También podría gustarte
- Modelado unidimensional de los motores de dos tiempos de pequeña cilindradaDe EverandModelado unidimensional de los motores de dos tiempos de pequeña cilindradaCalificación: 5 de 5 estrellas5/5 (1)
- Model PlusDocumento48 páginasModel PlusAriel Oscar HuertaAún no hay calificaciones
- Instrucciones de Servicio: Prewatcher OfflineDocumento745 páginasInstrucciones de Servicio: Prewatcher OfflineAlbertico RojaAún no hay calificaciones
- Sistema 40 AguacontraincendioDocumento65 páginasSistema 40 AguacontraincendioFrancisco Zenteno100% (1)
- 320XPCDocumento556 páginas320XPCOscar Coaquira Feliciano100% (4)
- Manual Mecanico 2800XPB PDFDocumento783 páginasManual Mecanico 2800XPB PDFJhonatan choque100% (1)
- Eio0000000243 06Documento110 páginasEio0000000243 06Angel FAún no hay calificaciones
- Manual Dosificador Automático 806 Metrohm PDFDocumento45 páginasManual Dosificador Automático 806 Metrohm PDFFrancisco Javier SánchezAún no hay calificaciones
- Manual MagelisDocumento106 páginasManual MagelisluiAún no hay calificaciones
- Fleck 2850-sxt Im Es PDFDocumento106 páginasFleck 2850-sxt Im Es PDFFidel MartínezAún no hay calificaciones
- Altanium Delta2 v1.0 SpanishDocumento114 páginasAltanium Delta2 v1.0 SpanishRandy Osuna RiveraAún no hay calificaciones
- Manual de Servicio: Unidad de Separación 855Documento158 páginasManual de Servicio: Unidad de Separación 855wilmanAún no hay calificaciones
- SiSBE06-708B - Inverter Pair Floor Standing Type F-Series - Service Manuals - SpanishDocumento289 páginasSiSBE06-708B - Inverter Pair Floor Standing Type F-Series - Service Manuals - Spanishcla2119100% (1)
- Manual MF 32 - Parte4Documento20 páginasManual MF 32 - Parte4Jose luis Quispe HuamanAún no hay calificaciones
- Manual Therm 8000SDocumento52 páginasManual Therm 8000SDIANA MARCELA MORALES ISRAEL100% (1)
- WEG Cfw11 Manual Del UsuarioDocumento115 páginasWEG Cfw11 Manual Del UsuarioDennys SantiagoAún no hay calificaciones
- DISENOINSTDocumento93 páginasDISENOINSTAndres Larenas OrtizAún no hay calificaciones
- Nuevo Metal 3D - Memoria de CálculoDocumento60 páginasNuevo Metal 3D - Memoria de CálculonovomixAún no hay calificaciones
- SMC TSMC MK 4 LL MK 5 Incl - Atex Operating Es 2023.05Documento56 páginasSMC TSMC MK 4 LL MK 5 Incl - Atex Operating Es 2023.05jaroxo89Aún no hay calificaciones
- Fleck 9000-sxt Im A EsDocumento104 páginasFleck 9000-sxt Im A EsLiubert García CarreraAún no hay calificaciones
- Digital Controller SCHERZO (01-44) .FR - EsDocumento44 páginasDigital Controller SCHERZO (01-44) .FR - EsGorete Eliakim Sabrera IngaAún no hay calificaciones
- Termo Científico Dionex Serie Ultimate 3000: Compartimentos de Columna TCC 3000SD y TCC 3000RSDocumento138 páginasTermo Científico Dionex Serie Ultimate 3000: Compartimentos de Columna TCC 3000SD y TCC 3000RSAlvaro AtencoAún no hay calificaciones
- Manual de Consulta Sistema de Sensores Electrónicos Remotos Ers Rosemount 3051s Es Es 5929750Documento88 páginasManual de Consulta Sistema de Sensores Electrónicos Remotos Ers Rosemount 3051s Es Es 5929750Santi AgoAún no hay calificaciones
- Auto Axcess 450 Miller Manual de OperadorDocumento64 páginasAuto Axcess 450 Miller Manual de OperadorERICK Ortiz MaciasAún no hay calificaciones
- Schiller at 101Documento62 páginasSchiller at 101Leandro Martínez78% (9)
- Mu - Inyector 82ct EsDocumento52 páginasMu - Inyector 82ct EsYenny SanchezAún no hay calificaciones
- Manual Operador 320XPCDocumento170 páginasManual Operador 320XPCmaocaleirl100% (2)
- Manual Dyna PackDocumento78 páginasManual Dyna PackAriel Oscar HuertaAún no hay calificaciones
- Modicon Momentum: 170 AEC 920 00 Manual Del UsuarioDocumento144 páginasModicon Momentum: 170 AEC 920 00 Manual Del Usuarioexamowig-9920Aún no hay calificaciones
- Manual VDF OXEDocumento134 páginasManual VDF OXEmarrita100% (1)
- Manual-Iso Eje Libre Bomba HidrostalDocumento16 páginasManual-Iso Eje Libre Bomba HidrostalASYS SAC SUBILETEAún no hay calificaciones
- Center Two EspañolDocumento110 páginasCenter Two EspañolvidalAún no hay calificaciones
- PDF Common Rail Nissan CompressDocumento41 páginasPDF Common Rail Nissan CompressE. Timon Córdova RamosAún no hay calificaciones
- Copia de Siei Variador ARTDrive L Manual InglesDocumento222 páginasCopia de Siei Variador ARTDrive L Manual InglesEdgar ZamoraAún no hay calificaciones
- Manuale ES CLRVDocumento92 páginasManuale ES CLRVAriel Alexis Pinto Pinto100% (3)
- Catalogo Therm 8000S PDFDocumento52 páginasCatalogo Therm 8000S PDFAndres VelaAún no hay calificaciones
- BA PS300M1D TWIN V3.0 EsDocumento60 páginasBA PS300M1D TWIN V3.0 EsJohn EsquiviasAún no hay calificaciones
- Variador Gefran SieiDocumento224 páginasVariador Gefran Sieifreddy garcia100% (1)
- Sistema 400 Endulzamiento de GasDocumento217 páginasSistema 400 Endulzamiento de GasFrancisco ZentenoAún no hay calificaciones
- ABB Manual Del Producto - Robot IRB140Documento262 páginasABB Manual Del Producto - Robot IRB140el frentesAún no hay calificaciones
- Manu Escalera 9300Documento200 páginasManu Escalera 9300Arely Garcia Espinoza67% (3)
- CP TD1 Reference Manual ESPDocumento182 páginasCP TD1 Reference Manual ESPJorge Chino RojasAún no hay calificaciones
- Unidad de Electrofusion PDFDocumento47 páginasUnidad de Electrofusion PDFArturo MuñozAún no hay calificaciones
- Bascula 11Documento96 páginasBascula 11nicolas angeles100% (1)
- NANODAC EurothermDocumento198 páginasNANODAC EurothermOscar SantellanoAún no hay calificaciones
- DM211004 A Es PDFDocumento156 páginasDM211004 A Es PDFferpriss100% (1)
- 320 XPC Manual Del OperadorDocumento152 páginas320 XPC Manual Del OperadordarwinAún no hay calificaciones
- Instructions For The User Drive 9300Documento44 páginasInstructions For The User Drive 9300thanh_cdt01Aún no hay calificaciones
- Manual de Mantención Mecánica V02Documento770 páginasManual de Mantención Mecánica V02rodrigo_david100% (1)
- Gestion Del Mantenimiento Industrial.1Documento227 páginasGestion Del Mantenimiento Industrial.1Leon MuecoAún no hay calificaciones
- D0807-AH-ES (SCC Doble Apertura Lateral S3C S3CT S3C2T)Documento123 páginasD0807-AH-ES (SCC Doble Apertura Lateral S3C S3CT S3C2T)johnny jimenezAún no hay calificaciones
- Manual de Instrucciones BD 260 Al 3000 PDFDocumento37 páginasManual de Instrucciones BD 260 Al 3000 PDFLuis PedemonteAún no hay calificaciones
- Altanium Delta2-v1.0-Spanish PDFDocumento114 páginasAltanium Delta2-v1.0-Spanish PDFJuan Carlos Martin VazquezAún no hay calificaciones
- MSDG - MEAG - DIFF - 66698-7-5-Es-1506Documento110 páginasMSDG - MEAG - DIFF - 66698-7-5-Es-1506LUIS EDUARDO MANZANILLA RAMOSAún no hay calificaciones
- Manual Soft Starter 3RW44 Es IberoDocumento262 páginasManual Soft Starter 3RW44 Es IberonegrinAún no hay calificaciones
- KNX. Domótica e Inmótica: Guía Práctica para el instaladorDe EverandKNX. Domótica e Inmótica: Guía Práctica para el instaladorCalificación: 5 de 5 estrellas5/5 (1)
- Instalaciones de puesta a tierra y protección de sistemas eléctricosDe EverandInstalaciones de puesta a tierra y protección de sistemas eléctricosCalificación: 5 de 5 estrellas5/5 (1)
- Sesion1 Coaching en Las Org PDFDocumento19 páginasSesion1 Coaching en Las Org PDFTeresa NolascoAún no hay calificaciones
- ElemÉticaEmpre PDFDocumento20 páginasElemÉticaEmpre PDFTeresa NolascoAún no hay calificaciones
- Reto Colaborativo - Modif230922Documento27 páginasReto Colaborativo - Modif230922Teresa Nolasco100% (1)
- Conceptos Básicos de Normalización y Directrices de AuditoriasDocumento5 páginasConceptos Básicos de Normalización y Directrices de AuditoriasTeresa Nolasco100% (1)
- 1 - Etica Deontolo PDFDocumento37 páginas1 - Etica Deontolo PDFTeresa NolascoAún no hay calificaciones
- Instrumento de Autodiagnostico de Rse para Las EmpresasDocumento24 páginasInstrumento de Autodiagnostico de Rse para Las EmpresasTeresa NolascoAún no hay calificaciones
- Iso 10007 2017Documento9 páginasIso 10007 2017Teresa NolascoAún no hay calificaciones
- Catalogo Isothermal V3 2016-08-Correo PDFDocumento37 páginasCatalogo Isothermal V3 2016-08-Correo PDFCJODAún no hay calificaciones
- Caso Refrescos @johanDocumento2 páginasCaso Refrescos @johanLeo de la CruzAún no hay calificaciones
- Centro Vacacional Las PalmerasDocumento11 páginasCentro Vacacional Las Palmerasddrico5Aún no hay calificaciones
- PRÁCTICAS HIGIENICAS DEL RECURSO HUMANO, PCC, HACCP Segundo IntentoDocumento6 páginasPRÁCTICAS HIGIENICAS DEL RECURSO HUMANO, PCC, HACCP Segundo IntentoLuz Mary AlmarioAún no hay calificaciones
- Bebb31 E2018052315fe2ff2gestindelmantenimientodelosequiposproductivos PDFDocumento47 páginasBebb31 E2018052315fe2ff2gestindelmantenimientodelosequiposproductivos PDFJavier Olivares100% (1)
- Avaluos JACSDocumento8 páginasAvaluos JACSJimmy CuellarAún no hay calificaciones
- Deslizar y Cortar CableDocumento16 páginasDeslizar y Cortar Cablevazquez21Aún no hay calificaciones
- Procedimientos AlmacenadosDocumento3 páginasProcedimientos AlmacenadosAngel De Jesus Bustamante TotoAún no hay calificaciones
- Transición ISO 9001 2015 ScribdDocumento18 páginasTransición ISO 9001 2015 ScribdMaría Luisa Romo Quispe100% (1)
- Syllabus Gestión de NegociosDocumento13 páginasSyllabus Gestión de NegociosKevinBravoAún no hay calificaciones
- Ajuste - de - Pernos-Laboratorio EDITABLEDocumento5 páginasAjuste - de - Pernos-Laboratorio EDITABLEJair Anthony MuchicaAún no hay calificaciones
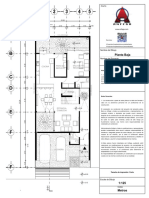
- 1.-Planta BajaDocumento1 página1.-Planta BajaWilliam Jimenez ValenteAún no hay calificaciones
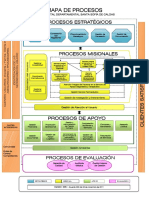
- Mapa de Procesos HOSPITAL PDFDocumento1 páginaMapa de Procesos HOSPITAL PDFmoreno_velez100% (5)
- EconomiaDocumento5 páginasEconomiaswever666100% (1)
- E.T. TDR Pintura YokiriDocumento6 páginasE.T. TDR Pintura YokiriFred GarcíaAún no hay calificaciones
- PiqueDocumento14 páginasPiqueCristian NieviAún no hay calificaciones
- Siemens Bornes 8wa Nsk16 2002 EsDocumento19 páginasSiemens Bornes 8wa Nsk16 2002 EsFelucosAún no hay calificaciones
- Proceso de Produccion de PolloDocumento22 páginasProceso de Produccion de PolloGranja Porcina SuarezAún no hay calificaciones
- Estudio de Caso Almacenes Tia Lady PinzonDocumento11 páginasEstudio de Caso Almacenes Tia Lady PinzonMaría FernandaAún no hay calificaciones
- Aplicación PrácticaDocumento8 páginasAplicación PrácticaKeviin CelorioAún no hay calificaciones
- Predicción y Análisis de Búsqueda Con Algoritmo SorJorDocumento7 páginasPredicción y Análisis de Búsqueda Con Algoritmo SorJorEdison ArangoAún no hay calificaciones
- Traje EspacialDocumento4 páginasTraje EspacialSambuca DocAún no hay calificaciones
- Ponencia SanfeDocumento17 páginasPonencia SanfePamelita BalcazarAún no hay calificaciones
- Más ArenaDocumento4 páginasMás ArenaMaría CastañedaAún no hay calificaciones
- Embalaje y PaletizacionDocumento13 páginasEmbalaje y PaletizacionNiver Padilla100% (1)
- Modular 3 Practicas Pre ProfecionalesDocumento16 páginasModular 3 Practicas Pre ProfecionalesBilly SalazarAún no hay calificaciones
- Ud 08 AlbañileriaDocumento18 páginasUd 08 AlbañileriaAngelines López RosanoAún no hay calificaciones
- Pal Convencional - ESPDocumento46 páginasPal Convencional - ESPSallyPerezAún no hay calificaciones
- Influencia de La Informática o Tecnología en La ContabilidadDocumento9 páginasInfluencia de La Informática o Tecnología en La ContabilidadKevin EscalonaAún no hay calificaciones
- Presentacion Estructura MetalicaDocumento52 páginasPresentacion Estructura MetalicaIvan PuentesAún no hay calificaciones