurgico PDFFlor Noelia Gonzales ArenasAún no hay calificaciones
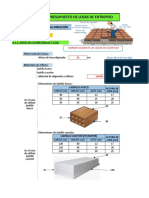
- Plantilla para Insumos y Presupuesto en LosasDocumento32 páginasPlantilla para Insumos y Presupuesto en LosasMichael Yonatan Vargas100% (1)
- CarpinteríaDocumento40 páginasCarpinteríaNancy Edith AcuñaAún no hay calificaciones