También podría gustarte
- Analisis de Modos de Falla, Efectos y Criticidad FmecaDocumento57 páginasAnalisis de Modos de Falla, Efectos y Criticidad Fmecasan_sanoAún no hay calificaciones
- 2wcm (Qa Matrix) OkDocumento43 páginas2wcm (Qa Matrix) OkEff Gara100% (2)
- Entrenamiento de PM Paso 0Documento49 páginasEntrenamiento de PM Paso 0Rene RodriguezAún no hay calificaciones
- CURSO WCM (Herramientas Básicas - Kaizen Route - 8h)Documento87 páginasCURSO WCM (Herramientas Básicas - Kaizen Route - 8h)ana gonzalez100% (2)
- 20061223-Cost Deployment-Establishing A SMART Cost Reduction Programme (245pag) (Español)Documento239 páginas20061223-Cost Deployment-Establishing A SMART Cost Reduction Programme (245pag) (Español)Gonzalo Maza100% (1)
- 12 Fmea - EsDocumento24 páginas12 Fmea - EsEff GaraAún no hay calificaciones
- AMFECDocumento5 páginasAMFECRaul Lopez JanampaAún no hay calificaciones
- Curso Analisis Causa RaizDocumento69 páginasCurso Analisis Causa RaizJose RiveroAún no hay calificaciones
- MTTRDocumento8 páginasMTTRRichard SavinaAún no hay calificaciones
- Matriz QADocumento2 páginasMatriz QAAurelio SalinasAún no hay calificaciones
- Ejemplo Checklist TPMDocumento6 páginasEjemplo Checklist TPMAlejandro HinojosaAún no hay calificaciones
- Presentacion MDS 191226Documento62 páginasPresentacion MDS 191226Janick DueroAún no hay calificaciones
- Modelos de ConfiabilidadDocumento16 páginasModelos de ConfiabilidadOrlandoRiosAún no hay calificaciones
- Capacitación Pilar Mejora EnfocadaDocumento19 páginasCapacitación Pilar Mejora Enfocadamauricio39100% (1)
- Formato AMEFDocumento1 páginaFormato AMEFSarahi JiménezAún no hay calificaciones
- Waste Reduction Step 2 LaiveDocumento27 páginasWaste Reduction Step 2 LaiveJuan Carlos Hurtado ParejaAún no hay calificaciones
- Pilar Mantenimiento de Calidad (Hinshitsu Hozen) - EsneiderDocumento19 páginasPilar Mantenimiento de Calidad (Hinshitsu Hozen) - EsneiderLaMentePerverzaMiusiAún no hay calificaciones
- Root Cause Analysis Improving Performance For Bottom-Line Results by Robert J. Latino, Kenneth Latino (Z-Lib - Org) - 227-242.en - EsDocumento16 páginasRoot Cause Analysis Improving Performance For Bottom-Line Results by Robert J. Latino, Kenneth Latino (Z-Lib - Org) - 227-242.en - EsFer BeatleAún no hay calificaciones
- TPM 2022Documento62 páginasTPM 2022Agustin100% (1)
- AmoladoraDocumento3 páginasAmoladoraInguizzitah Chauca Magallan100% (1)
- WCM ProyectoDocumento11 páginasWCM Proyectoedgar hernadezAún no hay calificaciones
- CBA - Reporte A3Documento1 páginaCBA - Reporte A3Jeffrey MauryAún no hay calificaciones
- WCM Seguridad (228pag) (Español)Documento228 páginasWCM Seguridad (228pag) (Español)Gonzalo MazaAún no hay calificaciones
- 2022 Manual Pilar MantenimientoDocumento274 páginas2022 Manual Pilar MantenimientoangelAún no hay calificaciones
- Normalizacion MTTRDocumento17 páginasNormalizacion MTTRErnie Gomez ColquichaguaAún no hay calificaciones
- WCM Project ITCJ - Fundamentos de InvestigacionDocumento17 páginasWCM Project ITCJ - Fundamentos de InvestigacionCustom KinkeAún no hay calificaciones
- VPO - MGT.5.5.2 KPI TreevDocumento7 páginasVPO - MGT.5.5.2 KPI TreevErickAún no hay calificaciones
- Analisis Causa Raiz Falla Sensor de Carga Trafo Non-2Documento5 páginasAnalisis Causa Raiz Falla Sensor de Carga Trafo Non-2aqccc120Aún no hay calificaciones
- 1-PM Paso 1Documento10 páginas1-PM Paso 1Rodrigo ortegaAún no hay calificaciones
- RCM GruaDocumento21 páginasRCM GruaCharlie Ale Yqlm100% (1)
- Informe Analisis de Resultados de Muestra de Aceite 1 1Documento8 páginasInforme Analisis de Resultados de Muestra de Aceite 1 1Michael Alexander Baltazar CondorAún no hay calificaciones
- S13 - RCMDocumento51 páginasS13 - RCMKevin Keith Manrique Acuña100% (1)
- Tabla de Criterios Del AMEF de ProcesoDocumento4 páginasTabla de Criterios Del AMEF de ProcesoMelissa RegisAún no hay calificaciones
- Analisis de Criticidad de Equipo PesadoDocumento18 páginasAnalisis de Criticidad de Equipo PesadoJosé Carlos Ramos100% (1)
- PFMEA AIAG-VDA Ejemplo Participante Gen XII-DESKTOP-R8EQIMNDocumento30 páginasPFMEA AIAG-VDA Ejemplo Participante Gen XII-DESKTOP-R8EQIMNAlvaro Aguilar100% (1)
- 026 Auditoria Del Grupo de MejoraDocumento3 páginas026 Auditoria Del Grupo de MejoraNayda Hernández100% (1)
- Analisis de Modo y Efecto de FallaDocumento14 páginasAnalisis de Modo y Efecto de FallaJulian HernándezAún no hay calificaciones
- Diagrama SipocDocumento3 páginasDiagrama SipocFELIX QUISPEAún no hay calificaciones
- Método Analisis Causa Raiz Amg s7Documento40 páginasMétodo Analisis Causa Raiz Amg s7Victor AlfaroAún no hay calificaciones
- AMFEDocumento5 páginasAMFELarry Leonardo Rojas AlvarezAún no hay calificaciones
- AMEFDocumento9 páginasAMEFeder ernesto100% (1)
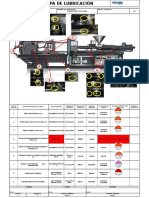
- Mapas de LubricacionDocumento14 páginasMapas de LubricacionJainer Antonio Cera Mercado100% (1)
- WeibullDocumento235 páginasWeibullFran Saez100% (1)
- FmecaDocumento57 páginasFmecayamitcamargoAún no hay calificaciones
- SIG - Manual de TPMDocumento49 páginasSIG - Manual de TPMexequiel100% (1)
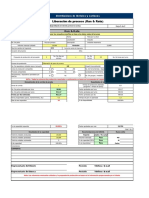
- Run & Rate Formato DimecaDocumento3 páginasRun & Rate Formato DimecaMarco Antonio Andrade ValdesAún no hay calificaciones
- AMEF Análisis de Modo y Efecto de Fallas Potenciales - GestioPolisDocumento28 páginasAMEF Análisis de Modo y Efecto de Fallas Potenciales - GestioPolisDaniela Bustos100% (1)
- AMEFDocumento2 páginasAMEFnoraharaiAún no hay calificaciones
- Lilas ServiciosDocumento12 páginasLilas ServiciosHernan Guerra100% (1)
- Guia para OperadoresDocumento27 páginasGuia para OperadoresagustinAún no hay calificaciones
- Pilar CalidadDocumento28 páginasPilar CalidadJuan Manuel JaurezAún no hay calificaciones
- Mantenimiento y Sistema de ControlDocumento32 páginasMantenimiento y Sistema de ControlEduardoAún no hay calificaciones
- Analisis PM - Diagramas de FallosDocumento23 páginasAnalisis PM - Diagramas de Fallosjuan salazar100% (1)
- Apqp, Amef-Vda, Plan ControlDocumento102 páginasApqp, Amef-Vda, Plan ControlLuis Hernandez GarciaAún no hay calificaciones
- 058-Programa Anual de Mantto PreventivoDocumento22 páginas058-Programa Anual de Mantto PreventivoNayda HernándezAún no hay calificaciones
- Matriz QA IMESA CNPDocumento2 páginasMatriz QA IMESA CNPAdier AbdiAún no hay calificaciones
- Matriz QA IMESA LavadoDocumento1 páginaMatriz QA IMESA LavadoAdier AbdiAún no hay calificaciones
- EvidenciaAA4 - Ev1-Federal MogulDocumento2 páginasEvidenciaAA4 - Ev1-Federal MogulRafaelGPAún no hay calificaciones
- M3 Amef y PCDocumento12 páginasM3 Amef y PCJesus Daniel HernandezAún no hay calificaciones
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- Check List ParamountDocumento1 páginaCheck List ParamountAdier AbdiAún no hay calificaciones
- Fr-Dig-05 Integración Del Comite de CalidadDocumento2 páginasFr-Dig-05 Integración Del Comite de CalidadAdier AbdiAún no hay calificaciones
- FR-GCA-04 Distribucion RegistrosDocumento4 páginasFR-GCA-04 Distribucion RegistrosAdier AbdiAún no hay calificaciones
- Practica de Solucion de ProblemasDocumento3 páginasPractica de Solucion de ProblemasAdier AbdiAún no hay calificaciones
- Solucion de ProblemasDocumento4 páginasSolucion de ProblemasAdier AbdiAún no hay calificaciones
- Atro Manual Español AsmeDocumento30 páginasAtro Manual Español AsmeAdier AbdiAún no hay calificaciones
- PR-GCA-01 Proc. para La Elabo. de Doc. y Reg. Del SGCDocumento12 páginasPR-GCA-01 Proc. para La Elabo. de Doc. y Reg. Del SGCAdier AbdiAún no hay calificaciones
- A Fr-Gca-01a Minuta de Reunion GeDocumento1 páginaA Fr-Gca-01a Minuta de Reunion GeAdier AbdiAún no hay calificaciones
- Tornillos en Almacen y EnsambDocumento1 páginaTornillos en Almacen y EnsambAdier AbdiAún no hay calificaciones
- Matriz QA IMESA LavadoDocumento1 páginaMatriz QA IMESA LavadoAdier AbdiAún no hay calificaciones
- C Investigacion CNPDocumento1 páginaC Investigacion CNPAdier AbdiAún no hay calificaciones
- Matriz QA IMESA CNPDocumento2 páginasMatriz QA IMESA CNPAdier AbdiAún no hay calificaciones
- Dia. PDCA TodoDocumento13 páginasDia. PDCA TodoAdier AbdiAún no hay calificaciones
- APQPDocumento3 páginasAPQPAdier Abdi100% (1)
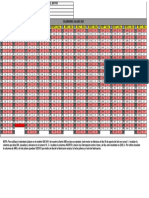
- Calendario Juliano Macmillan 2021Documento1 páginaCalendario Juliano Macmillan 2021Adier AbdiAún no hay calificaciones
- Plan Hunter FanDocumento2 páginasPlan Hunter FanAdier AbdiAún no hay calificaciones
- FR-HII-Ensamble 29 2020 CCDocumento1 páginaFR-HII-Ensamble 29 2020 CCAdier AbdiAún no hay calificaciones
- B Formato GP12 CNPDocumento2 páginasB Formato GP12 CNPAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- B Formato GP12 CNPDocumento2 páginasB Formato GP12 CNPAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- A B C D: Hoja de Verificacion TotalDocumento1 páginaA B C D: Hoja de Verificacion TotalAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Hoja de Verificacion Total: Area Operación EstacionDocumento1 páginaHoja de Verificacion Total: Area Operación EstacionAdier AbdiAún no hay calificaciones
- Js4 6mt ComfortDocumento3 páginasJs4 6mt Comfortmiguel olivaAún no hay calificaciones
- Manual de Configuración Del Router TP-LINK PDFDocumento37 páginasManual de Configuración Del Router TP-LINK PDFluismicastiAún no hay calificaciones
- Ejemplo Redes WiFiDocumento18 páginasEjemplo Redes WiFiArmando RodriguezAún no hay calificaciones
- Reporte #6 - Reacciones QuímicasDocumento4 páginasReporte #6 - Reacciones QuímicasWalter Alex Fuentes QuinterosAún no hay calificaciones
- Diseño - Lagunas de EstabilizacionDocumento2 páginasDiseño - Lagunas de EstabilizacionAnoe NYAún no hay calificaciones
- TrabajoindependienteDocumento10 páginasTrabajoindependienteFerddy BlancoAún no hay calificaciones
- Tercer Periodo MatematicasDocumento5 páginasTercer Periodo MatematicasMagda MartinezAún no hay calificaciones
- Simulacion ExamenCMRPDocumento9 páginasSimulacion ExamenCMRPjoseAún no hay calificaciones
- CircuitoDocumento6 páginasCircuitoViktorMigelAún no hay calificaciones
- MA263 2021-01 Sesión 2.1 Construcción y Descripción de Regiones - SX51Documento29 páginasMA263 2021-01 Sesión 2.1 Construcción y Descripción de Regiones - SX51Nelida Chinguel HuamanAún no hay calificaciones
- Formato de Presentación de La ActividadDocumento2 páginasFormato de Presentación de La ActividadJ B100% (2)
- Esp U3 A1 JocmDocumento15 páginasEsp U3 A1 JocmNorma Martinez Mts60% (10)
- Nomenclatura de Compuestos InorgánicosDocumento8 páginasNomenclatura de Compuestos InorgánicosDaniela Cardozo100% (1)
- Kaq 1ro Basico 20Documento4 páginasKaq 1ro Basico 20Marleny Boj100% (1)
- Pauta de Evaluaciòn Imural 5ºDocumento2 páginasPauta de Evaluaciòn Imural 5ºMaría Inés Morales BurgosAún no hay calificaciones
- Base de Jabón TransparenteDocumento7 páginasBase de Jabón TransparenteJoanna Pérez de Merino100% (4)
- Plan de Mantenimiento Preventivo de Equipos de ComputoDocumento38 páginasPlan de Mantenimiento Preventivo de Equipos de ComputoHumberto ArboledaAún no hay calificaciones
- Nomenclatura Inorgánica. ResumenDocumento18 páginasNomenclatura Inorgánica. ResumenorianaAún no hay calificaciones
- Clariant Oil Services EspañolDocumento55 páginasClariant Oil Services EspañolRodrigo MendoncaAún no hay calificaciones
- Formulario de TermodinámicaDocumento16 páginasFormulario de TermodinámicaJuan Hernandez Gil100% (2)
- Plan Clases Sec Quimica 4-5 Q1junioDocumento5 páginasPlan Clases Sec Quimica 4-5 Q1junioEugenia Paola Di NubilaAún no hay calificaciones
- Apuntes de Geometria AnaliticaDocumento118 páginasApuntes de Geometria AnaliticaVictor Jano GaldamesAún no hay calificaciones
- Examen Probabilidad HPDocumento5 páginasExamen Probabilidad HPTatiana RicoAún no hay calificaciones
- 01 The Caso Walt Disney CompanyDocumento4 páginas01 The Caso Walt Disney CompanySergio UgarteAún no hay calificaciones
- Investigación Temática, Diseño Formal, Equipo 3Documento31 páginasInvestigación Temática, Diseño Formal, Equipo 3Keiry Belén Ramos OrozcoAún no hay calificaciones
- 04 Ind 254 Trabajo GradoDocumento110 páginas04 Ind 254 Trabajo GradoIsabel Torres GutiérrezAún no hay calificaciones
- Embarazo Con Mola Invasiva Por Triploide Con Feto VivoDocumento8 páginasEmbarazo Con Mola Invasiva Por Triploide Con Feto VivoCarlos Manuel Escolastico100% (1)
- 08 - Ortografía de Las TildesDocumento6 páginas08 - Ortografía de Las TildesJholberth AvalosAún no hay calificaciones
- Caso KodakDocumento3 páginasCaso KodakValeria FajansAún no hay calificaciones
- Taller Álgebra de MatricesDocumento6 páginasTaller Álgebra de Matricesthomas santiago ordoñez barreraAún no hay calificaciones