También podría gustarte
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- Simulación de proceso de tortilleríaDocumento23 páginasSimulación de proceso de tortilleríaAntonio JaimesAún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Proyecto Entregable TortilleriaDocumento23 páginasProyecto Entregable TortilleriaJoaquin Garcia Garcia57% (7)
- Resumen de ¿Qué es Six Sigma? de Peter S. Pande y Larry HolppDe EverandResumen de ¿Qué es Six Sigma? de Peter S. Pande y Larry HolppAún no hay calificaciones
- Trabajo Six Sigma FinalDocumento24 páginasTrabajo Six Sigma FinalhoracioalexanderAún no hay calificaciones
- Informe Six SigmaDocumento16 páginasInforme Six SigmaMelberOmarCiezaTiradoAún no hay calificaciones
- Six SigmaDocumento15 páginasSix SigmaDafne QuintanaAún no hay calificaciones
- Six SigmaDocumento23 páginasSix SigmaerikAún no hay calificaciones
- Six Sigma EnsayoDocumento7 páginasSix Sigma EnsayoIlse Guadalupe EncinasAún no hay calificaciones
- Six Sigma PDFDocumento24 páginasSix Sigma PDFRaissa RaissaAún no hay calificaciones
- Mejora de la calidad de un cyrel agraflexDocumento22 páginasMejora de la calidad de un cyrel agraflexleynisg100% (1)
- Proyecto 6sDocumento8 páginasProyecto 6sfernanda mejiaAún no hay calificaciones
- Lean Six Sigma - CalidadDocumento18 páginasLean Six Sigma - CalidadLizeth MendozaAún no hay calificaciones
- Caso Practico Unidad 2Documento8 páginasCaso Practico Unidad 2KETTY españa0% (3)
- Naid Naid-532 Material 003Documento20 páginasNaid Naid-532 Material 003YanetAún no hay calificaciones
- Metodologia Six Sigma-Fernando Rodriguez OrtizDocumento13 páginasMetodologia Six Sigma-Fernando Rodriguez OrtizOzamaAún no hay calificaciones
- Protocolo de InvestigacionDocumento22 páginasProtocolo de InvestigacionEdgar Nájera RamírezAún no hay calificaciones
- Entrega 3 SimulacionDocumento19 páginasEntrega 3 SimulacionZhantiago Urbinoski0% (1)
- Six SigmaDocumento9 páginasSix SigmaMilton HCAún no hay calificaciones
- Six Sigma InformeDocumento19 páginasSix Sigma InformeEdwinAún no hay calificaciones
- A2 - T3 - Ariadna L - PezDocumento51 páginasA2 - T3 - Ariadna L - PezNohemi RivasAún no hay calificaciones
- Implementación de metodología ágil Scrum en empresa de retail financieroDocumento93 páginasImplementación de metodología ágil Scrum en empresa de retail financieroMaria Loreto SolorzaAún no hay calificaciones
- Teoría 6 sigma mantenimientoDocumento5 páginasTeoría 6 sigma mantenimientoFrancisco TipanAún no hay calificaciones
- Controlar Six SigmaDocumento10 páginasControlar Six SigmaVictoria MoralesAún no hay calificaciones
- Sex SigmaDocumento13 páginasSex SigmaGuntherPereiraQuispeAún no hay calificaciones
- Introduccion Ala Seis SigmaDocumento25 páginasIntroduccion Ala Seis SigmaChel MartinezAún no hay calificaciones
- Tecnológico Nacional de MéxicoDocumento18 páginasTecnológico Nacional de MéxicoKarla OlayaAún no hay calificaciones
- Six SigmaDocumento22 páginasSix SigmaEve Abrego100% (3)
- Trabajo de Investigación Six SigmaaDocumento39 páginasTrabajo de Investigación Six Sigmaawpazruiz15Aún no hay calificaciones
- Proyecto MmoDocumento14 páginasProyecto MmoEsmeralda TenorioAún no hay calificaciones
- Fase1 - 212047 - 4 - Monica PintoDocumento22 páginasFase1 - 212047 - 4 - Monica PintoMonica SanchesAún no hay calificaciones
- Six SigmaDocumento40 páginasSix SigmaCristina ContrerasAún no hay calificaciones
- INVOPEDocumento27 páginasINVOPERocio tavara cumpaAún no hay calificaciones
- Control Estadistico de La Calidad y Seis Sigma (Reparado)Documento63 páginasControl Estadistico de La Calidad y Seis Sigma (Reparado)stevenAún no hay calificaciones
- Investigación Seis SigmaDocumento14 páginasInvestigación Seis SigmaLuis GarcíaAún no hay calificaciones
- Proyecto Seis Sigma Embolsado de Arroz PDFDocumento35 páginasProyecto Seis Sigma Embolsado de Arroz PDFDaniel ParedesAún no hay calificaciones
- Six SigmaDocumento25 páginasSix SigmaPaula Andrea RodriguezAún no hay calificaciones
- Seis Sigma MetodologiaDocumento8 páginasSeis Sigma MetodologiaDoroteoArangoAún no hay calificaciones
- Capitulo 10 FinalDocumento87 páginasCapitulo 10 Finalallan0180% (1)
- Six Sigma Invopeminera PptsDocumento18 páginasSix Sigma Invopeminera PptsMichael De La Cruz TorresAún no hay calificaciones
- Six - Sigma Grupo 11Documento32 páginasSix - Sigma Grupo 11Cesar LumeAún no hay calificaciones
- Quispe de La CruzDocumento7 páginasQuispe de La CruzGretel GómezAún no hay calificaciones
- Certificación Lean Six Sigma Green - Excelencia en Los Negocios Luis SoconinniDocumento349 páginasCertificación Lean Six Sigma Green - Excelencia en Los Negocios Luis SoconinniIvonne Janeth Barco100% (3)
- Proyecto DMAICDocumento39 páginasProyecto DMAICCeci Mejia Sandoval100% (1)
- Informe de Seis Sigma CorregidoDocumento9 páginasInforme de Seis Sigma CorregidoXlxcxax LuisAún no hay calificaciones
- Proyecto Integrador Segunda Unidad 2 de DiciembreDocumento51 páginasProyecto Integrador Segunda Unidad 2 de DiciembreheberAún no hay calificaciones
- PROYECTODocumento8 páginasPROYECTOCoronel AdriánAún no hay calificaciones
- Ensayo de HerramientasDocumento14 páginasEnsayo de HerramientasREYNA MAGALY GONZALES GONZALESAún no hay calificaciones
- Proyecto Final AdministraciondeoperacionesDocumento31 páginasProyecto Final AdministraciondeoperacionesAlejandro LunaAún no hay calificaciones
- Informe 2 Gestion de CalidadDocumento9 páginasInforme 2 Gestion de CalidadJunior PilozoAún no hay calificaciones
- Ensayo U1 SM 7i1 Eq5Documento14 páginasEnsayo U1 SM 7i1 Eq5rosa colli gilAún no hay calificaciones
- Metodología Seis SigmaDocumento4 páginasMetodología Seis SigmaCarla RinconAún no hay calificaciones
- Aplicación de Seis Sigma en un Laboratorio de Análisis ClínicosDocumento118 páginasAplicación de Seis Sigma en un Laboratorio de Análisis ClínicosBrito Velasquez Salvador100% (1)
- Quishpe D. Las 7 HerramientasDocumento35 páginasQuishpe D. Las 7 HerramientasDanyelQuispeAún no hay calificaciones
- Actividad Individual FinalDocumento18 páginasActividad Individual Finaljeny969Aún no hay calificaciones
- Seis Sigma en proceso fabricación salameDocumento21 páginasSeis Sigma en proceso fabricación salameJuan Francisco Gómez MorenoAún no hay calificaciones
- Seis Sigma UD 01Documento38 páginasSeis Sigma UD 01Miguel HernándezAún no hay calificaciones
- Terminado Control Procesos (SIGMA)Documento25 páginasTerminado Control Procesos (SIGMA)José Manuel Longa ZegarraAún no hay calificaciones
- Proyecto de Diana Milena RangelDocumento32 páginasProyecto de Diana Milena RangelHenry Rivera SotoAún no hay calificaciones
- Marta-Marin-Una-Gramatica-Para-Todos 2 PDFDocumento159 páginasMarta-Marin-Una-Gramatica-Para-Todos 2 PDFAnaLindner100% (2)
- Implementar 5S en farmaciaDocumento10 páginasImplementar 5S en farmaciadilmerAún no hay calificaciones
- Vulnerabilidades en RedesDocumento47 páginasVulnerabilidades en RedesVictor Jose Ortiz MadalengoitiaAún no hay calificaciones
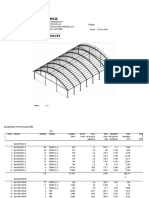
- Resumen de materiales para estructura parabólicaDocumento3 páginasResumen de materiales para estructura parabólicapaúl quicañoAún no hay calificaciones
- Material AA2 MaquetaciónDocumento8 páginasMaterial AA2 MaquetaciónAnonymous fpWCAsj56yAún no hay calificaciones
- IEEE - Calculo de La Demanda de Saturacion de Energia ElectricaDocumento6 páginasIEEE - Calculo de La Demanda de Saturacion de Energia ElectricaFundaciónRedSocialAún no hay calificaciones
- Webcam Eróticas Sexo Por Whatsapp en MadridDocumento2 páginasWebcam Eróticas Sexo Por Whatsapp en MadridEroticoAún no hay calificaciones
- Acceso e importancia de la información contable para la toma de decisionesDocumento4 páginasAcceso e importancia de la información contable para la toma de decisionesignacio acosta vasquezAún no hay calificaciones
- Trabajo Final-Grupo 2Documento47 páginasTrabajo Final-Grupo 2Brando Rodolfo Ancharayco RuizAún no hay calificaciones
- Cencosud Newland - 12704733Documento44 páginasCencosud Newland - 12704733German ArciniegasAún no hay calificaciones
- Diagramas Del ProcesoDocumento17 páginasDiagramas Del ProcesoSantiago EncaladaAún no hay calificaciones
- Laboratorio 1 Procesador de Texto y Presentaciones Digitales FinalDocumento15 páginasLaboratorio 1 Procesador de Texto y Presentaciones Digitales FinalMonica OramasAún no hay calificaciones
- Tarea RUP EnsayoDocumento1 páginaTarea RUP EnsayoERICK ANTONIO PEREZ GARCIAAún no hay calificaciones
- Practica Aula9-ResueltoDocumento3 páginasPractica Aula9-ResueltoJosue Alexander CayetanoAún no hay calificaciones
- Población Muestra y Variablesestadísticas 11ºDocumento2 páginasPoblación Muestra y Variablesestadísticas 11ºELVIS JEYSON DURAN QUINTEROAún no hay calificaciones
- S01 - Trabajo RemotoDocumento18 páginasS01 - Trabajo RemotoRoger Apaza TiconaAún no hay calificaciones
- El InternetDocumento8 páginasEl Internetjhojana RodriguezAún no hay calificaciones
- Aplicaciones del BI para la industria petroleraDocumento2 páginasAplicaciones del BI para la industria petroleraRodolfo Useche MeloAún no hay calificaciones
- Teoria de La RestriccionesDocumento53 páginasTeoria de La RestriccionesCHEMAAún no hay calificaciones
- HDV Oscar Andres OrejuelaDocumento4 páginasHDV Oscar Andres OrejuelaAndres OrejuelaAún no hay calificaciones
- Zig Zag y Red & Blue ChairDocumento16 páginasZig Zag y Red & Blue ChairSomuloAún no hay calificaciones
- CQ2405 LaDocumento2 páginasCQ2405 LaHP_PSGAún no hay calificaciones
- Protección jurídica del software en Argentina, EEUU, Colombia y PerúDocumento5 páginasProtección jurídica del software en Argentina, EEUU, Colombia y PerúMarilu MargotAún no hay calificaciones
- CVCVCVDocumento3 páginasCVCVCVfluxfluxorAún no hay calificaciones
- Subneteo proporciona mejor manejo de redesDocumento10 páginasSubneteo proporciona mejor manejo de redesJamy EspinalAún no hay calificaciones
- FORMULARIOS-BOTONES DE FORMULARIOS - ExcellDocumento22 páginasFORMULARIOS-BOTONES DE FORMULARIOS - Excellardillafeliz13Aún no hay calificaciones
- Entidades Formacion Acreditadas Modalidad Teleformacion PDFDocumento10 páginasEntidades Formacion Acreditadas Modalidad Teleformacion PDFJulio Betancourt JaramilloAún no hay calificaciones
- 2 3 Metrado de Cargas en Edificaciones IDocumento71 páginas2 3 Metrado de Cargas en Edificaciones IvickyAún no hay calificaciones
- Fundamentos del proceso administrativo: planeación, organización, dirección y controlDocumento15 páginasFundamentos del proceso administrativo: planeación, organización, dirección y controlNelson Morales100% (2)
- Excavadora JCBDocumento20 páginasExcavadora JCBDaniel Gutiérrez83% (6)
- 8 Steps to Problem Solving: Six SigmaDe Everand8 Steps to Problem Solving: Six SigmaCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Best Practices in Lean Six Sigma Process Improvement: A Deeper LookDe EverandBest Practices in Lean Six Sigma Process Improvement: A Deeper LookAún no hay calificaciones
- Lean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaDe EverandLean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaCalificación: 4 de 5 estrellas4/5 (1)
- Project Management: An Essential Guide for Beginners Who Want to Understand Agile, Scrum, Lean Six Sigma, Kanban and Kaizen When Applied to Managing ProjectsDe EverandProject Management: An Essential Guide for Beginners Who Want to Understand Agile, Scrum, Lean Six Sigma, Kanban and Kaizen When Applied to Managing ProjectsCalificación: 4 de 5 estrellas4/5 (1)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Six Sigma (Review and Analysis of Harry and Schroeder's Book)De EverandSix Sigma (Review and Analysis of Harry and Schroeder's Book)Aún no hay calificaciones
- Lean Six Sigma: The Ultimate Guide to Lean Six Sigma, Lean Enterprise, and Lean Manufacturing, with Tools Included for Increased Efficiency and Higher Customer SatisfactionDe EverandLean Six Sigma: The Ultimate Guide to Lean Six Sigma, Lean Enterprise, and Lean Manufacturing, with Tools Included for Increased Efficiency and Higher Customer SatisfactionCalificación: 5 de 5 estrellas5/5 (2)
- Lean Six Sigma Simplified: A Beginner’s Guide: Business ImprovementDe EverandLean Six Sigma Simplified: A Beginner’s Guide: Business ImprovementCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Practitioner's Guide to Statistics and Lean Six Sigma for Process ImprovementsDe EverandPractitioner's Guide to Statistics and Lean Six Sigma for Process ImprovementsAún no hay calificaciones
- Implementing Lean Six Sigma in 30 Days: Implement the world's most powerful improvement methodology in 30 daysDe EverandImplementing Lean Six Sigma in 30 Days: Implement the world's most powerful improvement methodology in 30 daysAún no hay calificaciones
- Six Sigma: Advanced Tools for Black Belts and Master Black BeltsDe EverandSix Sigma: Advanced Tools for Black Belts and Master Black BeltsAún no hay calificaciones
- Sales and Marketing the Six Sigma Way: Improve Your Sales Process, Win More Customers, Lower Costs & Boost MarginsDe EverandSales and Marketing the Six Sigma Way: Improve Your Sales Process, Win More Customers, Lower Costs & Boost MarginsCalificación: 3 de 5 estrellas3/5 (2)
- Lean Six Sigma for Service (PB): How to Use Lean Speed and Six Sigma Quality to Improve Services and TransactionsDe EverandLean Six Sigma for Service (PB): How to Use Lean Speed and Six Sigma Quality to Improve Services and TransactionsCalificación: 3.5 de 5 estrellas3.5/5 (17)
- Strategic Benchmarking Reloaded with Six Sigma: Improving Your Company's Performance Using Global Best PracticeDe EverandStrategic Benchmarking Reloaded with Six Sigma: Improving Your Company's Performance Using Global Best PracticeCalificación: 3 de 5 estrellas3/5 (1)
- Maximizing Lean Six Sigma Sustainability: Secrets to Making Lean Six Sigma LastDe EverandMaximizing Lean Six Sigma Sustainability: Secrets to Making Lean Six Sigma LastAún no hay calificaciones
- Practical Control Charts: Control Charts Made Easy!De EverandPractical Control Charts: Control Charts Made Easy!Aún no hay calificaciones
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- Lean Six Sigma For Leaders: A practical guide for leaders to transform the way they run their organizationDe EverandLean Six Sigma For Leaders: A practical guide for leaders to transform the way they run their organizationAún no hay calificaciones
- Statistics from A to Z: Confusing Concepts ClarifiedDe EverandStatistics from A to Z: Confusing Concepts ClarifiedAún no hay calificaciones
- Lean Six Sigma in Sales - Yin Yang -: Need for a common languageDe EverandLean Six Sigma in Sales - Yin Yang -: Need for a common languageAún no hay calificaciones
- Simulation-based Lean Six-Sigma and Design for Six-SigmaDe EverandSimulation-based Lean Six-Sigma and Design for Six-SigmaCalificación: 3 de 5 estrellas3/5 (2)