Documentos de Académico
Documentos de Profesional
Documentos de Cultura
HSV360A-CONTI Manual Español Parte 1
Cargado por
Juan J. BautiztaDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
HSV360A-CONTI Manual Español Parte 1
Cargado por
Juan J. BautiztaCopyright:
Formatos disponibles
INSTRUCCIONES DE USO
HSV360ACONTI
ENVASADORAS
Número de identificación: 2717/01 Número de serie: * 3092
VALIDEZ: Válido del número de serie: 3051
Operación ................................................. .................................................. .................................................. ................. 1
máquina de envasado HSV ............................................... .................................................. ........................................... 1
Introducción ................................................. .................................................. .................................................. 1 .....
Mantenimiento de máquina ................................................ .................................................. ........................................ 6
ajustes de la máquina por defecto ............................................... .................................................. ................................... 13
la mandíbula longitudinal ................................................ .................................................. ................................................ 23
Bordes mandíbulas ................................................ .................................................. .................................................. ....... 25
La alimentación de los cinturones de ................................................ .................................................. .................................................. ... 29
mandíbulas cruzadas ................................................ .................................................. .................................................. ....... 30
Tubos ................................................. .................................................. .................................................. ............. 33
fondo de la bolsa plegable ............................................... .................................................. ............................................ 35
La retracción de las bolsas ............................................... .................................................. .............................................. 38
Dispositivos adicionales ................................................ .................................................. ............................................. 39
control de la máquina HSV ............................................... .................................................. ............................................. 41
el funcionamiento básico de la máquina ............................................... .................................................. ................................... 41
Parámetros básicos de la máquina ............................................. .................................................. ........................ 47
parámetros de la mandíbula longitudinales ............................................... .................................................. ............................. 50
Parámetros de mordazas transversales .............................................. .................................................. .................................... 52
parámetros de enfriamiento de soldadura ............................................... .................................................. ................................... 55
parámetros de alimentación de la hoja ............................................... .................................................. .......................................... 56
parámetros de lámina de centrado ............................................... .................................................. .................................. 57
Marcos parámetros de exploración de ............................................... .................................................. ....................................... 59
La bolsa de la formación de parámetros ............................................... .................................................. .................................... 60
parámetros borde ................................................ .................................................. ............................................... 61
parámetros de transferencia de bolsas ............................................... .................................................. .................................... 63
parámetros de alimentación del producto ............................................... .................................................. ................................... 64
Parámetros de unidades de dosificación .............................................. .................................................. ................................. sesenta y cinco
Parámetros del dispositivo de etiquetado .............................................. .................................................. ............................ 67
parámetros de la aplicación de la cremallera ............................................... .................................................. .......................... 68
Trabajar con programas ............................................... .................................................. .......................................... 70
Estadísticas ................................................. .................................................. .................................................. ......... 72
Ajuste ................................................. .................................................. .................................................. ............ 77
Información ................................................. .................................................. .................................................. .... 80
Importación / exportación de datos ............................................. .................................................. ........................................ 84
Bolsa de verificación apariencia ............................................... .................................................. ........................................... 86
Creación de bolsa de F .............................................. .................................................. ................................................. 86
Creación de bolsa de J .............................................. .................................................. ............................................... 104
AJUSTE ................................................. .................................................. .................................................. ................ 121
ajustes de la máquina por defecto ............................................... .................................................. ................................. 121
la mandíbula longitudinal ................................................ .................................................. .............................................. 122
Bordes mandíbulas ................................................ .................................................. .................................................. ..... 126
La alimentación de los cinturones de ................................................ .................................................. .................................................. . 131
mandíbulas cruzadas ................................................ .................................................. .................................................. ...... 134
Tubos ................................................. .................................................. .................................................. ............ 137
fondo de la bolsa plegable ............................................... .................................................. .......................................... 138
La retracción de las bolsas ............................................... .................................................. ............................................ 144
Dispositivos adicionales ................................................ .................................................. ........................................... 145
CLAVE PARA GRÁFICOS
Para llevar a cabo las herramientas de uso de la operación
No se requieren herramientas para la realización de esta operación
Movimiento lineal
Movimiento lineal
Movimiento lineal
Movimiento lineal
movimiento rotatorio
Movimiento de las partes designadas de distancia el uno del otro
El movimiento de las piezas designadas del uno hacia el otro
Operación general. Para la especificación de la operación de ver la descripción particular
Conexión de los terminales
los valores de la lectura de la galga o de línea
configuración de ángulo
distancia de configuración
Paralelismo o otro continuidad lógica de superficies
Lubricación
X - expresa el orden en la jerarquía de las operaciones
Y - expresa el orden de jerarquía de las tareas dentro de una operación específica
OPERACIÓN
OPERACIÓN
n
oductio
Intr
MACHINE
ENVEJECIMIENTO
PAQUETE
HSV
Instrucciones de seguridad - 1/2
- Está prohibido poner las manos en una máquina en funcionamiento.
- Está prohibido poner las manos en el espacio de trabajo de la máquina si no se desconecta mediante los botones de parada de emergencia “” “STOP”
o.
- Está prohibido abrir las cubiertas a menos que la máquina está apagada usando los botones de parada de emergencia “” “STOP” o.
- Está prohibido extraer de desactivar todos los dispositivos de protección y sus fusibles.
- Durante la manipulación dentro del espacio de trabajo de la máquina, es necesario abrir las cubiertas; esto pone la máquina en el modo de “parada
de emergencia”.
- En caso de los envases de mercancías con características agresivas (por ejemplo, detergentes, fertilizantes, encurtidos, etc.), es necesario acortar el tiempo
que es necesario para la lubricación (tal como se especifica en las tablas de lubricación) a uno medio y eliminar todo residuo de producto de la máquina al menos
una vez por turno.
- La mayor parte del mecanismo de accionamiento se encuentra dentro de la máquina y accesible después de abrir la puerta con una llave especial. En caso de cualquier
trabajo dentro de la máquina, es decir, en los espacios debajo de esta tapa, el interruptor principal debe estar en la posición OFF y bloqueada. Esta cubierta lateral está
bloqueado con un candado que no está incluido en la entrega de la máquina envasadora.
- obligación de los operadores es hacer chequeos regulares para floja / apretar los tornillos en todos los mecanismos de la máquina al menos una vez al mes.
- La máquina no debe ser lavada usando chorro de agua; utilizar sólo un paño húmedo (y un detergente suave) y secar la máquina con aire
comprimido.
- El operador de la máquina debe seguir todas las instrucciones antes mencionadas.
- La máquina sólo puede ser manejado por un trabajador familiarizado con el trabajo con el equipo eléctrico después de leer este manual de operación.
Instrucciones de seguridad - 2/2
El cumplimiento de las instrucciones de este manual es un requisito previo para el correcto funcionamiento de los equipos y para el pleno cumplimiento en lo que respecta a
la cobertura de reclamación. Así que por favor lea este manual de instrucciones.
La información contenida en este manual está sujeta a cambios sin previo aviso. Por lo tanto, VELTEKO no proporciona ninguna garantía sobre la
exactitud de la información.
máquina de envasado HSV - Introducción 1
OPERACIÓN
seguridad en el trabajo - 1/3
La máquina sólo puede ser manejado por un trabajador familiarizado con el trabajo en equipo eléctrico después de leer este manual de operación.
El personal de operación se les prohíbe la apertura de las puertas de centralita telefónica, así como las puertas de las unidades mecánicas de la máquina!
se permite al personal operativo para trabajar dentro de las mordazas de soldadura y la zona de alimentación sólo si el interruptor principal está en la posición de apagado o si la
máquina está en estado de “parada de emergencia” (abriendo las mandíbulas cubren o pulsando el control “PARADA DE EMERGENCIA”)!
Sólo los trabajadores que están capacitados y familiarizados con las normas de seguridad (que se encuentra en la descripción de la máquina técnica del fabricante) están
autorizados para realizar operaciones de mantenimiento, como la lubricación y limpieza de la máquina o la sustitución de algunas piezas y consumibles. operaciones
individuales sólo pueden ser ejecutadas si el interruptor principal está en la posición OFF y bloqueada por un candado.
Cualquier sustitución de mandíbulas, cuchillos, kanthals o tiras de teflón sólo es posible si el interruptor principal está en la posición OFF y bloqueada. Esto también se
aplica a la lubricación y limpieza de las guías de la mandíbula. La eliminación de las bolsas pegadas o suciedad sólo podrá ser ejecutado cuando la máquina no está
en funcionamiento y la cubierta frontal de la máquina está abierta. Nunca el mantenimiento operaciones mientras la máquina está funcionando! Cualquier trabajo de
montaje o ajustes de equipo adicional de la máquina sólo pueden ser ejecutadas si el interruptor principal está en la posición OFF y bloqueada.
seguridad en el trabajo - 2/3
Cualquier trabajo realizado en las instalaciones eléctricas de la máquina sólo puede ser ejecutado por un trabajador con titulación eléctrica adecuada y
perfectamente familiarizado con las funciones de la máquina!
Con la excepción de la conexión de los motores eléctricos, todo el cableado eléctrico de la máquina utiliza voltaje de CC 24 V segura (longitudinal mandíbula -
48 V).
Protección contra el contacto peligroso con partes conductoras de la máquina se proporciona usando la desconexión automática de la
fuente.
Continuamente mordazas térmicas calentadas están muy calientes durante el funcionamiento de la máquina. Por lo tanto, en caso de su mantenimiento o sustitución (también
sustitución de cuchillos) el interruptor principal debe estar en la posición OFF y bloqueada muy por delante del tiempo (min. 30 minutos) para evitar quemaduras. Para evitar
quemaduras, guantes resistentes al calor y otras medidas de protección pueden ser utilizados. El acceso a las mordazas de impulso es sólo a través de la apertura de la cubierta
frontal, es decir, en el modo de parada de emergencia. Si la tapa está abierta, el voltaje a través de las mordazas es igual a 0V.
La temperatura de la mandíbula es alta sólo durante el intervalo de impulso, de lo contrario las mordazas están sujetas a un enfriamiento permanente con el agua. Por eso,
cualquier sustitución de los kanthals puede llevarse a cabo inmediatamente después de la paralización y el bloqueo del interruptor principal.
En el caso de la sustitución de varios tipos de mordazas de la máquina, o cualquier otro accesorio enlaces con conectores, los conectores sueltos deben sellarse en
todo momento.
seguridad en el trabajo - 3/3
La manipulación de piezas pesadas - trabajo en alturas
El peso de un formato y / o partes versátiles de equipo suministrado puede variar de 10 a 70 kg (por ejemplo, el collar con el tubo, los rollos de material de embalaje,
rollos con la cremallera, la dosificación alimentador de tornillo, etc.).
Algunos lugares relacionados con la sustitución de formato y / o partes versátiles, ajuste, limpieza, etc. pueden ser posicionados en una elevación más allá
del alcance común de los operadores de pie en el suelo.
No hay una solución universal para la manipulación de piezas pesadas y el mencionado trabajo en altura, ya que depende de los requisitos legislativos, disposición
específica, los procedimientos estándar y medios financieros del cliente. El cliente deberá garantizar una evaluación de riesgos y prevención de riesgos en
cooperación con una persona cualificada en el ámbito de la prevención de riesgos con respecto a la manipulación de piezas pesadas y el trabajo en altura, de
acuerdo a las condiciones locales y los requisitos legislativos locales aplicables.
Basándose en los resultados de dicha evaluación de riesgos, el cliente deberá asegurar medios de manipulación adecuados (camión manipulación, la plataforma de servicio,
escaleras, recipiente de tubo, poleas, etc.) que cumpla con los requisitos de seguridad en el trabajo aplicables.
2 máquina de envasado HSV - Introducción
OPERACIÓN
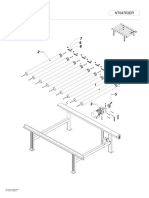
Manipulación de la máquina - 1/1
La máquina es transportada sobre un palet. Que se asiente en los pies
de transporte que acompañan el palé. El palet con la máquina
transportado se maneja con una carretilla elevadora. La máquina sobre
el palet se puede acceder desde todos los lados. Al configurar la
máquina en su posición, los pies se liberan de transporte, la máquina
se lleva a cabo en el marco de sólidos y los pies se sustituyen. La
máquina se coloca sobre una superficie plana. patas niveladoras se
utilizan para compensar desniveles. Cuando mantiene la máquina en el
marco, mantenga como aparece en la pintura.
La instalación de la máquina - 1/1
La Figura muestra el punto de entrada para la energía eléctrica (A) y el
suministro de aire comprimido (B). La energía eléctrica debe ser
suministrada mediante un cable de 5 x 6 mm2 que está protegida por un
interruptor de circuito 32A 3-fase con característica “D” de la red eléctrica 3
x 400V / 230V, 50 Hz, TN-S (TN-C). El aire comprimido (min. 0,6 MPa)
debe ser suministrada por una manguera de presión de no más de 3 m
con un diámetro interior de 12 mm. La manguera debe estar conectado a
un acumulador de aire comprimido o de tuberías de suministro con un
diámetro mínimo de 3/4" . Todas las líneas de alimentación deben cumplir
con las normas de seguridad aplicables.
Antes de la puesta en funcionamiento, la dirección de la bomba
de vacío de rotación debe ser verificada!
máquina de envasado HSV - Introducción 3
OPERACIÓN
Parámetros técnicos - 1/2
El HSV360A está diseñado para el envasado de productos a granel y productos pequeña pieza en bolsas formadas por la máquina de un rollo de material
de embalaje. La máquina tiene un grado estándar de protección con el cuadro de distribución IP54 que está diseñado para protección normal ambiente de
trabajo en contra de los efectos atmosféricos. La temperatura se regula dentro de un rango de 0 ° C a + 40 ° C, mientras que la temperatura media durante
un periodo de 24 horas no puede exceder + 35 ° C. funciones de los equipos eléctricos de la máquina sin fallo a una humedad relativa máxima del 95% a 0
° C, 95% a 20 ° C y 50% a 40 ° C. Funciona mientras que puede no aparecer cualquier condensación en el equipo. funciones del equipo eléctrico de la
máquina correctamente en carga completa y incluso sin ninguna carga dentro del intervalo de 90 a 110% de la tensión nominal y con variaciones de
frecuencia dentro de +/- 2%. Como equipo estándar, la máquina viene con componentes de acero inoxidable que entran en contacto directo con el
producto. de acero inoxidable: CSN 41 7240 (17 240 Cr-Ni) adecuada para la industria alimentaria y plantas químicas o ČSN 41 7346 (17 346 Cr-Ni-Mo),
ČSN 41 7347 (17 347 Cr-Ni-Mo-Ti) adecuada para la industria alimentaria y plantas químicas y resistente a los ácidos hasta temperaturas medianas (hasta
200 ° C).
El nivel de presión acústica en la estación del operador no exceda de 80 dB. Las mediciones se realizaron durante el funcionamiento de la máquina.
Parámetros técnicos - 2/2
la potencia de salida de la máquina (lámina en capas) ........................................... ....................... máx. 150 paquetes / min. anchura de la bolsa
................................................ .................................................. ......... 81 - 360 mm
Material de embalaje: papel de capas diseñada para el envasado en máquinas de envasado automático, PE papel de Max. diámetro
del rollo de material de embalaje ............................................ ........ 450 mm Diámetro del núcleo del rollo ...................................
.................................................. 76 mm Max. anchura del material de embalaje ............................................. ................... 800 mm
Dimensiones (W x L x H) .......................................... ............................................. 1.475 x 2.545 x ( 2,061) mm
- La altura real de la máquina depende del tipo de máquina y tubos.
Peso ................................................. .................................................. .............. 1.000 kg
el consumo de aire comprimido:
- Diseño (mandíbulas térmicas, bolsa plana) .......................................... .............................. 200 Nl / 1.000 paquetes
- Equipamiento adicional:
- VZD 3-50 .............................................. .................................................. ......... 200 Nl / 1.000 paquetes
- Pre-mandíbulas enfriados por soplado ............................................ ................................ 1000 Nl / 1.000 paquetes
- Plegable de la parte inferior (para tipos de bolsas “B”, “C”, “D”, “F“) .......................... ...... 800 Nl / 1.000 paquetes
- Planchado de la parte inferior (para tipos de bolsas “C”, “D”, “F“) .............................. .......... 400 Nl / 1.000 paquetes
protección eléctrica centralita ............................................... ........................... funciones IP 54 Categoría de
control: función STOP ... .. 2; la función de parada de emergencia ... .. 0 Max. poder:
- Diseño básico (mandíbulas térmica salida de 100 / min) ....................................... .......... 16,0 kVA El consumo de
electricidad:
- Diseño básico (mandíbulas térmica salida de 100 / min) ....................................... .......... 2 kWh
4 máquina de envasado HSV - Introducción
OPERACIÓN
La seguridad contra incendios - 1/1
Cualquier posible incendio se extingue por la siguiente manera:
1. Desconectar el aparato de suministro de energía eléctrica.
2. Use extintores de espuma manual (S5, S6) o seco extintor de polvo (PG6Hi-1, PG6L, PG9L); extintores de halón se utilizan para la
extinción de los incendios del sistema de control (T1H, T2H).
El período de garantía y servicio - 1/1
El periodo de garantía se acordó en el contrato de compra y comienza por el día de la puesta de los equipos en funcionamiento permanente.
La garantía no cubre los defectos y daños derivados de intervenciones no cualificadas del usuario y defectos y daños derivados de
acontecimientos externos no avertible.
Reparaciones dentro y después del período de garantía se ejecuta en un teléfono de solicitud de fax dentro del plazo acordado en el contrato
de compra. los servicios de garantía es gratis.
Teléfono: + 420 312 315 499
E-mail: servis@velteko.cz
Eliminación - 1/1
La máquina debe ser desmontada a partes individuales después de la terminación de la vida útil y la pieza se clasifica según el tipo de
material. tipos individuales de material, deberán ser desechados de acuerdo con las directivas medioambientales.
Las partes llenas de lubricantes deben limpiarse primero y luego añadir al tipo respectivo de los residuos (por ejemplo, cajas de engranajes). La eliminación de lubricantes
debe dejarse a empresas especializadas.
máquina de envasado HSV - Introducción 5
OPERACIÓN
máquina
de
Mantenimiento
Limpieza - atmósfera seca - 1/1
El usuario deberá discutir el método particular y la frecuencia de limpieza, incluyendo el uso de los medios utilizados, con el cuerpo respectivo de servicio
higiénico.
La máquina sólo puede limpiarse si el interruptor principal está en la posición OFF y bloqueada. La máquina sólo puede limpiarse con productos de limpieza
no dañinos y no agresivos. Las superficies externas de la máquina pueden ser limpiadas con un paño seco o humedecido en una solución suave de agua tibia
y un detergente. No limpie la máquina con agua que fluye o chorro de agua de fluido de limpieza bajo presión. Después de la limpieza de la máquina con un
paño húmedo siempre es necesario secar la máquina por aire comprimido o un paño industrial adecuado. Esto es aplicable para las superficies de acero
barnizadas, así como inoxidable de máquinas de embalaje. La trayectoria de los productos a través de la máquina (tolva, agitadores, contenedores de
medida, tubo de llenado, gusano, chute, tubo, etc.) debe limpiarse utilizando métodos y medios que se especifican en la directiva interna del cliente, en
relación con el carácter del producto envasado. Dicha Directiva deberá incluir también la frecuencia de limpieza. Se recomienda proporcionar a la parte
respectiva de la Directiva para comentar con el jefe del departamento de servicio de la empresa VELTEKO antes de su aprobación final.
Las piezas que entran en contacto directo con los productos envasados al pasar a través de la máquina se fabrican de manera estándar de acero inoxidable ČSN
17 240 (DIN 1.4301). Estas piezas se pueden limpiar a fondo con un paño industrial desechable o secan por chorro de aire caliente después de su limpieza. En el
caso de envasado de alimentos, tales paño será adecuado para su uso en la industria alimentaria (no deberá salir de cualquier contaminación física o química). En
el caso de embalaje de un producto con carácter agresivo (polvo por ejemplo, lavado, fertilizantes, encurtidos, etc.) es necesario para limpiar la máquina al menos
una vez por turno.
En el caso de embalaje de productos que se pegan en las superficies internas cuando pasa a través de la máquina (por ejemplo queso rallado, etc.) las partes
respectivas de la máquina deberán limpiarse mecánicamente incluso con más frecuencia que una vez por turno. Es necesario limpiar motores regularmente eléctricos,
en particular en caso de embalaje de materiales polvorientos de modo que la capa de polvo en los motores no exceda de 1 mm.
6 HSV máquina de embalaje - Mantenimiento Máquinas
OPERACIÓN
Limpieza - atmósfera agresiva - 1/7
Descripción de la limpieza de dicho dispositivo para reducir el riesgo de corrosión debido a la atmósfera agresiva, en la que funciona el dispositivo. El
documento no sustituye una especificación de la desinfección del dispositivo, que debe ser realizada por el usuario, según las normas de higiene vigentes
en el lugar de instalación de la máquina. Debe tenerse en cuenta que los aceros inoxidables destinados para su uso en la industria alimentaria y química no
son resistente a la corrosión en la atmósfera de oxidación, es decir, tales materiales pueden ser resistentes cuando se sumerge en ácido, pero no son
resistentes cuando se pulveriza con ácido y se expusieron a ácido en presencia de aire .
La única manera de reducir el riesgo de corrosión es de limpiar periódicamente (limpiar o enjuagar con agua y secos) las superficies que han de ser resistente a la corrosión.
ADVERTENCIA: La máquina debe ser limpiada solamente con el interruptor principal apagado y bloqueado con un candado y con el suministro de aire de
presión desconectado.
La limpieza se realiza al menos 1 día!
Limpieza - atmósfera agresiva - 2/7
1 - Comprobación y garantizar la seguridad Comprobar las puertas a
las cajas eléctricas y mecánicas para el bloqueo.
Gire el interruptor principal y bloquee en su posición. Cerrar la válvula
principal de suministro de aire a presión y de bloqueo.
2 Desmontaje de grupos seleccionados
2,1 - Arrastre a cabo la lámina de todo el dispositivo de desenrollado de
la máquina y extraer el rollo de papel de aluminio de la máquina.
2,2 - Quitar el tubo de la máquina
2.3 - Retirar la hoja de cizalla de las garras transversales
2,4 - Quitar las tiras de soldadura de las mordazas transversales y
proporcionar sus conectores con tapas de plástico
2,5 - Retirar la mandíbula longitudinal con el larguero y proporcionar
su conector con una tapa de plástico
2,6 - Quitar las cintas de alimentación
Cierre todos los conectores eléctricos abiertos en la máquina. Tapar el
suministro de vacío y la tapa de los cubos de las cintas de alimentación.
Ponga las piezas desmontadas fuera de la zona de lavado.
HSV máquina de embalaje - Mantenimiento Máquinas 7
OPERACIÓN
Limpieza - atmósfera agresiva - 3/7
3 - aplicación de agente de limpieza
3,1 - Aplicar el agente de limpieza en todas las superficies en el área de
trabajo de la máquina (en el área de tubo y las mandíbulas transversales)
con un spray-gun y dejar actuar durante el tiempo especificado en las
instrucciones de producto de limpieza.
Aplicar el agente de limpieza en las partes metálicas del tubo de usar
el spray-gun y dejar actuar durante el tiempo especificado en las
instrucciones de producto de limpieza. Limpiar el collar compuesto
con la tela industrial.
ADVERTENCIA: Tanto el agente de limpieza y agua nunca deben meterse
debajo de las cubiertas de los ventiladores de la caja de electromecánica
de la máquina - limpiar esta área única forma manual!
Limpieza - atmósfera agresiva - 4/7
3 - aplicación de agente de limpieza
3.2 - Aplicar el producto de limpieza en el cuadro de
electromecánica de la máquina usando un paño industrial.
Limpiar el terminal de control de la máquina (HMI) con un paño
industrial amortiguado con el agente de limpieza. Limpiar el mecanismo
de desenrollar la hoja con un paño humedecido industrial con el agente
de limpieza.
4 - Enjuague
4.1 - Limpie la caja electromecánico, borne de control y la máquina
mecanismo de desenrollado con un paño humedecido industrial.
8 HSV máquina de embalaje - Mantenimiento Máquinas
OPERACIÓN
Limpieza - atmósfera agresiva - 5/7
4 - Enjuague
4,2 - Enjuague las superficies en el área de trabajo de la máquina (en el
área de tubo y las mandíbulas transversales) con agua o ducha correr.
4,3 - Enjuague el tubo con agua o ducha correr.
4.4 - Deje que la hoja de corte se enfríe y se aplica el agente de
limpieza. Luego enjuague con agua o ducha abierta.
ADVERTENCIA: No utilice agua a presión para el lavado!
5 - El secado a máquina
Se seca la máquina con el aire a presión o usar paños de limpieza
industriales si es apropiado. El uso del aire comprimido, sople el agua
fuera de los acopladores rápidos que conectan las mangueras de aire y
secar con cuidado.
Secar el tubo con aire a presión, especialmente la brecha entre
el collar y el tubo.
Limpieza - atmósfera agresiva - 6/7
6 - Mantenimiento de tiras de soldadura de mordazas
6,1 - Deje que la soldadura tiras enfríen, a continuación, limpiar con
un cepillo de cobre y limpie con un paño industrial.
Limpieza - atmósfera agresiva - 7/7
7 - lubricación de maquinaria
Siempre que la zona de mordazas se lava con agua corriente, lubricar las guías de rodadura en las barras de mordaza transversales y lubricar las barras para la alimentación de
mordaza delantera y las varillas para cortar la alimentación de la hoja. 8 - MONTAJE DE LA MÁQUINA
Después del secado, vuelva a instalar las piezas desmontadas en la máquina. 9 -
COMPROBACIÓN DE LA CAJA ELÉCTRICA INTERIOR
Verificar, si el agua no llegó en la caja eléctrica durante el lavado.
HSV máquina de embalaje - Mantenimiento Máquinas 9
OPERACIÓN
lubricación de maquinaria - básico - 1/3
La lubricación se realiza solamente cuando el interruptor principal está apagado y bloqueado.
mecanismos más emotivos ha sido diseñado con rodamientos cubiertos y bujes autolubricantes. Tales partes no necesitan ser lubricadas, así como cajas de
engranajes que tienen llenado de aceite permanente. El relleno sólo necesita ser un control de fugas. Lugares que necesitan ser lubricadas se indican a
continuación.
Aceites y grasas de lubricación cumplir con los requisitos de USDA-H-1, Sección 5 LMBG y FDA sólo se pueden utilizar para la lubricación. Utilizamos la
grasa NLGI 1-2 de lubricación (DIN 51818) y aceite ISO - VG 100-220.
lubricación de maquinaria - básico - 2/3
1 - Lubricación de mandíbulas transversales
1.1 - Aplicar aceite en las mandíbulas transversales vez a la semana
1.2 - Aplicar aceite en los carriles del mecanismo de mordaza de
desplazamiento una vez por semana
1.3 - Llenar de grasa para lubricar los pezones en el mecanismo de mordaza
de desplazamiento una vez al mes
1.4 - Llenar de grasa para lubricar los pezones sobre soportes de
mandíbulas transversales una vez al mes
1.5 - Llenar de grasa para lubricar los pezones en la viga transversal trasera
de la mandíbula una vez al mes
lubricación de maquinaria - básico - 3/3
1 - Lubricación de mandíbulas transversales
1.1 - Aplicar aceite en las mandíbulas transversales vez a la semana
1.2 - Aplicar aceite en los carriles del mecanismo de mordaza de
desplazamiento una vez por semana
1.3 - Llenar de grasa para lubricar los pezones en el mecanismo de mordaza
de desplazamiento una vez al mes
1.4 - Llenar de grasa para lubricar los pezones sobre soportes de
mandíbulas transversales una vez al mes
1.5 - Llenar de grasa para lubricar los pezones en la viga transversal trasera
de la mandíbula una vez al mes
10 HSV máquina de embalaje - Mantenimiento Máquinas
OPERACIÓN
Máquina de lubricación - cintas de alimentación LR - 1/1
1 - Lubricación de barras de guía de cintas de alimentación
1.1 - Aplicar aceite en las barras de cintas de alimentación una vez por
semana
lubricación de la máquina - cintas de alimentación FR - 1/1
1 - La lubricación de rieles de guía de correa de alimentación
1.1 - Aplicar aceite sobre los rieles de cintas de alimentación una vez por
semana
lubricación de la máquina - longitudinal mandíbula strip - 1/1
1 - Lubricación de la mandíbula tira longitudinal
1.1 - Llenar grasa a engrasadores en la alimentación de la
mandíbula longitudinal una vez al mes
HSV máquina de embalaje - Mantenimiento Máquinas 11
OPERACIÓN
Lubricación de Maquinaria - mandíbulas borde - 1/1
1 - Lubricación de mordazas de borde
1.1 - Una vez por semana, aplicar el aceite en las barras de alimentación de
borde mandíbulas
1.2 - Una vez al mes, rellenar los engrasadores en la alimentación de las
mandíbulas de bordes
12 HSV máquina de embalaje - Mantenimiento Máquinas
OPERACIÓN
Machin
e
defecto
por
configuración
la
Interruptor principal - ON / OFF - 1/1
interruptor principal en la cara posterior de la carcasa de la máquina.
On - Off máquina de encendido - apagado de la máquina - de bloqueo
opcional en esta posición
HSV máquina de embalaje - ajustes de la máquina por defecto 13
OPERACIÓN
bobina Foil - inserción - 1/6
CENTRIC ADJUNTO DE FOIL:
1 - La inserción de cono de usos múltiples
1.1 - Suelte el pestillo
1,2 - Deslizar el cono en la varilla
1,3 - Deslizar el bucle de cono en el pasador de varilla
bobina Foil - inserción - 2/6
CENTRIC ADJUNTO DE FOIL:
2 - La inserción de la bobina de papel de aluminio
2,1 - Girar el pestillo al espacio el pasador en el eje para una
distancia suficiente para permitir espacio para la lámina y retirar el
cono izquierda
2,2 - Deslizar la bobina de papel de aluminio sobre la varilla
2,3 - Montar el cono en la varilla de modo que el pasador se
acopla en el rebaje en el cono
bobina Foil - inserción - 3/6
CENTRIC ADJUNTO DE FOIL:
3 - Bloqueo de la bobina de papel de aluminio
3.1 - Girar el pestillo para ejercer la fuerza suficiente y apretar la
lámina entre los conos
14 HSV máquina de embalaje - ajustes de la máquina por defecto
OPERACIÓN
bobina Foil - inserción - 4/6
ADJUNTO excéntricas de FOIL:
4 - La inserción de cono de usos múltiples
4.1 - Suelte el pestillo
4,2 - Deslizar el cono en la varilla Introducir el valor de indicador de
G1 en la tarjeta de ajuste de calibre. Girar el cono sobre la varilla a
una posición tal que permite paso libre del pasador
4.3 - Apriete el pestillo
bobina Foil - inserción - 5/6
ADJUNTO excéntricas de FOIL:
5 - La inserción de la bobina de papel de aluminio
5,1 - Girar el pestillo al espacio el pasador en el eje para una
distancia suficiente para permitir espacio para la lámina y retirar el
cono izquierda
5,2 - Deslizar la bobina de papel de aluminio sobre la varilla
5,3 - Montar el cono en la varilla de modo que el pasador se
acopla en el rebaje en el cono
bobina Foil - inserción - 6/6
ADJUNTO excéntricas de FOIL:
6 - Bloqueo de la bobina de papel de aluminio
6.1 - Girar el pestillo para ejercer la fuerza suficiente y apretar la
lámina entre los conos
HSV máquina de embalaje - ajustes de la máquina por defecto 15
OPERACIÓN
bobina Foil - conexión - 1/2
Conectar la lámina después de la parada automática en caso de “fin de la
hoja”. Este PARADA se activa automáticamente cuando todos lámina ha
sido desenrollada de la bobina, o puede ser desencadenada por detención
de la máquina y la elevación manual del brazo a la posición superior. De
sujeción del listón de retención de la lámina en la posición se activa.
Evitar la apertura de la tapa frontal, la máquina debe ser
aireado.
1 - La eliminación de la bobina de papel restante
1,1 - Cortar la lámina con un cuchillo en la ranura designada (ranura
del medio en entre los listones)
1,2 - Soltar el listón frontal conmutando el control
1.3 - Retire la varilla con la bobina de papel restante
bobina Foil - conexión - 2/2
2 - La inserción de nueva bobina de papel de aluminio
2.1 - Introducir la varilla con una nueva bobina de papel de aluminio
2,2 - Ejecutar la lámina a través de rodillos 1 y bajo el listón frontal
2.3 - Alinear tanto papel de aluminio en la parte superior de uno al otro para
asegurarse de que las impresiones coinciden y se suceden
2.4 - Bloqueo de la nueva lámina en su lugar al cambiar el control
2,5 - Cortar la lámina en la ranura utilizando un cuchillo
2.6 - Pegar la nueva lámina en la anterior
2.7 - Empuje el botón de liberación
Encienda la máquina y reanudar el programa de operación.
La bolsa con pegamento, junto con unos pocos las subsiguientes, se
retira como sea necesario hasta que la máquina ha logrado corregir
cualquier desalineación potencial de la conexión de papel de
aluminio.
dieciséis HSV máquina de embalaje - ajustes de la máquina por defecto
OPERACIÓN
bobina Foil - introducción - 1/2
la inserción de la hoja utilizando el mecanismo de desenrollado de la máquina -
1.1 - Colocar sensores a un lado para que no impiden la inserción de
aluminio
1,2 - Ejecutar el material de embalaje (papel de aluminio) a través de la
máquina hasta el hombro mientras que la observación de las ruedas
numeradas. Siga la dirección de envoltura indicada en la marca con el
número de rodillos.
La versión Duplex tiene dos unidades de desenrollado uno encima del
otro.
bobina Foil - introducción - 2/2
2 - La inserción de papel de aluminio a través del hombro
A - costuras rectas de soldadura SEAM EN EL CENTRO
2,1 - Cortar el comienzo de la lámina en ambos lados para crear una
tira en forma de cuña 1-2 m con su punta en el centro de la hoja
2,2 - Insertar la punta de lámina en la parte trasera del tubo y
ejecutarlo a través del hombro
B - cordón de soldadura longitudinal sobre la IZQUIERDA
2,1 - Cortar el comienzo de la lámina de un lado para crear una tira
en forma de cuña 1-2 m
2,2 - Insertar la punta de lámina en la parte delantera del tubo en el punto de
cierre del hombro
C - LONGITUDINAL costura soldada A LA DERECHA
2,1 - Cortar el comienzo de la lámina de un lado para crear una tira
en forma de cuña 1-2 m
2,2 - Insertar la punta de lámina en la parte delantera del tubo en el punto de
cierre del hombro
2.3 - Una vez ejecutado a través del hombro, la lámina en el tubo y el
hombro debe estar alineado
HSV máquina de embalaje - ajustes de la máquina por defecto 17
OPERACIÓN
Foil bobina - tensado - 1/1
1 - El establecimiento de un valor de tensado de la hoja
1.1 - Soltar el tornillo.
1,2 - Shift el peso en el brazo móvil para ajustar el tensado
deseado de la lámina. Tensado de las influencias de lámina de
cómo la lámina se deposita en el talón de conformado y la
aparición de la bolsa.
1,3 - Apretar el tornillo
2 - Ajuste de la intensidad de la lámina de frenado de la bobina
2,1 - precargar el resorte para establecer una intensidad adecuada de frenado
rodillo de papel de aluminio para la longitud de la bolsa definida y la velocidad dada
de movimiento de papel de aluminio.
rodillos deslizantes - configuración de nueva creación del programa - 1/4
1 - Guardar nuevo programa
1.1 - Abrir un nuevo programa en el terminal de la máquina - se
refieren al artículo 7 Director del programa
2 - Ajuste de la posición del rodillo para guiar la lámina en el
hombro
2.1 - Soltar la tuerca
2,2 - Girando la rueda de estrella, mueva el rodillo de modo que se
acerca tangencialmente a la parte posterior del talón de conformado.
2.3 - Apriete la tuerca
2.4 - Registrar el valor en la escala G5 en la tarjeta de configuración de la
escala para el programa correspondiente
rodillos deslizantes - configuración de nueva creación del programa - 2/4
3 - Configuración de los parámetros del programa
3.1 - En el terminal de la máquina, se fija una longitud de la bolsa para el nuevo
programa (que debe coincidir con el terreno de juego entre marcas en el papel
de aluminio)
3.2 - Crear una bolsa de pruebas
3.3 - Establecer el valor de cambio de impresión para la impresión de la
posición en la bolsa según sea necesario. Si este valor se aproxima a (a la
distancia de aproximadamente 10 mm) a cero o la longitud de la bolsa, es
necesario llevar a cabo una corrección (consulte el paso
4).
Ejemplo: La longitud de la bolsa es de 250 mm. Los valores de desplazamiento
de impresión pueden estar dentro del intervalo de 10 a 240 mm. En el caso
contrario, pueden producirse longitudes incorrectas de bolsas.
18 HSV máquina de embalaje - ajustes de la máquina por defecto
OPERACIÓN
rodillos deslizantes - configuración de nueva creación del programa - 3/4
Paso 4 solamente se lleva a cabo si este valor se aproxima a (a la
distancia de aproximadamente 10 mm) a cero o la longitud de la
bolsa
4 - Cambio de la posición del rodillo de corrección
4.1 - Soltar la rueda de estrella
4,2 - desplazar el rodillo de modo que el valor de cambio de impresión
no se aproxima a cero o a la longitud de la bolsa
4.3 - Apriete la rueda de estrella
4.4 - Registrar la posición del rodillo de G4 a la tarjeta de configuración
indicador para el programa dado
4,5 - volver al paso 3
rodillos deslizantes - configuración de nueva creación del programa - 4/4
5 - Establecimiento de una posición del rodillo de equipos
adicionales
5.1 - Soltar la tuerca
5,2 - Girar la rueda de estrella para desplazar el rodillo a la posición
deseada. Este rodillo influye en la posición de accesorios en una bolsa
(más comúnmente impresión de la fecha o adherencia etiqueta)
5,3 - Apriete la tuerca
5.4 - Registrar el valor de la línea G3 en la tarjeta de configuración de
indicador para el programa correspondiente
HSV máquina de embalaje - ajustes de la máquina por defecto 19
OPERACIÓN
rodillos deslizantes - Marco según programa - 1/1
1 - Selección de programas
1.1 - Seleccionar un programa correspondiente en el terminal de la
máquina - se refieren al artículo 5 Director del programa
2 - Establecimiento de una posición del rodillo de equipos
adicionales
2.1 - Soltar la tuerca
2,2 - Girar la rueda de estrella para desplazar el rodillo a la posición
deseada. El valor de la línea G3 corresponde al valor registrado en la
tarjeta de configuración indicador.
2.3 - Apriete la tuerca
3 - Ajuste de la posición del rodillo para guiar la lámina en el
hombro
3.1 - Soltar la tuerca
3,2 - Girar la rueda de estrella para desplazar el rodillo a la posición
deseada. El valor en el G5 de línea se corresponde con el valor
registrado en la tarjeta de configuración indicador.
3.3 - Apriete la tuerca
4 - ajuste de la posición del rodillo de corrección
4.1 - Soltar la tuerca
4,2 - Girar la rueda de estrella para desplazar el rodillo a la posición
deseada. El valor en el G4 de línea se corresponde con el valor
registrado en la tarjeta de configuración indicador.
4.3 - Apriete la tuerca
20 HSV máquina de embalaje - ajustes de la máquina por defecto
OPERACIÓN
sensores de centrado lámina de ajuste - - 1/2
1 - Sensor de ajuste del bastidor
1.1 - Soltar los pestillos
1.2 - Desplazar el marco del sensor para que coincida con el valor de G-8 medidor
con los datos en la tarjeta de configuración del calibrador
1.3 - Apriete los pestillos
sensores de centrado lámina de ajuste - - 2/2
2 - Ajuste de posición aproximada del borde de lámina
2.1 - Suelte el pestillo
2.2 - Girar el selector para ajustar el sensor de borde de papel en tal
posición, donde el valor de G-7 de calibre coincide con los datos en la
tarjeta del talón de
3 - ajuste final de la posición del sensor
3.1 - Accionar la alineación hoja automática
3.2 - Arranque la máquina - la creación de bolsas
3.3 - Realizar una corrección fina de la posición del sensor para lograr
una apariencia satisfactoria de la bolsa producida
3.4 - Apriete el pestillo
Marcos sensores - ajuste de posición - 1/4
1 - Sensor de ajuste del bastidor
1.1 - Soltar los pestillos
1.2 - Desplazar el marco del sensor para que coincida con el valor de G-8 medidor
con los datos en la tarjeta de configuración del calibrador
1.3 - Apriete los pestillos
HSV máquina de embalaje - ajustes de la máquina por defecto 21
OPERACIÓN
Marcos sensores - ajuste de posición - 2/4
2 - ajuste de la posición del sensor óptico de marcas
2.1 - Suelte el pestillo
2.2 - Girar el selector para ajustar el sensor óptico de marcas en tal
posición, donde el valor de G6 medidor coincide con los datos en la
tarjeta del talón de
2.3 - Apriete el pestillo
Marcos sensores - ajuste de posición - 3/4
3 - "aprendido" reconocimiento de marca por parte del sensor
3.1 - Desplazar la lámina debajo del sensor manualmente para fijar la
marca óptica justo debajo de la unidad de detección en el sensor
3.2 - Mantenga pulsado el botón del sensor deprimido durante
aproximadamente 3 segundos. Parpadeo lento del LED amarillo
en el sensor significa que la marca ha sido "aprendido".
parpadeo rápido del LED amarillo: la marca no se ha "aprendido"
correcta y el procedimiento debe ser repetido.
Marcos sensores - ajuste de posición - 4/4
4 - "aprendido" reconocimiento de la hoja por el sensor
4,1 - Shift la lámina bajo el sensor manualmente para fijar la
marca óptica en la lámina de la unidad de detección en el sensor
4.2 - Pulse el botón del sensor 1x por un período corto. El LED
amarillo intermitente se apagará. 5 - Ensayo de verificación
5,1 - Verificar ajuste correcto del sensor mediante la ejecución de la
lámina bajo el sensor manualmente mientras se observa la actividad
de indicación LED amarillo del sensor. El ajuste correcto se confirmó
por el LED inicia cuando el sensor detecta la marca. El LED amarillo
debe permanecer apagado, si no hay ninguna marca óptica sobre la
lámina bajo el detector de sensor. Si la prueba revela un error al leer
la marca, repetir todo el procedimiento de configuración de nuevo.
22 HSV máquina de embalaje - ajustes de la máquina por defecto
OPERACIÓN
longitudinal
mandíbula
la
Longitudinal tira de la mandíbula - instalación y remoción - 1/1
1 - Instalación de la mandíbula tira
1,1 - Instalar la viga transversal con mandíbula tira en vigas
1.2 - Colocar los pasadores
1.3 - Conectar la fuente de alimentación como se indica
1,4 - Conectar el suministro de aire comprimido tal como se indica
Para eliminar las mandíbulas siguen los mismos pasos en orden
inverso.
Tira longitudinal de la mandíbula - Ajuste - 1/3
1 - Ajuste de separación entre el tubo y la mandíbula
longitudinal
1.1 - Soltar los pestillos laterales
1,2 - Llevar la viga transversal más cerca. Introduzca el valor establecido en el G9
calibre G-10 en la tarjeta de configuración indicador.
1.3 - Apriete los pestillos laterales
Tira longitudinal de la mandíbula - Ajuste - 2/3
2 - Ajuste de la posición horizontal de la mandíbula tira
2.1 - Soltar los pestillos
2,2 - Shift la mandíbula tira hacia el punto para la creación de una
soldadura longitudinal. Indique un valor entre G11 calibre en la tarjeta
de configuración indicador.
2.3 - Apriete los pestillos
HSV máquina de envasado - mandíbula Longitudinal 23
OPERACIÓN
Tira longitudinal de la mandíbula - Ajuste - 3/3
3 - ajuste fino de la mandíbula tira contra una almohadilla de soporte
3,1 - girar el tornillo designado para alinear la mandíbula tira para
apoyarse contra la almohadilla de tubo en dirección perpendicular -
para lograr el máximo. anchura de soldadura longitudinal.
24 HSV máquina de envasado - mandíbula Longitudinal
OPERACIÓN
mandíbulas
bordes
mandíbulas Edge - instalación y remoción - 1/1
1 - Instalación de mandíbulas borde
1.1 - Colocar las nuevas mandíbulas en los pasadores
1.2 - Fit tuercas y apretarlas
1,3 - Conectar el suministro de aire comprimido tal como se indica
1.4 - Conectar la fuente de alimentación como se indica Siga el
mismo procedimiento en el lado derecho
Para la eliminación de las mandíbulas de borde seguir los mismos pasos en orden
inverso
mandíbulas Edge - bolsa de F - ajuste - 1/3
Los ajustes se llevan a cabo con el tubo instalado.
1 - Ajuste de posición de las mandíbulas de bordes
1.1 - Soltar el mecanismo de bloqueo
1,2 - Shift los cuerpos de borde hacia el tubo manualmente.
Ajuste la distancia entre el tubo y el borde de 0,5-1 mm
1.3 - Apriete el mecanismo de bloqueo
Siga el mismo procedimiento en el lado derecho
mandíbulas Edge - bolsa de F - ajuste - 2/3
2 - Ajuste de posición del borde trasero
2.1 - Soltar la palanca de bloqueo de la mandíbula en particular
2,2 - Soltar la palanca de alimentación de bloqueo
2,3 - girar el tornillo para fijar la mandíbula en la posición correcta. El
valor del G12 de línea se registrará en la tarjeta de configuración
indicador.
2.4 - Apriete la palanca de los dientes de bloqueo
2,5 - Apretar la palanca de bloqueo de especial mandíbula
Siga el mismo procedimiento en el lado derecho de crear una bolsa tipo
"doypack" cambio de esta mandíbula a su posición trasera
HSV máquina de envasado - Bordes mandíbulas 25
OPERACIÓN
mandíbulas Edge - bolsa de F - ajuste - 3/3
3 - Ajuste de posición del borde delantero
3.1 - Soltar la palanca de bloqueo de la mandíbula en particular
3.2 - Soltar la palanca de los dientes de bloqueo
3.3 - Girar el tornillo para fijar la mandíbula en su posición correcta. El
valor del G13 de línea se registrará en la tarjeta de configuración
indicador.
3,4 - Apretar la palanca de alimentación de bloqueo
3.5 - Apriete la palanca de bloqueo de la mandíbula en particular
Siga el mismo procedimiento en el lado derecho se utiliza este borde para
crear la parte superior de "doypack" bolsas de tipo
DOYPACK mandíbulas borde - instalación y remoción - 1/2
1 - Instalación de la parte derecha del borde mandíbulas
1.1 - Colocar las nuevas mandíbulas en los pasadores
1.2 - Fit tuercas y apretarlas
1,3 - Conectar el suministro de aire comprimido tal como se indica
1,4 - Conectar los conectores de alimentación como se indica
Para eliminar siga los mismos pasos en orden inverso.
DOYPACK mandíbulas borde - instalación y remoción - 2/2
2 - Instalación de la parte izquierda del borde mandíbulas
2,1 - Montar las mordazas de borde en los pasadores
2.2 - Fit tuercas y apretarlas
2,3 - Conectar el suministro de aire comprimido tal como se indica
2.4 - Conectar los conectores de alimentación como se indica
Para eliminar siga los mismos pasos en orden inverso.
26 HSV máquina de envasado - Bordes mandíbulas
OPERACIÓN
mandíbulas borde doypack cremallera - ajuste - 1/4
Los ajustes se llevan a cabo con el tubo instalado.
1 - Ajuste de posición de las mandíbulas de bordes
1.1 - Soltar el mecanismo de bloqueo
1,2 - Shift los cuerpos de borde hacia el tubo manualmente.
Ajuste la distancia entre el tubo y el borde de 0,5-1 mm
1.3 - Apriete el mecanismo de bloqueo
mandíbulas borde doypack cremallera - ajuste - 2/4
2 - Ajuste de posición del borde trasero
2.1 - Soltar la palanca de bloqueo de la mandíbula en particular
2,2 - Soltar la palanca de alimentación de bloqueo
2,3 - girar el tornillo para fijar la mandíbula en la posición correcta.
El valor en el G15 de línea se registrará en la tarjeta de
configuración indicador.
2.4 - Apriete la palanca de los dientes de bloqueo
2,5 - Apretar la palanca de bloqueo de especial mandíbula
mandíbulas borde doypack cremallera - ajuste - 3/4
3 - Ajuste de posición del borde delantero
3.1 - Soltar la palanca de bloqueo de la mandíbula en particular
3.2 - Soltar la palanca de los dientes de bloqueo
3.3 - Girar el tornillo para fijar la mandíbula en la posición
correcta. El valor en el G14 de línea se registrará en la tarjeta de
configuración indicador.
3,4 - Apretar la palanca de alimentación de bloqueo
3.5 - Apriete la palanca de bloqueo de la mandíbula en particular
HSV máquina de envasado - Bordes mandíbulas 27
OPERACIÓN
mandíbulas borde doypack cremallera - ajuste - 4/4
4 - Ajuste de la posición del borde izquierdo
4.1 - Soltar el mecanismo de bloqueo
4,2 - Shift los cuerpos de borde manualmente. Ajuste el tamaño
requerido de la soldadura longitudinal X.
4.3 - Apriete el mecanismo de bloqueo
28 HSV máquina de envasado - Bordes mandíbulas
OPERACIÓN
avance
de
cintas
cinturones de L / R de alimentación - la instalación y remoción - 1/1
1 - Instalación de la correa izquierda
1,1 - Montar el mecanismo de correa izquierda en el eje
1,2 - bloquear el mecanismo apretando el tornillo en el eje
1,3 - Montar la manguera de vacío en la línea de suministro
1.4 - Bloqueo de la manguera con una abrazadera
El mismo procedimiento se aplica a la correa de derecha.
Para quitar las correas siguen los mismos pasos en orden
inverso.
F cintas de alimentación / R - instalación y remoción - 1/2
1 - La eliminación de las tapas
1.1 - Retirar las cubiertas de plástico
F cintas de alimentación / R - instalación y remoción - 2/2
2 - La instalación de la correa trasera
2,1 - Montar el mecanismo de correa trasera en el eje
2,2 - Apretar el tornillo en el eje para bloquear el
mecanismo
2,3 - Montar la manguera de vacío en la línea de suministro
2.4 - Bloqueo de la manguera con una abrazadera
El mismo procedimiento se aplica a la cinta frontal.
Para quitar las correas siguen los mismos pasos en orden
inverso.
HSV máquina de envasado - cintas de avance 29
OPERACIÓN
cruzadas
mandíbulas
mordazas fijas de la Cruz - la instalación y remoción - 1/3
1 - Instalación de la mandíbula trasera
1.1 - Montaje de la mandíbula trasera
1.2 - Colocar y apretar los tornillos a las barras de guía
1.3 - Conectar el conector Elektroprivodamarking
mordazas fijas de la Cruz - la instalación y remoción - 2/3
2 - Empujar soportes mordazas (para la variante CONTI o plegado de la
parte inferior)
2,1 - Deslizar las mordazas de soporte en las barras de guía
2.2 - Apretar los tornillos a las vigas apoya mandíbulas
2,3 - Conectar ensenadas Neumática-marcado (cuando parte de entrada
soporta)
mordazas fijas de la Cruz - la instalación y remoción - 3/3
3 - Instalación de la mandíbula delante
3.1 - Montar la mandíbula frente
3.2 - Colocar y apretar los tornillos a las barras de guía
3,3 - Conectar los cables de acuerdo con los componentes
neumáticos de marcado
3.4 - Conectar el conector Elektroprivodamarking
El procedimiento inverso se aplica a la eliminación de la mandíbula.
30 HSV máquina de embalaje - mandíbulas de la Cruz
OPERACIÓN
Sprung sub-mandíbulas - instalación y remoción - 1/1
1 - Instalación de muelles sub-maxilares
1.1 - Instalar las mandíbulas arqueadas y los puso en la posición
1.2 - Apretar los tornillos
Para extraer la sub-mandíbulas sigue los mismos pasos en orden
inverso.
Fijos pre-mandíbulas - instalación y remoción - 1/1
1 - Instalación de los pre-mandíbulas con el sistema de voladura
1.1 - Instalación de los pre-mandíbulas con el sistema de voladura en la
mandíbula
1.2 - Apretar los tornillos
1,3 - Conectar el suministro de aire comprimido tal como se indica
Para eliminar las mandíbulas siguen los mismos pasos en orden
inverso.
Cross mandíbulas - Control - 1/3
1 - Girar el interruptor principal y bloquearlo en la posición 2 - Airear la
máquina de forma manual mediante la unidad de entrada
3 - Ajuste el mecanismo de mordaza transversal en su posición de compresión
completa (extremo a extremo)
HSV máquina de embalaje - mandíbulas de la Cruz 31
OPERACIÓN
Cross mandíbulas - Control - 2/3
4 - Controlar la distancia entre los órganos de mordaza Cross> usando T1-2 mm
de chapa> en caso de que sea mayor, ver mordazas fijas de la Cruz - ajuste
de separación
Cross mandíbulas - Control - 3/3
5 - Controlar la superposición de cuadrícula en las mandíbulas transversales -
apretando una hoja de papel en el medio (prensa la válvula de mandíbula de
cruz), medir el nivel superior de los órganos de la mandíbula utilizando una
faceta> ver mandíbulas Cross - ajuste de rejilla
mordazas fijas de la Cruz - doypack - Marco - 1/1
1 - ajuste de la posición de las palancas tensoras contra la bolsa
1.1 - Aflojar los tornillos
1.2 - Desplazar las palancas para asegurar que aprieta la derecha por debajo de la
parte superior de la bolsa estirada. Introduzca el valor establecido en el medidor de
M18 en la tarjeta de configuración indicador. Alinear la palanca trasera con la
delantera.
1.3 - Apretar los tornillos
32 HSV máquina de embalaje - mandíbulas de la Cruz
OPERACIÓN
tubos
Tubo - instalación y remoción - 1/1
1 - Instalación de Tubos
1.1 - Montar el tubo y empuje para detener tornillos
1,2 - bloquear el tubo en posición mediante abrazaderas
Para retirar el tubo, seguir los mismos pasos en orden
inverso.
Tubo de soporte - Ajuste - 1/1
1 - Ajuste del soporte del tubo
1.1 - Suelte el pestillo
1,2 - Llevar la polea hacia el tubo, mantener un intervalo de
0,5-1 mm
1.3 - Apriete el pestillo
HSV máquina de envasado - Tubos 33
OPERACIÓN
montaje de tubo - check - 1/3
montaje tubo Circular: 1 - check
verticalidad Tubo
1,1 - Comprobar el tubo para la posición vertical. 2 - eje del tubo de
centrado de verificación
2.1 - El tubo debe estar centrada hacia el medio en entre
las mordazas
montaje de tubo - check - 2/3
montaje Tubo cuadrado 1 - check
verticalidad Tubo
1,1 - Comprobar el tubo para la posición vertical. 2 - eje del tubo de
centrado de verificación
2.1 - El tubo debe estar centrada hacia el medio en entre
las mordazas
montaje de tubo - check - 3/3
El montaje de tubo para el bolso J 1 - Tubo de
verificación verticalidad
1,1 - Comprobar el tubo para la posición vertical. 2 - eje del tubo de
centrado de verificación
2.1 - El tubo debe estar centrada hacia el medio en entre
las mordazas
34 HSV máquina de envasado - Tubos
OPERACIÓN
plegable
tom
bot
Bolsa
de plegamiento inferior - la instalación y remoción - 1/1
1 - instalación del conjunto de fondo plegable
1,1 - Montar el mecanismo inferior plegable
1.2 - Apretar los tornillos en la mandíbula apoya contra rayos
1,3 - Conectar el suministro de aire comprimido tal como se indica
Siga el mismo procedimiento en el lado derecho
Para retirar la parte inferior montaje de plegado seguir los mismos
pasos en orden inverso.
plegado inferior - Ajuste - 1/1
1 - Ajuste de las láminas de capa inferior en posición vertical
1.1 - Aflojar los tornillos
1,2 - Shift las láminas de capa de fondo de aproximadamente 3-5 mm por
debajo del borde inferior de la sección de mandíbula de trabajo (rejilla o faceta)
1.3 - Apretar los tornillos
2 - Ajuste de la posición horizontal de las hojas de capa de fondo
2.1 - Aflojar los tornillos
2,2 - Shift las láminas de capa de fondo para alinearlos con la hoja de
capa superior. Los valores de las escalas G16 y G17 deben corresponder
con los valores registrados en la tarjeta de configuración indicador.
2.3 - Apretar los tornillos
Parte inferior de plegado - doypack - instalación y remoción - 1/1
1 - instalación del conjunto de fondo plegable
1,1 - Montar el mecanismo inferior plegable
1.2 - Apretar los tornillos en la mandíbula apoya contra rayos
1,3 - Conectar el suministro de aire comprimido tal como se indica
Para retirar la parte inferior montaje de plegado seguir los mismos
pasos en orden inverso.
HSV máquina de embalaje - la bolsa de plegado inferior 35
OPERACIÓN
Parte inferior de plegado - doypack - Ajuste - 1/1
1 - Ajuste de la posición vertical de la hoja de capa inferior
1.1 - Aflojar los tornillos
1,2 - Shift la hoja de capa inferior aproximadamente 3-5 mm por debajo
del borde inferior de la sección de mandíbula de trabajo (rejilla o faceta)
1.3 - Apretar los tornillos
2 - Ajuste de la posición horizontal de la hoja de capa inferior
2.1 - Aflojar los tornillos
2,2 - Shift la hoja de capa inferior para alinearlo con la hoja de capa
superior. El valor del indicador de G17 debe coincidir con el valor
registrado en la tarjeta de configuración indicador.
2,3 - Apretar el tornillo
láminas de capa - instalación y remoción - 1/1
1 - Configuración de mandíbulas y el mecanismo de plegado en posición
por defecto
1,1 - Extender los cilindros del mecanismo de plegado inferior
1.2 - Pulse las mandíbulas uno contra el otro
2 - Montaje de flechas de capa
2,1 - Introducir las flechas de capa
2.2 - Apretar los tornillos
procedimiento similar se aplica a la eliminación de las flechas.
láminas de capa - doypack - instalación y desinstalación - 1/1
1 - Configuración de mandíbulas y el mecanismo de plegado en posición
por defecto
1,1 - Extender los cilindros del mecanismo de plegado inferior
1.2 - Pulse las mandíbulas uno contra el otro
2 - Montaje de flechas de capa
2,1 - Montar la flecha capa
2,2 - Apretar el tornillo
Para quitar la flecha capa siga los mismos pasos en orden
inverso
36 HSV máquina de embalaje - la bolsa de plegado inferior
OPERACIÓN
Costura planchar bajo las mandíbulas - instalación y remoción - 1/1
1 - Montaje del conjunto de costura de planchado
1.1 - Ajustar el mecanismo de costura de planchar bajo las mandíbulas
1.2 - Apretar los tornillos
1,3 - Introducir el suministro de aire comprimido tal como se indica
Para retirar la parte inferior de montaje de plancha seguir los mismos
pasos en orden inverso
Costura planchar bajo la mandíbula - Ajuste - 1/1
1 - Ajuste de la posición vertical de planchar
1.1 - Establecer las mordazas (incluyendo todos los interlays) a la posición de
aterrizaje
1.2 - Suelte el pestillo
1.3 - Girar el selector para ajustar la posición de la tabla de la hoja.
El valor de la M19 en la tarjeta del talón de
1.4 - Apriete el pestillo
guía bolsa debajo de mandíbulas - instalación y remoción - 1/1
1 - Montaje de bolsillo guía de saco
1.1 - Ajustar la funda sobre la viga a la posición de límite
final
1,2 - Apretar el tornillo para bloquear el bolsillo Para quitar el
bolsillo, seguir los mismos pasos en orden inverso.
HSV máquina de embalaje - la bolsa de plegado inferior 37
OPERACIÓN
bolsas
de
Retrac
ción
Transportador de rampa - instalación y remoción - 1/1
1 - Instalación Chute
1.1 - Instalar el recogedor al orificio preparado. El canal no tiene que
ser asegurado de cualquier manera
De salida del transportador - ajuste - 1/1
1 - Ajuste de la altura del transportador
1,1 - Girando la manivela de control para ajustar la altura requerida
de la cinta transportadora de salida
38 Máquina de envasado HSV - La retracción de las bolsas
OPERACIÓN
additi
onal
dispositivos
Trituradora de cremallera - montaje - 1/1
1 - la eliminación de la mandíbula delantero
1.1 - Aflojar los tornillos
1.2 - Sacar la mandíbula frente
2 - Instalación del mecanismo de cremallera trituradora
2,1 - poner en la carcasa del mecanismo de trituradora de
cremallera en la barra de guía
2.2 - Colocar la placa de fijación del mecanismo de trituradora de
cremallera en la placa de fijación del soporte de mordazas. Poner en
las placas a la posición final
2.3 - Apretar los tornillos
3 - Instalación mandíbula delantero
3.1 - Ponga en la mandíbula frente
3.2 - Apretar los tornillos
4 - Conexión de suministro de aire comprimido y
conectores eléctricos
4.1 - Conectar los suministros de aire comprimido como se indica
4,2 - Conectar los conectores de alimentación como se indica
trituradora de cremallera - Ajuste - 1/1
1 - Ajuste de la posición horizontal de la trituradora de cremallera
1.1 - Suelte el pestillo
1.2 - Al girar la rueda de control, ajustar la posición de la trituradora de
cremallera de modo que la cremallera en línea puede funcionar entre el
yunque y el sonotrodo. El valor en el indicador debe corresponder al valor
G44 en la tarjeta de configuración de indicador para el tipo de programa
correspondiente.
1.3 - Apriete el pestillo
2 - Ajuste de la posición vertical de la trituradora de cremallera
2.1 - Suelte el pestillo
2.2 - Al girar la rueda de control, ajustar la posición de la trituradora de
cremallera de modo que la distancia entre el yunque y la cuchilla en las
mordazas de desplazamiento es igual a la anchura de la bolsa. El valor en el
indicador debe corresponder al valor del G-24 en la tarjeta de configuración de
indicador para el tipo de programa correspondiente.
2.3 - Apriete el pestillo
HSV máquina de envasado - dispositivos adicionales 39
OPERACIÓN
Dentro de la línea de cremallera corte - Ajuste - 1/3
Llevar a cabo los pasos 1 y 2 solamente cuando se cambia el tamaño de la
cremallera en línea.
1 - Herramienta de reemplazo
Desconecte los conectores del aire comprimido - 1,1
1.2 - Soltar la tuerca
1.3 - Sacar la herramienta pulsando y deslice la nueva herramienta en la
ranura del porta-herramientas
1,4 - Apriete la tuerca
1,5 - Conectar los conectores de aire como se indica
2 - Polea de reemplazo
2.1 - Soltar la tuerca
2.2 - Retirar la polea inconveniente e instalar la nueva polea
2.3 - Apriete la tuerca
Dentro de la línea de cremallera corte - Ajuste - 2/3
3 - ajuste de la posición de la cremallera clic hacia el tubo
3.1 - Suelte el pestillo
3,2 - Mediante la rotación de la rueda de mover el mecanismo de corte de la
cremallera de manera que la cremallera se puede pasar directamente a la
polea colocada en el tubo. El valor en el G43 indicador debe corresponder al
valor de la tarjeta de ajuste de indicador para el programa correspondiente.
3.3 - Apriete el pestillo
Dentro de la línea de cremallera corte - Ajuste - 3/3
4 - Ajuste de la entrada de cremallera línea en
4.1 - Suelte el pestillo
4,2 - Mover la polea de regulación para que el en-línea de cremallera puede
venir directamente en la polea clic cremallera de entrada. El valor en el G45
indicador debe corresponder al valor de la tarjeta de ajuste de indicador
para el programa correspondiente.
4.3 - Apriete el pestillo
40 HSV máquina de envasado - dispositivos adicionales
OPERACIÓN
n
ope
relación
ic
máquina
Bas
MÁQUINA
LA
DE
CONTROL
HSV
operaciones de la máquina - 1/1
1. Después de encender el interruptor de alimentación principal, el botón
"POWER" aparece en la esquina superior izquierda del panel de control.
Al pulsar este botón se iniciará el procedimiento de homing unidades y
airear la máquina (la máquina no debe estar en el estado de "parada de
emergencia").
2. La preparación se indica mediante el icono de espera.
3. Después de la finalización con éxito de la preparación, el botón
gris "START" y el botón rojo "STOP" aparecen. Este estado se llama
"parada".
4. Después de pulsar el botón gris "START" (este botón y luego se
vuelve verde y el botón rojo "STOP" se vuelve gris), la máquina
comienza a realizar su ciclo de trabajo según los parámetros de ajuste
y funciones de la máquina. Este estado de funcionamiento se llama
"start". Reactivación del estado de la máquina "stop" se consigue
pulsando el botón "STOP" la máquina se detiene después de la
finalización de la totalidad del ciclo de trabajo.
5. En caso de una emergencia, puede detener inmediatamente la
máquina pulsando el botón rojo "PARADA DE EMERGENCIA". La
pantalla muestra "PARADA DE EMERGENCIA" en la barra de
información inferior y la máquina se detiene, incluso sin completar
todo el ciclo de trabajo. Este estado de funcionamiento también se
activa cuando se abre la cubierta.
HSV control de la máquina - Funcionamiento básico de la máquina 41
OPERACIÓN
Significado de los controles - 1/3
Top fila de botones
1 - botón para el menú principal
2 - Botón para la visualización de la pantalla principal
3 - Botón para volver
4 - Botón de visualización de la pantalla para introducir los códigos de
autorización
5 - Botón para la visualización de la pantalla para trabajar con
programas
6 - Botón para la visualización de las estadísticas
7 - Botón para la visualización del manual
Significado de los controles - 2/3
Sección media de la pantalla
En el lado izquierdo se puede conmutar entre el monitoreo y la
visualización de la imagen de la cámara IP conectada. El seguimiento
muestra un diagrama de la máquina. El diagrama puede mostrar
errores seleccionados activos. Si la máquina está en el estado
"PARADA DE EMERGENCIA" y está equipada con la alarma de la
cubierta abierta, el diagrama muestra las cubiertas de la máquina se
abrió y botones activados "emergencia STOP".
En el lado derecho se puede cambiar entre la información estadística
básica, la visualización y edición de notas de programa y los parámetros
básicos del dosificador elegido. Notas le permiten guardar la información
de texto corto,
por ejemplo, información acerca de la posición de las partes ajustables
manualmente de la máquina.
42 HSV control de la máquina - Funcionamiento básico de la máquina
OPERACIÓN
Significado de los controles - 3/3
botones de la fila inferior
Fondo amarillo del botón indica la función está
activada.
1 - El símbolo para la ejecución manual de la función. Estos
botones sólo se muestran en el estado de la máquina "parada".
2 - Si este símbolo está en un botón, sosteniendo el botón se cambia a la
pantalla con la configuración de la función de la máquina determinada.
3 - Si este símbolo está en un botón, al pulsar brevemente el botón cambia
la función de encendido / apagado.
4 - feed Foil
5 - mandíbulas horizontales
6 - dosificación del producto
7 - el centrado de la hoja
8 - Marcos scan
9 - el corte de cuchillo
10 - alimentación del producto
11 - Dispositivo de etiquetado
12 - Calefacción
13 - Configuración Principal
HSV control de la máquina - Funcionamiento básico de la máquina 43
OPERACIÓN
panel de mensaje - 1/1
El panel de mensajes muestra los acontecimientos actuales de la
máquina que requieren su atención. A la izquierda es el número de
evento (este número es importante cuando se comunica con el
departamento de servicio VELTEKO).
La parte más grande en el medio contiene una breve descripción
del último evento. El color de fondo indica el tipo y estado del
evento. El color rojo indica un problema grave; en el caso de este
evento, ni siquiera preparación de la máquina puede llevarse a
cabo. El color morado indica un evento que no permite un
funcionamiento continuo, pero se puede llevar a cabo la
preparación de la máquina. azul claro indica un evento informativo
que no impide el funcionamiento de la máquina. El color verde
indica un evento sin confirmar, que ya no es válida. El amarillo
significa un evento confirmado por el operador de la máquina. Al
pulsar esta descripción aparece una descripción detallada del
evento. El lado derecho tiene varios botones de control del panel de
mensajes. Ellos tienen los siguientes significados.
1 - Si la máquina tiene mensajes más activas a la vez, este
botón se puede mostrar la lista. 2 - Si la causa del mensaje se
ha eliminado, el mensaje se puede retirar de la pantalla
pulsando este botón.
3 - Pulsando este botón el operador confirma que se recibió el
mensaje. Esto se registra en los datos estadísticos. 4 - Este
botón muestra una descripción detallada de un evento
seleccionado de la lista de mensajes. 5 - Minimiza el panel de
mensajes y hace que los controles de la máquina por debajo del
panel de acceso.
44 HSV control de la máquina - Funcionamiento básico de la máquina
OPERACIÓN
Ajuste de la máquina - la entrada de las especificaciones - 1/4
navegaciones básicos a través del menú del equipo.
El menú de la máquina se divide usando marcadores. Si el número de
marcadores aparece en el momento particular, no se ajusta a la pantalla, el
operador puede desplazarse a través de ellos, ya sea tirando de ellos hacia
los lados o usando las flechas laterales. La navegación a través de
marcadores individuales se basa en un procedimiento similar. El operador
puede navegar a través de contenidos de marcador tirando objetos en
dirección vertical o el uso de la barra de desplazamiento derecha.
Ajuste de la máquina - la entrada de las especificaciones - 2/4
símbolos generales utilizados en artículos individuales en el menú de la
máquina
1 - cualquier símbolo resaltado en gris y marcada con un icono de
candado en la esquina superior izquierda requiere mayor autorización del
control del operador. 2 - una flecha azul en el borde izquierdo o derecho
de un elemento de menú significa que al tocar sobre este tema le llevará
a la siguiente pantalla 3 - tocando una flecha gris en el lado izquierdo
significa que tendrá acceso a los contenidos detallados del artículo 4 -
parámetro con el valor recomendado. Algunos parámetros básicos están
sujetos a comprobaciones automáticas por defecto. El color verde indica
el ajuste de parámetro correcto, mientras que el color rojo significaría un
conjunto de parámetros de forma incorrecta, que se indica por evento
No. 489 que se muestra en el panel de mensajería. Detalles de mensaje
también contienen una descripción detallada de los parámetros
controladas por el sistema. En el caso de que el fondo de al menos un
parámetro es de color rojo (valor incorrecto), la máquina no puede
funcionar y el operador debe cambiar los ajustes de la máquina. Se
puede utilizar los valores recomendados - pulsando el botón de flecha
verde. El usuario es libre de elegir cuál de los parámetros de color rojo
que va a modificar y cuáles de ellos se preferirá.
HSV control de la máquina - Funcionamiento básico de la máquina 45
OPERACIÓN
Ajuste de la máquina - la entrada de las especificaciones - 3/4
teclado numérico 1 - nombre del parámetro que se
está editando 2 - valor editado
3 - permitido parámetro y la unidad de alcance
Ajuste de la máquina - la entrada de las especificaciones - 4/4
teclado alfanumérico 1 - Descripción del texto introducido 2 - texto
editado. El tamaño de fuente se selecciona automáticamente,
dependiendo de la longitud máxima del texto editado. Para mover los
cursores, pulsa en el lugar deseado en el texto. 3 - para introducir
caracteres con signos diacríticos, presionar la tecla deseada durante
más tiempo para abrir el menú contextual y deslizar horizontalmente
para encontrar el carácter deseado.
4 - interruptor para alternar los alfabetos romanos / cirílico
46 HSV control de la máquina - Funcionamiento básico de la máquina
OPERACIÓN
Máquina
la
de
Parame
ic
Bas
tros
Los ajustes por defecto - 1/3
Velocidad de la máquina:
- este parámetro establece la velocidad de ciclos de la máquina siempre
que no son suficientes dosis listas, por lo tanto, es el control de longitud
real bolsa de rendimiento de la máquina:
- establece el tiempo longitud de la bolsa de
soldadura requerido:
- la duración de la contracción hecha por las mordazas para soldar la lámina
Blowing tiempo de la soldadura transversal (en la posición exprimido):
- la duración del período de enfriamiento de soldadura transversal; sigue
el tiempo de soldadura de calor abertura Mandíbulas:
- ajustes dependen del tamaño del tubo Después de este parámetros
"Velocidad de la máquina", "tiempo de soldadura" y "Blowing tiempo de la
soldadura transversal" se cambia, 2-3 bolsas con una longitud incorrecta se
pueden hacer antes de la corrección automática ajusta la longitud de la bolsa
de acuerdo al valor preestablecido. A continuación, el operador debe eliminar
esas bolsas manualmente.
HSV control de la máquina - Parámetros básicos de la máquina 47
OPERACIÓN
Los ajustes por defecto - 2/3
Bolsa de encogimiento / estiramiento en la prensa:
- este parámetro puede ser utilizado para ligera aceleración o desaceleración
del movimiento de mordazas de soldadura con respecto a la longitud de
alimentación de mordazas mantener después de pulsar:
- definición de la trayectoria de movimiento hacia abajo de la
mandíbula transversal con el fin de evitar su contacto con plegada
velocidad inferior de la bolsa juntos:
- la velocidad de movimiento mandíbulas transversales uno hacia
el otro se expresa en porcentaje de la velocidad máxima velocidad
aparte:
- que la velocidad del movimiento transversal mordazas de distancia el
uno del otro se expresa en porcentaje de la elevación máxima velocidad -
distancia (sensor - prensa):
- define la posición de aterrizaje para mandíbulas transversales en dirección
vertical. Se entra desde la posición superior máxima de mordazas
transversales. Elevación - tiempo moviéndose hacia abajo - Corrección:
- este parámetro permite separación dinámica de las mordazas
transversales que viajan "hacia abajo" y "hacia arriba". Esto se puede
utilizar para eliminar la velocidad desigual de la lámina. Elevación - concact
mandíbulas antes de prensa:
- define la posición de las mordazas transversales antes de apretar en
dirección vertical, en donde las mordazas transversales comienzan a ser
sincrónica con la lámina
Después de esto, los parámetros "bolsa retráctil / estiramiento en prensa" y
"Longitud de mordazas mantienen después de pulsar" se cambia, 2-3 bolsas
con una longitud incorrecta se pueden hacer antes de la corrección automática
ajusta la longitud de la bolsa de acuerdo con el valor preestablecido. A
continuación, el operador debe eliminar esas bolsas manualmente.
48 HSV control de la máquina - Parámetros básicos de la máquina
OPERACIÓN
Los ajustes por defecto - 3/3
mandíbulas horizontales - la aceleración máxima:
- la aceleración máxima del movimiento de mandíbulas transversal.
alimentación de papel de aluminio - inicio de la aceleración:
- la aceleración máxima del movimiento de la hoja en el arranque de la
máquina de la posición "Stop". alimentación de papel de aluminio - Velocidad
máxima:
- la velocidad máxima de alimentación de papel de aluminio durante el
funcionamiento de la máquina.
alimentación de papel de aluminio - la aceleración máxima:
- la aceleración máxima de alimentación de papel durante la operación de la
máquina de alimentación Hoja - corrección máxima marca:
- el tamaño de la corrección máxima para marcar por bolsa.
Elevación - aceleración máxima:
- la aceleración máxima del movimiento de mandíbulas
transversal en dirección vertical. Elevación - tirón máximo:
- el tirón máximo de movimiento de mandíbulas
transversal en dirección vertical. Levantando - control
manual - hasta:
- permite el control manual sobre la carrera de mordazas
transversales. Sólo para fines de mantenimiento. Una vez que el control
manual está apagado, la máquina debe someterse a la etapa de
preparación para comenzar.
Levantando - control manual - abajo:
- permite el control manual sobre la carrera de mordazas
transversales. Sólo para fines de mantenimiento. Una vez que el control
manual está apagado, la máquina debe someterse a la etapa de
preparación para comenzar.
HSV control de la máquina - Parámetros básicos de la máquina 49
OPERACIÓN
tro
me
párrafo
rs
longitudinal
mandíbula
Longitudinal tira de la mandíbula - ON / OFF - 1/1
La mandíbula longitudinal (cinta de soldadura) operación se puede activar /
desactivar a través del menú de la máquina.
1 - OFF
2 - ON
tira longitudinal mandíbula - ajustes de los parámetros - 1/1
Encender / apagar:
- conmutación de la operación de mandíbula longitudinal de encendido / apagado
Soldar la cinta - Velocidad:
- la velocidad de la banda de soldadura expresa como% de la velocidad de
alimentación de papel de aluminio
Calefacción - 1/4
Calefacción - interruptor de encendido / apagado:
- conmutación de la calefacción de cruz mordazas / tira de soldadura de
encendido / apagado
Parámetros de ajuste de las mordazas de calefacción en función del tipo de
mandíbula seleccionado en la pestaña de configuración: la mandíbula térmica:
- ajustar la temperatura de la mandíbula calentada. Haga clic en detalles
en el tercer nivel de control para ajustar los límites de temperatura alta y
baja y parámetros de control PID para la mandíbula seleccionado. Si la
máquina está en la condición "START" y la temperatura está fuera de los
límites establecidos, la máquina se detiene automáticamente y reporta la
temperatura de error de distancia. Impulso de la mandíbula:
- Precalentamiento: temperatura, que se mantiene, si las mordazas
no se aprietan
- Potencia: la temperatura de soldadura
- visualización gráfica de la temperatura real
- Calibración: Si el alambre Kanthal es quemado o dañado y debe ser
reemplazado, es necesario volver a calibrar la parte pertinente de la
mandíbula de pulso después de la sustitución. Para iniciar la calibración
automática, pulse el botón situado en la mandíbula relevante. La calibración
puede llevarse a cabo sólo después de la temperatura de la mandíbula está
a menos de 30 ° C.
- Reiniciar: Pulse el botón para restablecer mensajes de error del control
de soldadura de pulso Ropex.
50 HSV control de la máquina - parámetros de mordaza longitudinales
OPERACIÓN
Calefacción - 2/4
Únete impulso tiempo de tiempo y mandíbulas de prensa:
- Si esta función está activada, la duración del pulso es igual al tiempo
apretando la mandíbula
Impuls tiempo:
- duración del pulso desde el inicio de la contracción de la mandíbula
Calefacción - 3/4
Una salida plus se puede ajustar para cada una de las mordazas de pulso. Se
especifica mediante dos parámetros - la duración y la temperatura. La función
está activada para cada una de las mordazas por separado y se utiliza cuando
la calidad de la soldadura es diferente para un período de tiempo después del
inicio de la máquina de envasado (por ejemplo, debido al consumo de calor por
el tubo de mandíbula longitudinal). A continuación, la máquina cambia la salida
de impulsos de soldadura por la temperatura establecida. Este cambio se
reduce gradualmente durante el intervalo de tiempo ajustado a cero.
Calefacción - 4/4
Dependiendo de la configuración, el siguiente tipo se puede ajustar para
cada una de las mordazas:
- Ninguna
- la mandíbula térmica
- Impulso de la mandíbula - Ropex
Además, la soldadura superior, media o inferior se puede ajustar para las
mordazas transversales. La soldadura superior o inferior se puede ajustar para la
mandíbula longitudinal.
HSV control de la máquina - parámetros de mordaza longitudinales 51
OPERACIÓN
mandíbulas
Ross
C
de
Parame
tros
mandíbulas Cross - ajustes de los parámetros - 1/2
Previas al arranque de motor neumático:
- el tiempo establecido determina el tiempo para la instrucción para
extender el cilindro neumático dentro del mecanismo de mordaza cruz
mandíbulas Cross - ajustes de los parámetros - 2/2
Encender / apagar:
- conmutación de la función de corte bolsa de encendido / apagado.
Retraso del inicio:
- definir el tiempo para la extensión de la cuchilla de corte. El inicio está
programado después del momento del apretón de mandíbula (los valores
negativos comienzan el cuchillo antes de apretar y valores positivos durante el
momento de aterrizaje).
Tiempo de ejecución:
- el período de tiempo con el cuchillo en posición delantera.
Número de unirse a las bolsas:
- establece el número de ciclos sin bolsas cortadas (utilizados para
el cuchillo de perforación). El cuchillo pasa el número del sistema de
bolsas y realiza el corte.
Bolsa de perforación - interruptor de encendido / apagado:
- esta función se puede activar / desactivar con este botón de la
maquinaria pertinente equipados con esta opción.
52 HSV control de la máquina - Parámetros de mordazas transversales
OPERACIÓN
Calefacción - 1/4
Calefacción - interruptor de encendido / apagado:
- conmutación de la calefacción de cruz mordazas / tira de soldadura de
encendido / apagado
Parámetros de ajuste de las mordazas de calefacción en función del tipo de
mandíbula seleccionado en la pestaña de configuración: la mandíbula térmica:
- ajustar la temperatura de la mandíbula calentada. Haga clic en detalles
en el tercer nivel de control para ajustar los límites de temperatura alta y
baja y parámetros de control PID para la mandíbula seleccionado. Si la
máquina está en la condición "START" y la temperatura está fuera de los
límites establecidos, la máquina se detiene automáticamente y reporta la
temperatura de error de distancia. Impulso de la mandíbula:
- Precalentamiento: temperatura, que se mantiene, si las mordazas
no se aprietan
- Potencia: la temperatura de soldadura
- visualización gráfica de la temperatura real
- Calibración: Si el alambre Kanthal es quemado o dañado y debe ser
reemplazado, es necesario volver a calibrar la parte pertinente de la
mandíbula de pulso después de la sustitución. Para iniciar la calibración
automática, pulse el botón situado en la mandíbula relevante. La calibración
puede llevarse a cabo sólo después de la temperatura de la mandíbula está
a menos de 30 ° C.
- Reiniciar: Pulse el botón para restablecer mensajes de error del control
de soldadura de pulso Ropex.
Calefacción - 2/4
Únete impulso tiempo de tiempo y mandíbulas de prensa:
- Si esta función está activada, la duración del pulso es igual al tiempo
apretando la mandíbula
Impuls tiempo:
- duración del pulso desde el inicio de la contracción de la mandíbula
Calefacción - 3/4
Una salida plus se puede ajustar para cada una de las mordazas de pulso. Se
especifica mediante dos parámetros - la duración y la temperatura. La función
está activada para cada una de las mordazas por separado y se utiliza cuando
la calidad de la soldadura es diferente para un período de tiempo después del
inicio de la máquina de envasado (por ejemplo, debido al consumo de calor por
el tubo de mandíbula longitudinal). A continuación, la máquina cambia la salida
de impulsos de soldadura por la temperatura establecida. Este cambio se
reduce gradualmente durante el intervalo de tiempo ajustado a cero.
HSV control de la máquina - Parámetros de mordazas transversales 53
OPERACIÓN
Calefacción - 4/4
Dependiendo de la configuración, el siguiente tipo se puede ajustar para
cada una de las mordazas:
- Ninguna
- la mandíbula térmica
- Impulso de la mandíbula - Ropex
Además, la soldadura superior, media o inferior se puede ajustar para las
mordazas transversales. La soldadura superior o inferior se puede ajustar para la
mandíbula longitudinal.
54 HSV control de la máquina - Parámetros de mordazas transversales
OPERACIÓN
párr
enfriamiento
tro
me
rs
Weld
Horizontal enfriamiento de soldadura - 1/1
Encender / apagar:
- conmutación de la soldadura longitudinal de enfriamiento de encendido /
apagado. Pre encendido:
- tiempo de enfriamiento antes de la finalización del proceso de soldadura
tiempo de la soldadura transversal (en prensa) Blowing:
- tiempo para el enfriamiento de la soldadura durante el apretón de mordazas
transversales después de la soldadura finalización. tiempo de la soldadura
transversal (después de prensa) Blowing:
- la costura de soldadura tiempo de enfriamiento después de la finalización de
squeeze por las mordazas transversales. soldadura horizontal que sopla después de
interruptor de parada de la máquina de encendido / apagado:
- conmutación de la refrigeración de soldadura transversal después de
parada de la máquina de encendido / apagado. soldadura horizontal que
sopla después de la parada de la máquina:
- el tiempo para el enfriamiento de la soldadura transversal cuando la
máquina se pone en estado "STOP".
Vertical enfriamiento de soldadura - 1/1
Encender / apagar:
- conmutación de la función de soldadura longitudinal de encendido / apagado.
modo de ejecución:
- Paso a paso - mismos parámetros que para la soldadura transversal
- enfriamiento permanente - continuo
- Con alimentación de papel - enfriamiento durante la alimentación Los
siguientes parámetros se aplican al modo paso a paso: Comienza retraso:
- define el momento de lanzar de soplado del aire de refrigeración
después de la finalización de squeeze mandíbula cruz. Tiempo de
ejecución:
- el tiempo de enfriamiento de la soldadura longitudinal.
Los bordes de refrigeración - 1/1
Encender / apagar:
- conmutación de la función de refrigeración del borde de encendido /
apagado. modo de ejecución:
- Paso a paso - mismos parámetros que para la soldadura transversal
- enfriamiento permanente - continuo
- Con alimentación de papel - enfriamiento durante la alimentación Los
siguientes parámetros se aplican al modo paso a paso: Comienza retraso:
- define el momento de lanzar de soplado del aire de refrigeración
después de la finalización de squeeze borde. modo de ejecución:
- el momento de bordes de soldadura de refrigeración.
HSV control de la máquina - parámetros de enfriamiento de soldadura 55
OPERACIÓN
rame
pa
tros
aluminio
de
papel
de
alimentación
alimentación Foil - ON / OFF - 1/1
La función de avance de lámina puede estar encendido / apagado con una breve
pulsación del botón en la parte inferior de la pantalla.
1 - OFF
2 - ON
ajustes de los parámetros - - CONTI alimentación de papel de 1/2
Actual deslizamiento de cintas de alimentación
- muestra la corriente de deslizamiento de las correas de alimentación en%
Ajuste de posición - rodillo antes de que el cuello
- para máquinas equipadas con el seguimiento de la posición actual
del rodillo antes de collar de este parámetro puede ser utilizado para
guardar su posición en el programa. La posición correcta del rodillo se
observa a continuación, por la máquina.
- modo experto (aplicable en el nivel 3 solamente) - si se acciona,
la máquina no observar esta posición y proceder con el registro
automático de la posición actual en el conjunto de parámetros
ajustes de los parámetros - - CONTI alimentación de papel de 2/2
Encender / apagar:
- la conexión y desconexión de la función de los conductores activos, que se
extienden de la bolsa antes de que se hizo la soldadura transversal
Los siguientes parámetros están disponibles sólo para máquinas con
accionamiento del árbol de levas de mandíbulas cruzadas
Retraso del inicio:
- comenzará el tiempo de hilos activos después del final de la
alimentación
Tiempo de ejecución:
- período de tiempo cuando el cilindro neumático controlar
cables activos está fuera
56 HSV control de la máquina - parámetros de alimentación de papel de aluminio
OPERACIÓN
centeri
párr
ng
tro
me
rs
Foil
Foil de centrado - ON / OFF - 1/1
El centrado automático de papel de aluminio se puede encender / apagar con
una breve pulsación de un botón en la parte inferior de la pantalla o mediante
el menú de la máquina ..
1 - OFF
2 - ON
ajustes de los parámetros - - 1/3 de centrado de papel de aluminio
sensor de borde de la hoja - posición real
- muestra la posición actual del borde de papel de aluminio sobre
el sensor análogo en posición mm Frame - posición real
- máquinas equipadas con la función de supervisión marco
muestran la posición actual en mm
- flechas laterales se pueden utilizar para el desplazamiento manual de a
través del bastidor de la máquina, flechas rojas indican el marco en la
posición límite extremo. Los controles manuales pueden ser accionados en el
modo de "detención de la máquina". El control manual se puede activar
durante el funcionamiento de la máquina sólo con la función de centrado
automático de apagado Ajuste de posición - lámina de sensor de borde
- para máquinas equipadas con ajuste automático de la posición del
sensor de borde papel de este parámetro se puede utilizar para
guardar su posición en el programa. El sensor se puede ajustar en la
posición correcta, cuando la máquina ha descargado el programa.
Los ajustes de posición se pueden realizar utilizando las flechas
también.
- el modo experto (aplicable en el nivel 3 solamente) - si se
acciona, la máquina no va a observar la posición actual.
- posición inicial conjunto (aplicable en el nivel 3 solamente) sólo
para fines de sustitución de unidades. La primera operación en el
modo experto implica configurar el sensor a la posición indicada en
la máquina utilizando las flechas seguido de empujar el botón.
ajustes de los parámetros - - 2/3 de centrado de papel de aluminio
Medio ambiente:
- este botón sirve para el descubrimiento automático del centro de la
montura, si esta función está disponible en la máquina en particular
HSV control de la máquina - parámetros de centrado de láminas 57
OPERACIÓN
ajustes de los parámetros - - 3/3 de centrado de papel de aluminio
Control manual - al lado derecho:
- define el modo de centrado manual
- No se mostrará manual de control - Ninguno
- modo por pasos - empujando la flecha control manual una vez que
se moverá la función de centrado por un solo paso
- Modo continuo - el proceso de centrado se ejecuta mientras que la
flecha se mantiene deprimido Período:
- el momento de centrado movimiento bastidor en una dirección deseada
después de una señal enviada desde uno de los sensores de bordes lámina de
velocidad:
- la velocidad de movimiento del marco durante el centrado de
calibración del sensor analógico:
- calibración del análogo debe ser realizado sin papel de
aluminio entre el sensor y el reflector. El proceso de calibración
se inicia pulsando el botón. El curso de la calibración se indica
mediante la operación en símbolo progreso.
58 HSV control de la máquina - parámetros de centrado de láminas
OPERACIÓN
exploración
Parame
tros
Marcar
Marcos scan - ON / OFF - 1/1
La función de exploración Mart se puede activar / desactivar con una breve
pulsación de un botón en la parte inferior de la pantalla o mediante el menú
de la máquina.
1 - OFF
2 - ON
Marcos scan - ajustes de los parámetros - 1/2
Encender / apagar:
- conmutación de la función de la observación de impresión de encendido /
apagado. Longitud del saco:
- establece la bolsa de desplazamiento de longitud
de imagen requerida:
- establece la posición de cizalla en contra de la impresión en la bolsa de ajuste
de posición - sensor de marca:
- para máquinas equipadas con ajuste automático de la posición del
sensor de borde papel de este parámetro se puede utilizar para
guardar su posición en el programa. El sensor se puede ajustar en la
posición correcta, cuando la máquina ha descargado el programa.
Los ajustes de posición se pueden realizar utilizando las flechas
también.
- el modo experto (aplicable en el nivel 3 solamente) - si se
acciona, la máquina no va a observar la posición actual.
- posición inicial conjunto (aplicable en el nivel 3 solamente) sólo
para fines de sustitución de unidades. La primera operación en el
modo experto implica configurar el sensor a la posición indicada en
la máquina utilizando las flechas seguido de empujar el botón. Se
efectúa la corrección:
- la diferencia entre la posición esperada de la marca por los
parámetros establecidos y la posición real detectada por el
sensor de marcas
Marcos scan - ajustes de los parámetros - 2/2
Encendido / apagado:
- encender / apagar la función de ventana para observar la
impresión.
Tamaño de ventana:
- para el establecimiento de una zona, en la que se busca la marca (si está
ajustado a cero, la marca se busca a lo largo de toda la longitud de la bolsa)
HSV control de la máquina - parámetros de exploración Marcar 59
OPERACIÓN
formando
pa
rame
tros
Bolsa
Bolsa forming- ON / OFF - 1/1
La función de la formación de bolsa se puede activar / desactivar a través del
menú de la máquina.
1 - OFF
2 - ON
ajustes de los parámetros - - Baja de plegado 1/1
Encender / apagar:
- conmutación de la parte inferior función de encendido / apagado de plegado.
Retraso del inicio:
- comenzará el tiempo de las flechas superiores después del inicio de las
mandíbulas cruzadas
Tiempo de ejecución:
- el período con las flechas superiores (cuñas de conformación)
en la posición delantera
tabla de abajo - Ajustes de parámetros - 1/1
Encender / apagar:
- conmutación de la parte inferior función de encendido / apagado de planchar.
Retraso del inicio:
- el tiempo empleado por el elemento de planchar para alcanzar la posición
delantera; el tiempo comienza al inicio de alimentación
Tiempo de ejecución:
- el período de tiempo con el elemento de planchar en posición
delantera
El modo de operación continua también hace uso de la función de la
prensa de soldadura con los siguientes parámetros.
Weld fijación abajo - comenzará el tiempo de:
- el tiempo para la extensión de la prensa de soldadura; el tiempo
comienza con el movimiento del elemento principal de planchado
Weld fijación abajo - tiempo de ejecución:
- el período de extensión de prensa de soldadura
60 control de la máquina HSV - la bolsa de la formación de parámetros
OPERACIÓN
tro
me
párrafo
rs
Edge
Bordes - ON / OFF - 1/1
La soldadura borde de la bolsa puede ser encendido / apagado a través del
menú de la máquina.
1 - OFF
2 - ON
Bordes - ajustes de los parámetros - 1/3
Calefacción - interruptor de encendido / apagado:
- conmutación de la calefacción en las mandíbulas de borde y las
mandíbulas "doypack" on / off
modo de ejecución:
- El modo clásico - el régimen de soldadura clásico para los cuatro bordes de la
bolsa
- Doypack - Modo para la soldadura de tres bordes para crear
"doypack" bolsas de tipo
Los ajustes de temperatura para las mordazas individuales son evidentes,
dependiendo de la configuración de la máquina y su modo de funcionamiento.
Izquierda borde posterior:
- ajuste de la temperatura en el borde trasero izquierdo
borde posterior derecha:
- ajuste de la temperatura en el borde trasero derecho
Izquierda borde frontal:
- ajuste de la temperatura del borde frontal izquierda
Justo borde frontal:
- ajuste de la temperatura del borde delantero derecho
doypack:
- ajuste de la temperatura de la mandíbula doypack
Bordes - ajustes de los parámetros - 2/3
Tiempo de ejecución:
- el período de extensión de la mandíbula para la soldadura de bordes de la
bolsa
HSV control de la máquina - parámetros Edge 61
OPERACIÓN
Bordes - ajustes de los parámetros - 3/3
Ratio de ciclos (bordes: máquina)
- este parámetro se puede utilizar para ajustar el número de ciclos
completados por los bordes por un ciclo de la máquina; esta relación debe
ser mayor que 1: 1 para las bolsas superiores a la longitud del borde. La
producción de bolsas más cortas y de alto rendimiento se puede lograr
mediante el establecimiento de la relación por debajo de 1: 1.
Relación de la velocidad de la velocidad de alimentación de papel de aluminio y bordes:
- este parámetro puede ser utilizado para ligera aceleración o
desaceleración del movimiento de mordazas de soldadura con respecto a
la alimentación
Soldadura pre-ignición:
- este parámetro se establecerá de tal forma que el calor bordes
de soldadura se unen a la derecha en la explanada de comenzar; a
ser determinado por pruebas físicas; (Usualmente 80-100 °)
62 HSV control de la máquina - parámetros Edge
OPERACIÓN
rame
pa
tros
nsfer
bolsa
tra
ajustes de los parámetros - - 1/2 de transferencia de bolsas
La máquina permite un máximo de dos transferencia de bolsas,
dependiendo de su configuración. Parámetros de los modos de retracción
individuales se pueden activar mediante el marcador relevante.
modo de ejecución - El trabajo continuo
El rebasamiento del transportador de transferencia:
- el período de funcionamiento del transportador después de la
finalización del ciclo de la máquina.
transportadora de velocidad:
- la velocidad de limpieza de cinta transportadora controlada por el modulador de
frecuencia se puede ajustar según sea necesario.
ajustes de los parámetros - - 2/2 de transferencia de bolsas
Correr el modo de - paso a paso
Retraso del inicio:
- el período de tiempo para pasar antes de que se puso en marcha el
transportador después de la apertura de las mandíbulas.
tiempo del transportador de transferencia Duración:
- el momento de la operación de transporte después de su inicio.
transportadora de velocidad:
- la velocidad de limpieza de cinta transportadora controlada por el modulador de
frecuencia se puede ajustar según sea necesario.
HSV control de la máquina - parámetros de transferencia de bolsas 63
OPERACIÓN
aramete
p
rs
alimentación
t
Produc
alimentación del producto - ON / OFF - 1/1
La función de alimentación de producto puede ser encendido / apagado con
una breve pulsación del botón en la parte inferior de la pantalla.
1 - OFF
2 - ON
ajustes de los parámetros - - CONTI alimentación del producto 1/2
No puede haber dos productos alimentaciones instalados, dependiendo de la
configuración de la máquina, cada uno de ellos acoplado con el máximo de
tres transportadores. Parámetros de los modos de alimentación individuales se
pueden activar mediante el marcador relevante. interruptor de alimentación en
- Filtro:
- este parámetro determina el período para la exposición continua del
sensor dentro de la tolva de dosificación. Una vez que ha expirado el
período, la alimentación de los bienes se iniciará automáticamente. Filtro -
alimentación se apaga:
- este parámetro determina el período para el oscurecimiento continua
del sensor dentro de la tolva de dosificación. Una vez que ha expirado el
período, la alimentación de los bienes se detendrá automáticamente.
ajustes adecuados de los parámetros contribuye a la alimentación suave
de las mercancías en la tolva de dosificación y su valor se basa en los
parámetros de la línea de embalaje. Transportadora de velocidad x:
- la velocidad de los transportadores controlados a través del modulador
de frecuencia se puede ajustar en Hz. Descarga - interruptor de encendido
/ apagado:
- cambiar esta función en lanzará transportadores en funcionamiento con los
parámetros antes mencionados descarga durante el tiempo de fraguado -
interruptor de encendido / apagado:
- conmutación de esta función en lanzará transportadores en funcionamiento
con los ajustes mencionados anteriormente el proceso de vaciado se detendrán
automáticamente después de la expiración del tiempo fijado en el parámetro
"Tiempo de funcionamiento".
ajustes de los parámetros - - CONTI alimentación del producto 2/2
alimentación del producto número x - nivel de la señal:
- este parámetro puede ser utilizado para la selección del parámetro de señal
de entrada para controlar la alimentación mercancías. Si esta opción está
desactivada, la alimentación se acciona, cuando la señal de entrada está
ausente. Si esta opción está activada, la alimentación se acciona, cuando la
señal de entrada está conectado.
64 HSV control de la máquina - parámetros de alimentación del producto
OPERACIÓN
uni
ts
ing
dos
de
Parame
tros
dosificación del producto CONTI - ajustes de los parámetros - 1/3
Tiempo de caída del producto:
- el periodo de producto caiga de la unidad de dosificación en el espacio por
encima de las mordazas transversales. El parámetro se ve afectado por las
características del producto que está siendo embalado, el DOE lotes y
propiedades de la rampa de caída (independientes de la salida de conjunto de la
máquina de envasado). Para ser verificado mediante pruebas.
Una bolsa vacía en la salida:
- impide la administración en bolsas vacías bajo las mandíbulas, al
arrancar la máquina. Para ser utilizado para el producto que puede
dañar la bolsa en este caso.
dosificación del producto CONTI - ajustes de los parámetros - 2/3
Multidump - Modo:
- solo - la máquina se comunica con la unidad de dosificación con
"dump", y las señales de "objeto de dumping" "listo". El número de dosis
se puede ajustar en la unidad de dosificación.
- gradual - la máquina se comunica con la unidad de dosificación con
las señales de "listo" "dump" y. La dosificación es controlada por la
máquina por medio de señales separadas por dosis presentada a la
unidad de dosificación. Dosis número en la bolsa:
- el número de vertederos de la unidad de dosificación por bolsa.
Retraso entre dosis únicas:
- pausa entre vertederos individuales de la unidad de dosificación,
se utiliza para el bloqueo del tubo en la máquina de embalaje. dosis
Número real en la bolsa:
- muestra el estado en tiempo real de la dosificación. El número actual se pueden
restablecer mediante el botón situado junto a la indicación del valor.
dosificación del producto CONTI - ajustes de los parámetros - 3/3
Encender / apagar
- interruptores en el control del nivel de mercancías en el dosificador
Escaneado de nivel de producto en la tolva - tiempo
- si hay una escasez de productos en la tolva para el período de tiempo
establecido, la máquina informa de un error y se detiene.
HSV control de la máquina - Parámetros de unidades de dosificación sesenta y cinco
OPERACIÓN
ajuste de la dosis - 1/2
Escribir información sobre la dosis
- El uso de este conmutador de cambio, puede cambiar en que la
información sobre los productos envasados serán registrados en las
estadísticas. En caso de escalas tecnológicas HS, que realmente están
tirados dosis. Para otras máquinas de dosificación, la cantidad se
calcula a partir de la dosis establecida y la información sobre la bolsa
producida con la dosis. Número de productos
- una mezcla de seis artículos como máximo se puede ajustar Retardo
entre vertederos individuales
- este parámetro sólo está disponible para las escalas tecnológicas del
SA. Si una dosis se combina de más series escala, el uso de este
parámetro, una pausa mínima entre los vertederos de las series
individuales se puede ajustar. Este parámetro se utiliza para evitar la
obstrucción de la tolva de las escalas Finalizar pesaje por última dosis:
- cuando está activado, el pesaje de tara se ejecuta sólo durante
la última dosis y el sistema recuerda la suma de las dosis
anteriores y pesa exactamente al peso total de la última dosis; si
esto no es, cada dosis es de tara pesada y la dosis total se
compone de una suma de las dosis individuales del producto x
- ajuste de las propiedades de los artículos individuales en la dosis. El nombre
del artículo es para ser seleccionados a partir de los nombres preestablecidos en
la ficha Configuración
- Peso / Cantidad - fije una cantidad del artículo en la dosis.
Para las escalas tecnológicas, es un peso y su valor se refleja
en el ajuste de peso en los parámetros de las escalas
- Volcar número en una dosis - parámetro sólo para las escalas
tecnológicas. Se establece un número de vertederos, de la que se
combina la combinación conjunto
- - líneas asignadas parámetro sólo para las escalas tecnológicas
Selección de serie para dosificar el artículo dado. serie
seleccionados se marcan en azul.
- - Unidades de selección de unidades, en el que se establece la
cantidad. El parámetro no se muestra para las escalas tecnológicos, en el
que la cantidad se encuentra en gramos.
ajuste de la dosis - 2/2
Lista de productos
- la introducción de nombres de artículos, que pueden utilizarse en una dosis
66 HSV control de la máquina - Parámetros de unidades de dosificación
OPERACIÓN
Abeling
l
dispositivo
de
Parame
tros
Dispositivo de etiquetado - ON / OFF - 1/1
La función de dispositivo de etiquetado puede ser encendido /
apagado con una breve pulsación del botón en la parte inferior de la
pantalla.
1 - OFF
2 - ON
Una máquina puede estar equipada con hasta tres dispositivo de etiquetado,
esto es para el accionamiento de esta función como un todo. No hay ningún
dispositivo de etiquetado funcionará cuando la función está desactivada. Cambio
de la función en permitirá el funcionamiento de los dispositivo de etiquetado
accionado únicamente por medios individuales.
ajustes de los parámetros - - CONTI dispositivo de etiquetado 1/2
Encender / apagar:
- de conmutación de los dispositivos de etiquetado individuales de encendido /
apagado. Señal de salida - interruptor de encendido / apagado:
- de conmutación de los dispositivos de etiquetado individuales de encendido /
apagado. Posición de la señal de salida:
- la posición de la señal de salida después del comienzo de la alimentación de
aluminio. Longitud de la señal de salida:
- la duración de la señal de control para el funcionamiento del equipo
externo. Sólo se aplican a una bolsa en el grupo - interruptor de encendido
/ apagado:
- si el número conjunto de bolsas es mayor que 1, la función de
marcado se puede activar para una sola bolsa por solamente el
montaje. índice de bolsa en el grupo:
- el número de paquete que se ha marcado.
ajustes de los parámetros - - CONTI dispositivo de etiquetado 2/2
Las opciones de configuración del dispositivo de etiquetado permiten la asignación
de nombres de usuario a las unidades individuales. Si el operador introduce ningún
nombre de usuario, la unidad aparecerá en la lista el nombre por defecto como
"dispositivo de etiquetado #".
HSV control de la máquina - Parámetros del dispositivo de etiquetado 67
OPERACIÓN
Paramete
plicatura
rs
cremallera
ap
aplicación de la cremallera ON / OFF - 1/1
La función de aplicación de la cremallera se puede activar / desactivar a través
del menú de la máquina.
1 - OFF
2 - ON
En línea con cremallera solicitud - configuración de parámetros - 1/4
aplicación Zip - interruptor de encendido / apagado:
- Encendido / apagado de la función de aplicación de la cremallera.
Calefacción - interruptor de encendido / apagado: Este interruptor sirve para la
conmutación ON / OFF la unidad de cremallera calefacción aplicador. Es
independiente de la función de activación aplicador cremallera.
Velocidad del desenrollar postal de la caja de alimentación:
- ajustar la velocidad de desenrollado de cremallera de la bobina.
retardo del freno:
- período de tiempo, después de lo cual la lámina se detiene después de la
marca pasa a través del sensor.
En línea con cremallera solicitud - configuración de parámetros - 2/4
End postal soldadura - interruptor de encendido / apagado: Este interruptor
sirve para la conmutación ON / OFF la función de la soldadura final de la
cremallera.
Terminar la soldadura cremallera - tiempo:
El período de cremallera termina de soldadura; este parámetro depende del
interruptor de la soldadura final de la cremallera.
En línea con cremallera solicitud - configuración de parámetros - 3/4
El período para unir el forro de la cremallera sobre el material de embalaje:
tiempo de la cremallera de soldadura.
mandíbulas transversales:
- la temperatura de las mordazas delantera y trasera requerido para la
soldadura final de la cremallera a la hoja de
68 HSV control de la máquina - parámetros de la aplicación de la cremallera
OPERACIÓN
En línea con cremallera solicitud - configuración de parámetros - 4/4
Cut-out - interruptor de encendido / apagado:
- Encendido / apagado de la función de la cremallera de clic.
Posición:
- Especifica la posición de la cremallera de clic.
Tiempo de ejecución:
- el período, por lo que la herramienta está fuera clic.
tasa de velocidad - cut-out / alimentación lámina:
- este parámetro puede ser utilizado para ligera aceleración o
desaceleración de la cabeza clic con respecto a la alimentación de la
cremallera.
HSV control de la máquina - parámetros de la aplicación de la cremallera 69
OPERACIÓN
rog
p
carneros
con
Trabaja
director del programa - 1/4
pantalla de inicio director del programa
1 - Muestra el programa cargado actualmente. "*" Antes del número
de programa significa que los ajustes actuales no coinciden con el
último programa cargado. 2 - Cambia a la carta con simple lista de
programas. Adecuado para un menor número de programas
guardados.
3 - interruptores para mostrar con la clasificación en grupos. Adecuado
para una mejor disposición de un mayor número de programas. El
cambio entre los tipos individuales de visualización, no se elimina la
información sobre la clasificación de grupos. 4 - imagen asignado al
programa seleccionado de la tabla. Empujar esta opción iniciará un
menú para la edición de la imagen añadida. 5 - botón para el programa
de carga 6 - botón para guardar los ajustes actuales de la máquina en el
programa seleccionado de la tabla. Esta función está disponible a partir
de la etapa de control 1. 7 - Botón para la creación de un nuevo
programa. Pulse este botón y navegar por la lista proporcionada para
seleccionar un número de programa libre, el escriba el nombre del
programa. Esta función está disponible a partir de la etapa de control 1.
8 - Botón para la creación de un nuevo grupo de programas. Pulse este
botón y escriba el nombre del nuevo grupo. Esta función está disponible a
partir de la etapa de control 1. 9 - cuadro con una lista de programas y
grupos. El detalle se muestra siempre incluirá el número y el nombre del
programa. Los datos se complementan con los códigos de barras para
máquinas equipadas con lectores de códigos de barras. Los nombres de
grupo se resaltan en azul. Cada grupo puede ser desempaquetado /
embalado con una pulsación corta.
70 control de la máquina HSV - Trabajar con programas
OPERACIÓN
director del programa - 2/4
Los menús de contexto para las modificaciones del programa se mostrarán
después de un empuje más largo en un nombre de programa. Esta función
está disponible a partir de la etapa de control 1. 1 - el nombre del grupo,
donde actualmente se incluye un programa, el número y el nombre del
programa que está siendo alterada. 2 - el menú de despliegue hacia abajo
para permitir la inclusión del programa en cualquiera de los grupos
existentes. 3 - el botón para cambiar el nombre del programa. Pulse este
botón para mostrar el teclado alfanumérico para la edición del nombre del
programa. 4 - el botón de borrado programa. Pulse este botón y confirme la
selección para borrar el programa. 5 - el botón de cambio de código de
barras asignado para la máquina equipada con lectores de códigos de
barras. Pulse el botón para mostrar el teclado alfanumérico para la edición
manual del código que puede ser, alternativamente, escanea con un lector
de código de barras. Cualquier programa asignado con un código de
barras puede ser cargado por simple barrido de sólo el código. Cada
programa debe ser asignado con un código único. 6 - el botón para cerrar
el menú contextual.
director del programa - 3/4
Los menús de contexto para las modificaciones del grupo se mostrarán
después de un empuje más largo en un nombre de grupo. Esta función
está disponible desde el nivel de control 1 y no es accesible con el
grupo predeterminado llamado "Varios". 1 - nombre del grupo que está
siendo alterada. 2 - el botón para cambiar el nombre del grupo. Pulse
este botón para mostrar el teclado alfanumérico para la edición del
nombre del programa. 3 - el botón de grupo eliminación. Pulse este
botón y confirme la selección para eliminar el grupo cualquier
movimiento de todos los programas ubicados dentro en el grupo "Otros"
por defecto. 4 - el botón para cerrar el menú contextual.
director del programa - 4/4
1 - el botón de la carga de imágenes desde una unidad flash USB.
Soporta tipos de imágenes JPG, PNG, BMP. 2 - fi la máquina está
provista de una cámara IP, la imagen del programa se pueden tomar
con este dispositivo. 3 - el botón para borrar de la imagen asignada.
4 - el botón de cierre del menú de edición de imagen.
control de la máquina HSV - Trabajar con programas 71
OPERACIÓN
Estadística
General - 1/2
1 - Selección del año de los datos estadísticos para la visualización
2 - Selección del mes de datos estadísticos para la pantalla
3 - Selección del día de los datos estadísticos para la visualización
4 - interruptores para visualización de información resumida de los datos
estadísticos seleccionados 5 - interruptores para mostrar un extracto detallado
de los datos estadísticos seleccionado
6 - cambia al gráfico procesadas usando los datos estadísticos
seleccionado
General - 2/2
El control de gráfico que muestra los datos estadísticos
1 - la escala de visualización se puede cambiar a lo largo del eje vertical
empujando y deslizar con un dedo. 2 - empujar y deslizar con un dedo
hacia la derecha o hacia la izquierda dentro del área debajo del gráfico
permiten cambiar la escala de visualización a lo largo del eje horizontal.
3 - empujando en la esquina inferior izquierda, el operario puede cambiar
toda la escala de visualización para mostrar todo el gráfico.
4 - hacer clic en el gráfico de ayuda a los valores de indicación del
operador a partir del gráfico seleccionado, mostrando el punto más
cercano en el gráfico. 5 - pantalla configuración de la pantalla botón /
ocultar 6 - que muestra la gráfica principal destacado en negrita, el
cálculo del valor medio y la visualización de los valores de la gráfica al
hacer clic 7 - comprobar las opciones de gráfico que se mostrará
Las estadísticas básicas - 1/1
Número total de bolsas:
- el número de todas las bolsas producidas
número total de bolsas con dosis:
- el número de bolsas producidas con la función de dosificación del
producto encendido de lámina gastado:
- el volumen de papel desenrollada por los contadores de la máquina con la
opción de restablecimiento se puede restablecer pulsando el botón situado junto
a la indicación del valor.
72 HSV control de la máquina - Estadísticas
También podría gustarte
- Manual D500 PDFDocumento58 páginasManual D500 PDFrasdasdAún no hay calificaciones
- Ms 1t, Mini, Combi - SpaDocumento101 páginasMs 1t, Mini, Combi - SpaJOMAS13Aún no hay calificaciones
- Magusa Oleicola WebDocumento54 páginasMagusa Oleicola WebGutierrez JoaquinAún no hay calificaciones
- Aesus Manual AESFill AF1C Generic May 2014.en - EsDocumento62 páginasAesus Manual AESFill AF1C Generic May 2014.en - EsRandy ErazoAún no hay calificaciones
- ManualDocumento153 páginasManualCarlitos pascual0% (1)
- Catalogo LPB MaquinasDocumento48 páginasCatalogo LPB MaquinasLucianoAún no hay calificaciones
- PALETIZADORA Neleo 125, 160 IIIDocumento51 páginasPALETIZADORA Neleo 125, 160 IIIIsrael SamaniegoAún no hay calificaciones
- Cotizacion Linea Llenado Botella PetDocumento8 páginasCotizacion Linea Llenado Botella PetgwatergAún no hay calificaciones
- Mpbo09702 - 19936363 - 191508 - Ri - R 040 0487 - Ih003003 - de en Es FR It PTDocumento29 páginasMpbo09702 - 19936363 - 191508 - Ri - R 040 0487 - Ih003003 - de en Es FR It PTPablo AntezanaAún no hay calificaciones
- LC19119-18 Nva Botella Salutaris 500mlDocumento20 páginasLC19119-18 Nva Botella Salutaris 500mlKevin EliasAún no hay calificaciones
- EnfardaDocumento64 páginasEnfardaMohammed ChrifAún no hay calificaciones
- Catálogo de Repuestos PDFDocumento29 páginasCatálogo de Repuestos PDFvalles_1168Aún no hay calificaciones
- Bystar B Laser30 40 WesDocumento428 páginasBystar B Laser30 40 WesAraceli MaldonadoAún no hay calificaciones
- Paletizadores EsDocumento40 páginasPaletizadores EsEmerson Quintero CardenasAún no hay calificaciones
- Mpbo09702 19936363 191508 Is CM100-0104 Ih002448 Es-ItDocumento25 páginasMpbo09702 19936363 191508 Is CM100-0104 Ih002448 Es-ItPablo AntezanaAún no hay calificaciones
- Paletizador de PlanchaDocumento37 páginasPaletizador de PlanchaGonzalo JulianAún no hay calificaciones
- Empacadora ADocumento4 páginasEmpacadora ApeladoxsAún no hay calificaciones
- Coven Egidio: Configuração StandardDocumento2 páginasCoven Egidio: Configuração Standardradjai younesAún no hay calificaciones
- Manual 92Documento29 páginasManual 92Mohammed ChrifAún no hay calificaciones
- Diseño de Una Maquina Transfer para La Soldadura de Dos TurcasDocumento102 páginasDiseño de Una Maquina Transfer para La Soldadura de Dos TurcasJacques Lopez OrtegaAún no hay calificaciones
- Manual Caps L-6Documento167 páginasManual Caps L-6Irving MartínezAún no hay calificaciones
- Catalogo de Partes - Rinser 18p - Grajales - 2012Documento49 páginasCatalogo de Partes - Rinser 18p - Grajales - 2012Diseño 5Aún no hay calificaciones
- 3Documento226 páginas3Vicente AlejandroAún no hay calificaciones
- 7ExES-versaSpanishManualInsertRev1 02Documento174 páginas7ExES-versaSpanishManualInsertRev1 02Kt PalominoAún no hay calificaciones
- Catalogo de RepuestosDocumento18 páginasCatalogo de RepuestosURIEL TELLO ALLCCAAún no hay calificaciones
- Via de Rodillos Pallet Vacios y LlenosDocumento36 páginasVia de Rodillos Pallet Vacios y Llenosadolfo lalalaAún no hay calificaciones
- DM210795 B EsDocumento164 páginasDM210795 B EsferprissAún no hay calificaciones
- BEUMER - PaletpacDocumento38 páginasBEUMER - PaletpacAnonymous PVXBGg9TAún no hay calificaciones
- DM210788 A EsDocumento128 páginasDM210788 A EsferprissAún no hay calificaciones
- Catalogo Llenadora-Lacradora 137501 - REV1Documento183 páginasCatalogo Llenadora-Lacradora 137501 - REV1Jhony Benique ParicelaAún no hay calificaciones
- DM210677 B EsDocumento34 páginasDM210677 B Essupervisor superpackAún no hay calificaciones
- C500 Doble Barra SellladorasDocumento61 páginasC500 Doble Barra SellladorasGuillermoAsenjoAún no hay calificaciones
- DM210787 B EsDocumento110 páginasDM210787 B EsferprissAún no hay calificaciones
- Manual Belca BE-85Documento96 páginasManual Belca BE-85David Nerida100% (1)
- Manaul Dosificador KochDocumento26 páginasManaul Dosificador KochALFONSO TORRESAún no hay calificaciones
- Practica No 1 Torno Paralelo PDFDocumento30 páginasPractica No 1 Torno Paralelo PDFLuis Fernando Tumi TipoAún no hay calificaciones
- Etiquetadora de Botellas CilindricasDocumento381 páginasEtiquetadora de Botellas CilindricasMateo DacAún no hay calificaciones
- Catálogo de Piezas Selladoras R535 - 185784Documento1017 páginasCatálogo de Piezas Selladoras R535 - 185784GuillermoAsenjoAún no hay calificaciones
- 03ve149 Bp800arv230r P ProyectolavitalDocumento4 páginas03ve149 Bp800arv230r P ProyectolavitalEsau Antulio Mansilla MendozaAún no hay calificaciones
- Máquina SidelDocumento3 páginasMáquina SidelPaul Valencia VasquezAún no hay calificaciones
- Iemca Spare PartsDocumento69 páginasIemca Spare PartsGatyo GatevAún no hay calificaciones
- DM210774 B EsDocumento22 páginasDM210774 B EsferprissAún no hay calificaciones
- Gi3300 Español StandarDocumento22 páginasGi3300 Español Standarmantenimiento somaAún no hay calificaciones
- Módulo de Calentamiento HZM 3.0Documento57 páginasMódulo de Calentamiento HZM 3.0lixmen rojasAún no hay calificaciones
- Click and Start M340 Esp - V2Documento74 páginasClick and Start M340 Esp - V2ja02mvAún no hay calificaciones
- Manual Llenadora de Cuatro Boquillas PDFDocumento8 páginasManual Llenadora de Cuatro Boquillas PDFAbraham AutomationAún no hay calificaciones
- 120 Mo 13Documento35 páginas120 Mo 13Gaston LabraAún no hay calificaciones
- Manual OperadorDocumento31 páginasManual OperadorLucas Gauna100% (1)
- RG21UCS - Operator's Manual ESDocumento186 páginasRG21UCS - Operator's Manual ESChew BaccaAún no hay calificaciones
- Feedmaster: Manual de MantenimientoDocumento506 páginasFeedmaster: Manual de MantenimientoVicente KAún no hay calificaciones
- Electrico R535 185784Documento320 páginasElectrico R535 185784GuillermoAsenjoAún no hay calificaciones
- R000001920 PDFDocumento692 páginasR000001920 PDFAnonymous QmETbwbAún no hay calificaciones
- 3 Es 2103Documento34 páginas3 Es 2103Jesús Ríos Zavala100% (1)
- Multivac Termoselladoras T 300Documento8 páginasMultivac Termoselladoras T 300Jio Ichigo KenshiroAún no hay calificaciones
- DM210825 0 EsDocumento104 páginasDM210825 0 EsferprissAún no hay calificaciones
- Usuarios - y Manual de MantenimientoDocumento52 páginasUsuarios - y Manual de MantenimientoLeonardo Rios RuizAún no hay calificaciones
- Altanium Delta2-v1.0-Spanish PDFDocumento114 páginasAltanium Delta2-v1.0-Spanish PDFJuan Carlos Martin VazquezAún no hay calificaciones
- Lib12 PDFDocumento357 páginasLib12 PDFAlmaPinilloAún no hay calificaciones
- Manual Rescate Vertical Nivel 1Documento166 páginasManual Rescate Vertical Nivel 1nestor ReyesAún no hay calificaciones
- Series 40 Mpv044d and Mpt044dDocumento88 páginasSeries 40 Mpv044d and Mpt044dpoeta.de.poemasAún no hay calificaciones
- Dermocosmetica Facial Hidratacion y LimpiezaDocumento13 páginasDermocosmetica Facial Hidratacion y LimpiezaPedro Jacinto HerviasAún no hay calificaciones
- GranulometríaDocumento9 páginasGranulometríaElys BritoAún no hay calificaciones
- SEMANA 14 Grado 10°Documento3 páginasSEMANA 14 Grado 10°Sebastian CorredorAún no hay calificaciones
- Gestion de ResiduoDocumento114 páginasGestion de ResiduoBeto RodriguezAún no hay calificaciones
- Ejercicios de TecnoDocumento12 páginasEjercicios de TecnoESTEBAN JAIR RODAS CASTILLOAún no hay calificaciones
- INTI - Manual de Defectologia - 2006Documento31 páginasINTI - Manual de Defectologia - 2006Federico KronenbergAún no hay calificaciones
- Informe de Laboratorio 2 - 052 Reacciones-1Documento6 páginasInforme de Laboratorio 2 - 052 Reacciones-1maria rodriguezAún no hay calificaciones
- HafnioDocumento3 páginasHafnioVictorAún no hay calificaciones
- Guia para Operacion de Soldadura, Corte y Calentamiento VictorDocumento64 páginasGuia para Operacion de Soldadura, Corte y Calentamiento VictorCesar ObesoAún no hay calificaciones
- Tabla de Dosificacion - PROVINAS MAS X MENOS 2Documento2 páginasTabla de Dosificacion - PROVINAS MAS X MENOS 2Diana AguillonAún no hay calificaciones
- Sopa de LetrasDocumento1 páginaSopa de LetrasROSARIO GPEAún no hay calificaciones
- Practica 1Documento11 páginasPractica 1luzAún no hay calificaciones
- Actividad 2 - Aceites EsencialesDocumento6 páginasActividad 2 - Aceites Esenciales0511720071 HERNAN DARIO OVIEDO RAMOS ESTUDIANTE ACTIVOAún no hay calificaciones
- 292 TerragumDocumento2 páginas292 TerragumCarlos Paz VazquezAún no hay calificaciones
- FOLLETODocumento12 páginasFOLLETOJostin Alan PazmiñoAún no hay calificaciones
- Laboratorio 3Documento8 páginasLaboratorio 3Valentina GutiérrezAún no hay calificaciones
- Desatorador de DrenajeDocumento2 páginasDesatorador de DrenajejoanAún no hay calificaciones
- Guía 1Documento3 páginasGuía 1Sofia DiazAún no hay calificaciones
- Acidimetría (Faltan Cálculos)Documento11 páginasAcidimetría (Faltan Cálculos)carmen celenia barrios quirozAún no hay calificaciones
- Clase 4Documento42 páginasClase 4Cristhian HuillcaraAún no hay calificaciones
- El Siglo XIX Fue Una Época de Enorme Desarrollo CientíficoDocumento2 páginasEl Siglo XIX Fue Una Época de Enorme Desarrollo CientíficoEU GonzalezAún no hay calificaciones
- Acev 7 Hoja de Trabajo de SolucionesDocumento18 páginasAcev 7 Hoja de Trabajo de SolucionesIscela Correa Jara100% (1)
- Laboratorio N°4Documento3 páginasLaboratorio N°4Andres HerbasAún no hay calificaciones
- Procedimiento Cabina 2303Documento22 páginasProcedimiento Cabina 2303VIVIANA LILI DAVILA VELAZQUEZAún no hay calificaciones
- Unidades Quimicas de ConcentracionDocumento2 páginasUnidades Quimicas de ConcentracionPercy Vilcherrez PinedoAún no hay calificaciones
- Portafolio Productos de Limpieza Edinger Supply Company S.A.SDocumento27 páginasPortafolio Productos de Limpieza Edinger Supply Company S.A.SSecretaria de Salud TurbanaAún no hay calificaciones
- Practica 2 Tecnología de MaterialesDocumento9 páginasPractica 2 Tecnología de MaterialesHiram GarcíaAún no hay calificaciones
- MODULO II - Estándares y Procedimientos AmbientalesDocumento65 páginasMODULO II - Estándares y Procedimientos AmbientalesPaulo Tejada BenabidesAún no hay calificaciones
- NMX L 149 1995 Obturant Fib 1996Documento15 páginasNMX L 149 1995 Obturant Fib 1996Ivaan Mendoza MartinezAún no hay calificaciones
- Actividad 3 Biologia Jaime NelsonDocumento3 páginasActividad 3 Biologia Jaime NelsonLisi AlvarezAún no hay calificaciones