También podría gustarte
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDe EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaAún no hay calificaciones
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108De EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Aún no hay calificaciones
- Auditoria Energetica Clinica PDFDocumento43 páginasAuditoria Energetica Clinica PDFJeanpierre Mogollón RosalesAún no hay calificaciones
- Clase Seleccion de Una CalderaDocumento60 páginasClase Seleccion de Una CalderaGerald Castillo100% (1)
- Balance térmico caldera pirotubular UNCMDocumento21 páginasBalance térmico caldera pirotubular UNCMcesar6huhAún no hay calificaciones
- Determinacion de La Eficiencia Termica en Calderos Pirotubulares FinalDocumento13 páginasDeterminacion de La Eficiencia Termica en Calderos Pirotubulares FinalKris Andreé Pérez0% (1)
- Ayudantia Calderas 1Documento2 páginasAyudantia Calderas 1Tomas Muñoz VergaraAún no hay calificaciones
- Calderos IndustrialesDocumento42 páginasCalderos Industrialesalexcornejosuni60% (5)
- Reparacion de Calderas PirotubularesDocumento23 páginasReparacion de Calderas PirotubularesXamir Suarez AlejandroAún no hay calificaciones
- Trat Ag Ind Clase 6 - LGGB 2017Documento43 páginasTrat Ag Ind Clase 6 - LGGB 2017Erika Marcelo MelgarAún no hay calificaciones
- Laboratorio CalderaDocumento17 páginasLaboratorio CalderaNelson Valentin Castillo AranaAún no hay calificaciones
- Curso de actualización profesional en diseño y cálculo de instalaciones de gasDocumento66 páginasCurso de actualización profesional en diseño y cálculo de instalaciones de gasEdinson Herrera VasquezAún no hay calificaciones
- Determinacion de La Eficiencia Termica en Calderos Pirotubulares FinalDocumento16 páginasDeterminacion de La Eficiencia Termica en Calderos Pirotubulares FinalBrian Meza CanepaAún no hay calificaciones
- Generadores de Vapor Parte 2,2011Documento29 páginasGeneradores de Vapor Parte 2,2011Maria FariasAún no hay calificaciones
- Proyecto de Queseria IndustrialDocumento14 páginasProyecto de Queseria IndustrialMonica QuispeAún no hay calificaciones
- Ensayo de Una Caldera Pirotubular-FranklynDocumento18 páginasEnsayo de Una Caldera Pirotubular-FranklynTiffany Davis0% (1)
- Ing. Termica Calderasxxx (Recuperado)Documento19 páginasIng. Termica Calderasxxx (Recuperado)jennyAún no hay calificaciones
- Eficiencia Térmica de CalderaDocumento16 páginasEficiencia Térmica de CalderaPavel Lorenzo LimiaAún no hay calificaciones
- CALDERADocumento9 páginasCALDERAKamila HesseAún no hay calificaciones
- Auditoria Energetica en Generadores de VaporDocumento20 páginasAuditoria Energetica en Generadores de VaporJaime Iván Vera MelgarAún no hay calificaciones
- Determinacion de La Eficiencia Termica en Calderos PirotubularesDocumento17 páginasDeterminacion de La Eficiencia Termica en Calderos PirotubularesDeyner Ayala RamosAún no hay calificaciones
- 3) Métodos de Cálculo de Consumo de Vapor 2023Documento17 páginas3) Métodos de Cálculo de Consumo de Vapor 2023Elsy De la RosaAún no hay calificaciones
- Procesos Termodinámicos IIDocumento13 páginasProcesos Termodinámicos IICristian Villegas BustamanteAún no hay calificaciones
- Operaciones Agroindustriales IIDocumento9 páginasOperaciones Agroindustriales IIKarlos Alayo BardalesAún no hay calificaciones
- Integración Sistemas Climatización y Refrigeración CO2 TranscríticoDocumento27 páginasIntegración Sistemas Climatización y Refrigeración CO2 TranscríticoMarc AnmellaAún no hay calificaciones
- Caldero InvestigacionDocumento8 páginasCaldero InvestigacionKevinYelsidGrijalvaAún no hay calificaciones
- Introducción Sistema de Distribución de VaporDocumento12 páginasIntroducción Sistema de Distribución de VaporSergio RafaelAún no hay calificaciones
- Problemas de TG MRDocumento15 páginasProblemas de TG MRIrvinRamosRojasAún no hay calificaciones
- Plantas de VaporDocumento12 páginasPlantas de Vaporjuangmc100% (1)
- CiclosVaporPotenciaDocumento16 páginasCiclosVaporPotenciaSebastian MartinezAún no hay calificaciones
- Acs CalculoDocumento9 páginasAcs CalculoGustavo Gonzalez ToledoAún no hay calificaciones
- Practica 2Documento9 páginasPractica 2loginjuanAún no hay calificaciones
- Energatermica 150822164855 Lva1 App6891Documento220 páginasEnergatermica 150822164855 Lva1 App6891Elkin DodgeAún no hay calificaciones
- Balance térmico de un generador de vaporDocumento33 páginasBalance térmico de un generador de vaporCesar Huaycho100% (2)
- Cálculo y Dimensionamiento Serpentines Sumergidos. Rev2Documento69 páginasCálculo y Dimensionamiento Serpentines Sumergidos. Rev2doraq7975Aún no hay calificaciones
- Diseño y Cálculo en Proyectos de Instalaciones de Gas Natural en EdificacionesDocumento18 páginasDiseño y Cálculo en Proyectos de Instalaciones de Gas Natural en EdificacionesNaldo CaceresAún no hay calificaciones
- Mantenimiento de calderas en planta de generación de vapor en VenezuelaDocumento8 páginasMantenimiento de calderas en planta de generación de vapor en VenezuelaDanny ZabalaAún no hay calificaciones
- Introducción Sistema de VaporDocumento18 páginasIntroducción Sistema de VaporLUIS DAVID GUERRA ALVARADOAún no hay calificaciones
- Diseño de CalderasDocumento27 páginasDiseño de CalderasOscar Olivares100% (3)
- Apuntes 1 Generadores de VaporDocumento29 páginasApuntes 1 Generadores de VaporDieguitoOmarMoralesAún no hay calificaciones
- Selección e Instalación de Un Sistema de Vapor para Una Fábrica de Sardinas PDFDocumento8 páginasSelección e Instalación de Un Sistema de Vapor para Una Fábrica de Sardinas PDFSandino LunaAún no hay calificaciones
- Diapositiva I - Operaciones UnitariasDocumento29 páginasDiapositiva I - Operaciones UnitariasYanina MonasterioAún no hay calificaciones
- Calculo Consumo Vapor EquiposDocumento8 páginasCalculo Consumo Vapor EquiposKarla Cristy Mesina GallegosAún no hay calificaciones
- Ecv1 TecnologiaDocumento10 páginasEcv1 TecnologiaLuis Enrique PinillosAún no hay calificaciones
- Prácrica 2. Turbinas de Vapor y CondensadorDocumento11 páginasPrácrica 2. Turbinas de Vapor y CondensadorBruno RamirezAún no hay calificaciones
- Clase 07 1Documento28 páginasClase 07 1Cindy Chavez BerrospiAún no hay calificaciones
- S03.s1 - Ciclos TermodinámicosDocumento39 páginasS03.s1 - Ciclos TermodinámicosDilver Inga VeelasquezAún no hay calificaciones
- 2 Análisis de La Tecnología PinchDocumento5 páginas2 Análisis de La Tecnología PinchJohanita CoraLi Velasque OroscoAún no hay calificaciones
- Introducción Sistema de Vapor, Clase 1, 1ra Parte - A 1er - Sem - 2022Documento18 páginasIntroducción Sistema de Vapor, Clase 1, 1ra Parte - A 1er - Sem - 2022Elena FrancoAún no hay calificaciones
- Calderos Con Generación de Vapor.Documento13 páginasCalderos Con Generación de Vapor.Grover Sarabia HerediaAún no hay calificaciones
- Actividad 1Documento6 páginasActividad 1Karen Lissethe Guerrero HuamánAún no hay calificaciones
- Calderas de vapor: conceptos fundamentalesDocumento93 páginasCalderas de vapor: conceptos fundamentalesutezmgc100% (4)
- Generación de vapor potencia motores combustiónDocumento9 páginasGeneración de vapor potencia motores combustiónArturo CruzAún no hay calificaciones
- Laboratorio Nº3 Maquinas TermicasDocumento12 páginasLaboratorio Nº3 Maquinas TermicasPaulo Lama0% (1)
- Práctica de Ciclo de Refrigeración Por Compresión de Vapor PDFDocumento16 páginasPráctica de Ciclo de Refrigeración Por Compresión de Vapor PDFjvargasgAún no hay calificaciones
- Performance de Una CalderaDocumento14 páginasPerformance de Una CalderaWiler Rondan Chuchon0% (1)
- Apuntes 2 G. VaporDocumento23 páginasApuntes 2 G. VaporDieguitoOmarMoralesAún no hay calificaciones
- Cuestionario TV - Latini SantiagoDocumento11 páginasCuestionario TV - Latini SantiagoSantiago LatiniAún no hay calificaciones
- Turbinas A Vapor - Ciclo RankineDocumento33 páginasTurbinas A Vapor - Ciclo RankineJose L. GarciaAún no hay calificaciones
- Examen 1 Secundaria - QuimicaDocumento2 páginasExamen 1 Secundaria - QuimicaMayra Pariona CruzAún no hay calificaciones
- Examen Pre - FisicaDocumento2 páginasExamen Pre - FisicaMayra Pariona CruzAún no hay calificaciones
- Examen Primero de Secundaria - FisicaDocumento2 páginasExamen Primero de Secundaria - FisicaMayra Pariona CruzAún no hay calificaciones
- ENSAYODocumento1 páginaENSAYOMayra Pariona CruzAún no hay calificaciones
- Examen Pre Secundaria - QuimicaDocumento2 páginasExamen Pre Secundaria - QuimicaMayra Pariona CruzAún no hay calificaciones
- Diccionario de EdtDocumento1 páginaDiccionario de EdtMayra Pariona CruzAún no hay calificaciones
- Experiencia de Aprendizaje 2Documento5 páginasExperiencia de Aprendizaje 2Mayra Pariona CruzAún no hay calificaciones
- Examen 2 Secundaria - QuimicaDocumento2 páginasExamen 2 Secundaria - QuimicaMayra Pariona CruzAún no hay calificaciones
- Los Alcanos para Cuarto Grado de SecundariaDocumento7 páginasLos Alcanos para Cuarto Grado de SecundariaMayra Pariona CruzAún no hay calificaciones
- FISICADocumento2 páginasFISICAMayra Pariona CruzAún no hay calificaciones
- Hidrocarburos Saturados para Tercer Grado de SecundariaDocumento5 páginasHidrocarburos Saturados para Tercer Grado de SecundariaMayra Pariona CruzAún no hay calificaciones
- Inst Elect Ilum ExtDocumento18 páginasInst Elect Ilum ExtMayra Pariona CruzAún no hay calificaciones
- Monografia CorrosionDocumento20 páginasMonografia CorrosionMayra Pariona CruzAún no hay calificaciones
- ClavesDocumento1 páginaClavesMayra Pariona CruzAún no hay calificaciones
- Boletín - Junio 2021Documento33 páginasBoletín - Junio 2021Mayra Pariona CruzAún no hay calificaciones
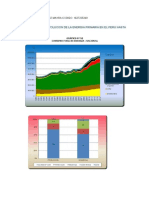
- Planeamento Energético 2Documento2 páginasPlaneamento Energético 2Mayra Pariona CruzAún no hay calificaciones
- Evaluacion de EntradaDocumento2 páginasEvaluacion de EntradaMayra Pariona CruzAún no hay calificaciones
- Modelo de Cálculo - Impacto de Chorro PDFDocumento3 páginasModelo de Cálculo - Impacto de Chorro PDFXezzarAún no hay calificaciones
- Aplicaciones de la Mecánica de FluidosDocumento296 páginasAplicaciones de la Mecánica de FluidosJose Manuel Montenegro Soto0% (1)
- s5 2 Sec Evaluacion ComunicacionDocumento1 páginas5 2 Sec Evaluacion ComunicacionReynaldo Javier Perez EspejoAún no hay calificaciones
- Reflexion Sobre La Salud)Documento4 páginasReflexion Sobre La Salud)Ian AsAún no hay calificaciones
- Laboratorio #2 - Circuitos Rectificadores de C.A.Documento14 páginasLaboratorio #2 - Circuitos Rectificadores de C.A.Mayra Pariona CruzAún no hay calificaciones
- Ensayo de Los Proceos de Admision y FormaciónDocumento19 páginasEnsayo de Los Proceos de Admision y FormaciónMayra Pariona CruzAún no hay calificaciones
- Identificación de riesgos en laboratorio de electricidadDocumento34 páginasIdentificación de riesgos en laboratorio de electricidadMayra Pariona Cruz100% (1)
- Diapositiva de Las Problematicas Del Laboratorio ElectricidadDocumento16 páginasDiapositiva de Las Problematicas Del Laboratorio ElectricidadMayra Pariona CruzAún no hay calificaciones
- 21 - Control Total de PérdidasDocumento139 páginas21 - Control Total de PérdidasMayra Pariona CruzAún no hay calificaciones
- Análisi de FallasDocumento13 páginasAnálisi de FallasFrancis N LazoAún no hay calificaciones
- Confiabilidad OperacionalDocumento11 páginasConfiabilidad OperacionalHANS RUBENS GONZALES CHAVEZAún no hay calificaciones
- Auditoría de MantenimientoDocumento107 páginasAuditoría de MantenimientoMayra Pariona Cruz100% (1)
- Formulario de cálculo diferencialDocumento2 páginasFormulario de cálculo diferencialPaola LoEsAún no hay calificaciones
- Pasion Por Mexico - Engranes - 09-11-16Documento62 páginasPasion Por Mexico - Engranes - 09-11-16Victor Paniagua MauleónAún no hay calificaciones
- Curso API 571 (Español)Documento40 páginasCurso API 571 (Español)Chava Zamora95% (20)
- TarrajeoDocumento44 páginasTarrajeoAndresAún no hay calificaciones
- NTP 399 400 2001 PDFDocumento94 páginasNTP 399 400 2001 PDFJhordin Fernandez QuispeAún no hay calificaciones
- Flexion SimpleDocumento13 páginasFlexion SimpleBentura VenturaAún no hay calificaciones
- Bromuro de N ButiloDocumento2 páginasBromuro de N ButiloVivianaPiedraMontoyaAún no hay calificaciones
- Pararrayos EjemploDocumento9 páginasPararrayos EjemploMary MitchellAún no hay calificaciones
- Tipos de ConectoresDocumento12 páginasTipos de ConectoreslordpatricioxAún no hay calificaciones
- Deber de DilatacionDocumento8 páginasDeber de DilatacionMildred Quiroz QuirozAún no hay calificaciones
- EMO-05 M1AA2L1 MovimientoDocumento7 páginasEMO-05 M1AA2L1 MovimientoPaty TapiaAún no hay calificaciones
- Mezclas y SolucionesDocumento9 páginasMezclas y SolucionesCarmen PerezAún no hay calificaciones
- Interacciones molde-hidroxiapatita durante el vaciado de aleaciones de cobaltoDocumento4 páginasInteracciones molde-hidroxiapatita durante el vaciado de aleaciones de cobaltocesarAún no hay calificaciones
- Practica NDocumento3 páginasPractica NAldair AsenciosAún no hay calificaciones
- La relación entre comunicación y organizaciónDocumento190 páginasLa relación entre comunicación y organizaciónnicolas cristianAún no hay calificaciones
- Métodos numéricos - bisección, Newton-Raphson, deflexión máxima vigaDocumento4 páginasMétodos numéricos - bisección, Newton-Raphson, deflexión máxima vigaLaura Yuliana Archila GonzalezAún no hay calificaciones
- Calderas MantenimientoDocumento68 páginasCalderas MantenimientoGustavo JaimeAún no hay calificaciones
- Verificación de Errores en La Transmisión de DatosDocumento19 páginasVerificación de Errores en La Transmisión de DatosKevin VegaAún no hay calificaciones
- El Árbol de La CienciaDocumento13 páginasEl Árbol de La CienciaDolors Ivorra Cano100% (1)
- Cuestionario Sobre EpitelioDocumento3 páginasCuestionario Sobre EpitelioJhonatan Sierra50% (6)
- Robots inteligentes: ¿Posible o ciencia ficciónDocumento2 páginasRobots inteligentes: ¿Posible o ciencia ficciónSergio-AlejandroAún no hay calificaciones
- Informe 4 Suelos 2Documento9 páginasInforme 4 Suelos 2James AguirreAún no hay calificaciones
- Dickson, Gordon R - D5, El Espiritu de Los Dorsai PDFDocumento96 páginasDickson, Gordon R - D5, El Espiritu de Los Dorsai PDFritoeternoAún no hay calificaciones
- Desigualdad de Cauchy Bunyakovsky SchwarzDocumento2 páginasDesigualdad de Cauchy Bunyakovsky Schwarzcirilo100% (1)
- Balance MoliendaDocumento69 páginasBalance MoliendaSintia Yuli Ponce AguirreAún no hay calificaciones
- Velocidad-Aire 2Documento12 páginasVelocidad-Aire 2Tito Flores TorresAún no hay calificaciones
- Curso 7-Mecánica de Rocas-PUCV-F FernandezDocumento127 páginasCurso 7-Mecánica de Rocas-PUCV-F FernandezBillie Joe ArmstrongAún no hay calificaciones
- Introducción al muestreo estadístico y sus conceptos claveDocumento50 páginasIntroducción al muestreo estadístico y sus conceptos claveyulexypiscoAún no hay calificaciones
- Principios técnicos de los ejercicios hipopresivosDocumento10 páginasPrincipios técnicos de los ejercicios hipopresivosAngel Miro MartiAún no hay calificaciones
- Taller Tarea 1Documento2 páginasTaller Tarea 1Xiomara Torres ArizaAún no hay calificaciones