También podría gustarte
- Examen Final Fico - ChinoDocumento21 páginasExamen Final Fico - ChinorubenAún no hay calificaciones
- Determinación de Alcohol en VinosDocumento6 páginasDeterminación de Alcohol en VinosmirnaAún no hay calificaciones
- Determinación de Acidez TotalDocumento11 páginasDeterminación de Acidez TotalMäiidiiTä EspiinözäAún no hay calificaciones
- Determinación de Grasas en Alimentos Utilizando El Método de GerberDocumento9 páginasDeterminación de Grasas en Alimentos Utilizando El Método de Gerberjuan layque layasaAún no hay calificaciones
- Proyecto Obtencion Del Alcohol Anhidro A Partir de La Caña de AzucarDocumento317 páginasProyecto Obtencion Del Alcohol Anhidro A Partir de La Caña de AzucarLuis WalterAún no hay calificaciones
- Determinación de acidez, azúcares y alcohol potencial en mosto de uvaDocumento14 páginasDeterminación de acidez, azúcares y alcohol potencial en mosto de uvaYENI CALLATAAún no hay calificaciones
- Informe Lacteos Practica 5 El Queso Fresco y RequesonDocumento6 páginasInforme Lacteos Practica 5 El Queso Fresco y RequesonJosé Burgos100% (1)
- p5, Alcohol en VolumenDocumento6 páginasp5, Alcohol en VolumenYomairaFaviolaSanchezTalaveraAún no hay calificaciones
- IntroduccionDocumento22 páginasIntroduccionNataly LopezAún no hay calificaciones
- Determinacion de Azucares Reductores y Azucar Total en Muestra de VinoDocumento45 páginasDeterminacion de Azucares Reductores y Azucar Total en Muestra de VinoAna Laura Alvarez89% (9)
- Control y seguimiento de variables en fermentación, destilación y propagación de levaduras en destileríaDocumento8 páginasControl y seguimiento de variables en fermentación, destilación y propagación de levaduras en destileríaLuis MorilloAún no hay calificaciones
- DETERMINACIÓN DEL GRADO ALCOHÓLICO ADQUIRIDODocumento27 páginasDETERMINACIÓN DEL GRADO ALCOHÓLICO ADQUIRIDOgian franco vazquezAún no hay calificaciones
- Destilacion ChemcadDocumento4 páginasDestilacion ChemcadPatricia NavarroAún no hay calificaciones
- Laboratorio de ProcesosDocumento7 páginasLaboratorio de ProcesosCarlos Andres Arcos GomezAún no hay calificaciones
- Determinación de azúcar y graduación alcohólicaDocumento11 páginasDeterminación de azúcar y graduación alcohólicagustavo_castro_17100% (1)
- El Método Gerber Consiste en Separar La Grasa Dentro de Un Recipiente MedidorDocumento6 páginasEl Método Gerber Consiste en Separar La Grasa Dentro de Un Recipiente MedidorMaco Orquera RojasAún no hay calificaciones
- Plan de Exportación de Alcohol EtílicoDocumento23 páginasPlan de Exportación de Alcohol EtílicoAlejandra PadillaAún no hay calificaciones
- Reporte de Etanol Del VinoDocumento13 páginasReporte de Etanol Del VinoPaola PinedaAún no hay calificaciones
- Guía 2 - Análisis de Materia Prima UvaDocumento6 páginasGuía 2 - Análisis de Materia Prima UvaLeaQuispeAún no hay calificaciones
- Alcohol de PapaDocumento7 páginasAlcohol de PapaarielAún no hay calificaciones
- Grado Alcoholico FarmacDocumento14 páginasGrado Alcoholico FarmacemilyAún no hay calificaciones
- Grado alcohólico Farmacotecnia UNIDocumento7 páginasGrado alcohólico Farmacotecnia UNIFiorella CardenasAún no hay calificaciones
- Determinación del grado alcohólico y extracto seco en vinosDocumento28 páginasDeterminación del grado alcohólico y extracto seco en vinosLisbeth Miyoun Sunhg71% (7)
- Recuperación alcohol destilación 15.4Documento3 páginasRecuperación alcohol destilación 15.4Anthony Rodriguez ParedesAún no hay calificaciones
- Informe de Laboratorio (Obtencion de Etanol A Partir de Lactosuero)Documento7 páginasInforme de Laboratorio (Obtencion de Etanol A Partir de Lactosuero)María Juliana Rojas Moncada0% (1)
- Determinacion de La GrasaDocumento10 páginasDeterminacion de La GrasaDavid Tanta ChilonAún no hay calificaciones
- Moe-Ar-05 Azucares Reductores Directos y TotalesDocumento19 páginasMoe-Ar-05 Azucares Reductores Directos y TotalesRafael AbascalAún no hay calificaciones
- Practica Oxidacion Biologica de Etanol Equipo 5 7IM1Documento15 páginasPractica Oxidacion Biologica de Etanol Equipo 5 7IM1Adriana RamosAún no hay calificaciones
- Bioetanol MetodologiaDocumento30 páginasBioetanol Metodologiaisaias isaac parra sellanAún no hay calificaciones
- UcuchaDocumento7 páginasUcuchajessica mendezAún no hay calificaciones
- Tecnica de Fermentacion AlcoholicaDocumento4 páginasTecnica de Fermentacion AlcoholicaPORTILLA PAGOLA RUBY DEL PILARAún no hay calificaciones
- Efecto de Dos Cepas de Levadura para La FermentaciónDocumento11 páginasEfecto de Dos Cepas de Levadura para La FermentaciónKaren julieth Galvis alverniaAún no hay calificaciones
- Elaboración quesos semiduros ojosDocumento54 páginasElaboración quesos semiduros ojosDiego Lu100% (3)
- Determinación de Acidez Total 1Documento13 páginasDeterminación de Acidez Total 1Diego Andre Zambrano CoylaAún no hay calificaciones
- El Rendimiento de La Fabricación de Quesos - 12 PDFDocumento13 páginasEl Rendimiento de La Fabricación de Quesos - 12 PDFthian_31Aún no hay calificaciones
- Elaboración de arequipe con enfoque en mejorar la calidad finalDocumento6 páginasElaboración de arequipe con enfoque en mejorar la calidad finalStultitia Rock50% (2)
- Determinación de Alcohol en VinosDocumento4 páginasDeterminación de Alcohol en VinosCorporación LlaktaymantaAún no hay calificaciones
- Producción de Alcohol Etilico A Partir de MielDocumento7 páginasProducción de Alcohol Etilico A Partir de MielCristian Armando Sánchez Molano100% (1)
- Cuantitativa Ejercicios SolucionesDocumento7 páginasCuantitativa Ejercicios SolucionesMiller EspinozaAún no hay calificaciones
- Alcohol en VinosDocumento4 páginasAlcohol en VinosDayana AriasAún no hay calificaciones
- Determinación de Grasa en La LecheDocumento4 páginasDeterminación de Grasa en La LecheJuan Jimenez HuamaniAún no hay calificaciones
- Fermentacion DiscusionDocumento5 páginasFermentacion DiscusionJorge Luis Olivar100% (2)
- El Uso de La RefractómetriaDocumento2 páginasEl Uso de La RefractómetriaHellen Julca TenaAún no hay calificaciones
- 7 Determinaciã"n de Grasas en Alimentos Liquidos Por El Contenido de Lipidos Utilizando El Metodo de GerberDocumento4 páginas7 Determinaciã"n de Grasas en Alimentos Liquidos Por El Contenido de Lipidos Utilizando El Metodo de GerberJose Cesar MamaniAún no hay calificaciones
- Determinación de Porcentaje de Alcohol Por Método de "Destilación" y "Alcoholímetro" de Vino de Manzana ComercialDocumento9 páginasDeterminación de Porcentaje de Alcohol Por Método de "Destilación" y "Alcoholímetro" de Vino de Manzana ComercialDaniel Alejandro Perez CastañedaAún no hay calificaciones
- Determinación de Alcohol en VinosDocumento3 páginasDeterminación de Alcohol en VinosRafael Armando ZaldañaAún no hay calificaciones
- Produccion - ArequipeDocumento3 páginasProduccion - ArequipecarlosAún no hay calificaciones
- Gedeterminacion de Grasa GerberDocumento8 páginasGedeterminacion de Grasa GerberCelina Ramos Cervantes100% (1)
- Elaboración de VinosDocumento5 páginasElaboración de VinosDaniel Jose Ortiz LopezAún no hay calificaciones
- Ciencia y Tecnología de Licores de CremaDocumento6 páginasCiencia y Tecnología de Licores de CremaelianaflorAún no hay calificaciones
- Sacarificacion Fermentación SSFDocumento4 páginasSacarificacion Fermentación SSFKatherine Romero PalmaAún no hay calificaciones
- Diagramas de Tubería - Instrumentación.Documento8 páginasDiagramas de Tubería - Instrumentación.Douglas YagualAún no hay calificaciones
- Determinación de Grasas en Alimentos Utilizando El Método de GerberDocumento7 páginasDeterminación de Grasas en Alimentos Utilizando El Método de GerberJoedScandyBruus0% (1)
- Análisis físico-químicos del yogurtDocumento15 páginasAnálisis físico-químicos del yogurtThony Arqueño Yllatopa100% (1)
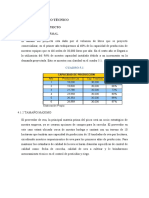
- Capítulo 4 Estudio Técnico: 4.1 Tamaño Del ProyectoDocumento19 páginasCapítulo 4 Estudio Técnico: 4.1 Tamaño Del ProyectoPedro W. ValverdeAún no hay calificaciones
- Un Enfoque Matemático para la Elaboración Artesanal de CervezaDe EverandUn Enfoque Matemático para la Elaboración Artesanal de CervezaAún no hay calificaciones
- Cadena Productiva CervezaDocumento12 páginasCadena Productiva CervezaRicardo Monroy Del Castillo100% (1)
- Produccion de hidromiel en el contexto de la apicultura en ColombiaDe EverandProduccion de hidromiel en el contexto de la apicultura en ColombiaCalificación: 3 de 5 estrellas3/5 (1)
- Gestión de bodegas en restauración. HOTR0209De EverandGestión de bodegas en restauración. HOTR0209Aún no hay calificaciones
- Obtención de aceites de orujo de oliva. INAK0109De EverandObtención de aceites de orujo de oliva. INAK0109Aún no hay calificaciones
- MANUAL Huawei P Smart Placa BaseDocumento6 páginasMANUAL Huawei P Smart Placa BaseElsy MirabAún no hay calificaciones
- Ponyelectronica - Preamplificador Estéreo Con EQ de Dos Bandas - Altos y Bajos - Utilizando Un Chip JRC4558Documento7 páginasPonyelectronica - Preamplificador Estéreo Con EQ de Dos Bandas - Altos y Bajos - Utilizando Un Chip JRC4558Elsy MirabAún no hay calificaciones
- Xdoc - MX Poliestireno Extruido XpsDocumento2 páginasXdoc - MX Poliestireno Extruido XpsElsy MirabAún no hay calificaciones
- Ponyelectronica - Amplificador de 12w y Fuente Simple Con Un Chip TDA2006 o Un X0040TADocumento12 páginasPonyelectronica - Amplificador de 12w y Fuente Simple Con Un Chip TDA2006 o Un X0040TAElsy MirabAún no hay calificaciones
- URSA Catalogo General XPS Pol. ExtruidoDocumento30 páginasURSA Catalogo General XPS Pol. ExtruidoElsy MirabAún no hay calificaciones
- Manual Contra Terreno 2020Documento24 páginasManual Contra Terreno 2020Elsy MirabAún no hay calificaciones
- Guia Aplic GLASCOFOAMDocumento59 páginasGuia Aplic GLASCOFOAMElsy MirabAún no hay calificaciones
- Ficha Tecnica Poliestireno Extruido AislamientoMXDocumento2 páginasFicha Tecnica Poliestireno Extruido AislamientoMXElsy MirabAún no hay calificaciones
- Cuestionario Farmacología CompletoDocumento8 páginasCuestionario Farmacología CompletoLourdes MendietaAún no hay calificaciones
- Manual EvaporadorDocumento9 páginasManual EvaporadorAlvaro Andres Villabona MAún no hay calificaciones
- Monografia Fundicion InyectadaDocumento12 páginasMonografia Fundicion InyectadaMeday BaltodanoAún no hay calificaciones
- Prueba Tecnica de MuestreoDocumento7 páginasPrueba Tecnica de MuestreoJENNIFER . CAMPOS PALMAAún no hay calificaciones
- Transferencia de CalorDocumento8 páginasTransferencia de CalorDennis Lorena MonsalveAún no hay calificaciones
- Manual de Operacion Taladro-Destornillador Portatil PDFDocumento16 páginasManual de Operacion Taladro-Destornillador Portatil PDFElkin MorenoAún no hay calificaciones
- Practica 1Documento16 páginasPractica 1Diego Armando OspinaAún no hay calificaciones
- 4 Extracción de Adn en PecesDocumento11 páginas4 Extracción de Adn en PecesPaola Macedo JamancaAún no hay calificaciones
- Preguntas KAHOOT PROCESOSDocumento4 páginasPreguntas KAHOOT PROCESOSWilmer MendezAún no hay calificaciones
- Guia 17Documento10 páginasGuia 17Juan SinningAún no hay calificaciones
- Sustento de Nota 91Documento7 páginasSustento de Nota 91Rosa Stefany MAAún no hay calificaciones
- Nanopartículas Ag (Cascara de Naranja) FaltaDocumento24 páginasNanopartículas Ag (Cascara de Naranja) FaltaLucy Isabel Carpio Ramírez100% (1)
- El Dac-1Documento15 páginasEl Dac-1Paul Flores RoblesAún no hay calificaciones
- Impacto Ambiental de La Industria Del CementoDocumento2 páginasImpacto Ambiental de La Industria Del CementoNorvin ChavarriaAún no hay calificaciones
- Receta médica con tratamiento para gastroenteritis amebianaDocumento1 páginaReceta médica con tratamiento para gastroenteritis amebianaMara Libertad0% (1)
- Manual Ingenieria PDVSA Criterios de Diseño SPCDocumento78 páginasManual Ingenieria PDVSA Criterios de Diseño SPCDany Gonzalez Herrera100% (1)
- Flexocreto - Ficha TécnicaDocumento2 páginasFlexocreto - Ficha TécnicaJordana FurmanAún no hay calificaciones
- 04 Analisis Sub Partidas WordDocumento10 páginas04 Analisis Sub Partidas Wordralpr85Aún no hay calificaciones
- Tesis Doctoral - Zaira MartínDocumento198 páginasTesis Doctoral - Zaira MartínHectorAún no hay calificaciones
- Ciclo del Carbono: Introducción al elemento clave de la vidaDocumento7 páginasCiclo del Carbono: Introducción al elemento clave de la vidamarAún no hay calificaciones
- Informe de Laboratorio Nº9Documento6 páginasInforme de Laboratorio Nº9JYOSEF GAVILAN HUAMANAún no hay calificaciones
- Monografia de ItcDocumento18 páginasMonografia de ItcDany EspinozaAún no hay calificaciones
- La Farmed - Catalogo de VentasDocumento23 páginasLa Farmed - Catalogo de Ventassilverio cesar sanchezAún no hay calificaciones
- Catalogo - Parrillas FIBRA de VIDRIODocumento8 páginasCatalogo - Parrillas FIBRA de VIDRIOVicente Ricardo Tinajero NovilloAún no hay calificaciones
- Guia. Biomoleculas OrganicasDocumento13 páginasGuia. Biomoleculas OrganicasICP SERVICESAún no hay calificaciones
- 1715ban55346Documento93 páginas1715ban55346memes MiguelitoAún no hay calificaciones
- Fenomenos AntropometricosDocumento24 páginasFenomenos AntropometricosAlbert SerwayAún no hay calificaciones
- PRACTICA Diversidad Microbiana 1Documento20 páginasPRACTICA Diversidad Microbiana 1Angie Matínez100% (1)
- S300 Es PDFDocumento4 páginasS300 Es PDFFlavio Nicolás RíosAún no hay calificaciones
- MaxiroofDocumento2 páginasMaxiroofMauricio ValdiviaAún no hay calificaciones