También podría gustarte
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Procedimiento de PinturaDocumento12 páginasProcedimiento de PinturaElmer RamosAún no hay calificaciones
- Inspeccion VisualDocumento13 páginasInspeccion VisualDavid SALGUERO OLVEAAún no hay calificaciones
- Procedimiento de Fabricacion de SpoolsDocumento12 páginasProcedimiento de Fabricacion de SpoolsPer DC100% (5)
- Montaje de redes de distribución de agua. ENAT0108De EverandMontaje de redes de distribución de agua. ENAT0108Aún no hay calificaciones
- Practica N.º 4 Inspección VisualDocumento12 páginasPractica N.º 4 Inspección VisualBianka Garcia IbañezAún no hay calificaciones
- Procedimiento montaje y torque pernosDocumento7 páginasProcedimiento montaje y torque pernosyahirrocagalindo100% (2)
- Inspección visual soldadura acero D1.1 D1.3Documento13 páginasInspección visual soldadura acero D1.1 D1.3Joni Fd100% (2)
- Procedimiento GeneraL de SOLDADURADocumento28 páginasProcedimiento GeneraL de SOLDADURAAriel GalvezAún no hay calificaciones
- Procedimiento para Llevar A Cabo Una Inspeccion VisualDocumento32 páginasProcedimiento para Llevar A Cabo Una Inspeccion Visualcln100% (5)
- Procedimiento de Inspeccion VisualDocumento8 páginasProcedimiento de Inspeccion VisualJuan Araujo100% (2)
- Inspección y Control de Calidad en SoldadurasDocumento5 páginasInspección y Control de Calidad en SoldadurasjuanAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Normas de inspección visualDocumento16 páginasNormas de inspección visualclnAún no hay calificaciones
- 3.4 Procedimiento de Inspeccion Visual de Soldadura EcsDocumento12 páginas3.4 Procedimiento de Inspeccion Visual de Soldadura Ecsjorge villaAún no hay calificaciones
- Fabricación de barandas circularesDocumento8 páginasFabricación de barandas circularesedaupizaAún no hay calificaciones
- Responsabilidades en fabricación de spoolsDocumento10 páginasResponsabilidades en fabricación de spoolsVania Cordova67% (6)
- Procedimiento de Inspeccion Visual de Soldadura Samir VegaDocumento7 páginasProcedimiento de Inspeccion Visual de Soldadura Samir VegasamyvegaAún no hay calificaciones
- Procedimiento de Inspeccion Visual de SoldaduraDocumento11 páginasProcedimiento de Inspeccion Visual de SoldaduraEddy ArreolaAún no hay calificaciones
- Msud MSTD-404 Manual 001 PDFDocumento183 páginasMsud MSTD-404 Manual 001 PDFJhonatan Paolo Sosa PauliniAún no hay calificaciones
- 3.3 Procedimiento de Fabricacion de Silo de Almacenamiento de NitratoDocumento13 páginas3.3 Procedimiento de Fabricacion de Silo de Almacenamiento de Nitratojorge villaAún no hay calificaciones
- Wa0029 PDFDocumento160 páginasWa0029 PDFEdgar González100% (1)
- PE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresDocumento5 páginasPE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresAlejandro Nieto100% (1)
- ESS-OPE-ACI-PRO005 - Procedimiento de Ranurado de Tubería PDFDocumento6 páginasESS-OPE-ACI-PRO005 - Procedimiento de Ranurado de Tubería PDFleandreu82649Aún no hay calificaciones
- Criterios de Aceptabilidad para Soldaduras en Inspeccion VisualDocumento3 páginasCriterios de Aceptabilidad para Soldaduras en Inspeccion VisualMauricioAún no hay calificaciones
- Ajuste y acabado de instalaciones de mobiliario. MAMR0408De EverandAjuste y acabado de instalaciones de mobiliario. MAMR0408Aún no hay calificaciones
- Caso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoDocumento4 páginasCaso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoHugo Ferro Cuellar50% (2)
- S13.s1 - Inspección de SoldaduraDocumento6 páginasS13.s1 - Inspección de SoldaduraHENRYAún no hay calificaciones
- Procedimiento de Inspeccion VisualDocumento20 páginasProcedimiento de Inspeccion Visualsamyvega100% (1)
- Plan Control de La Estructura MetalicaDocumento8 páginasPlan Control de La Estructura MetalicaArturo Perez100% (7)
- Montaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409De EverandMontaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409Calificación: 5 de 5 estrellas5/5 (1)
- Responsabilidades del Inspector de SoldaduraDocumento8 páginasResponsabilidades del Inspector de SoldaduraDante RojasAún no hay calificaciones
- Responsabilidades Del Inspector de Soldadura Mpo-Cod-008Documento8 páginasResponsabilidades Del Inspector de Soldadura Mpo-Cod-008Dante RojasAún no hay calificaciones
- Procedprocedimiento y EvaluacionDocumento5 páginasProcedprocedimiento y Evaluacionrocke007Aún no hay calificaciones
- Inspeccion de SoldaduraDocumento5 páginasInspeccion de SoldaduraLuis Eduardo Perez RangelAún no hay calificaciones
- Asesoría y Supervisión en SoldaduraDocumento5 páginasAsesoría y Supervisión en SoldaduraPablo Fidel Rodriguez MogollonAún no hay calificaciones
- Ensayo visual: Fundamentos, alcances e instrumentaciónDocumento5 páginasEnsayo visual: Fundamentos, alcances e instrumentaciónFélix Vladimir Condori BordaAún no hay calificaciones
- Resumen Del Modulo de Inspeccion VisualDocumento11 páginasResumen Del Modulo de Inspeccion VisualJaime GiraldoAún no hay calificaciones
- Configuracion Estructural - Inspeccion Visual de SoldaduraDocumento4 páginasConfiguracion Estructural - Inspeccion Visual de SoldaduraLorena HuGo100% (1)
- Pr-Sem-Mec-003 Procedimiento Inspeccion de Soldadura 2013Documento12 páginasPr-Sem-Mec-003 Procedimiento Inspeccion de Soldadura 2013Jhon CarrionAún no hay calificaciones
- Teoría Calidad Soldadura - IAS - (Check List) - Año 2009Documento5 páginasTeoría Calidad Soldadura - IAS - (Check List) - Año 2009Alejandro PeruchenaAún no hay calificaciones
- PDF Procedimiento de Fabricacion de Spools - CompressDocumento10 páginasPDF Procedimiento de Fabricacion de Spools - CompressVictor Hugo Quispe CcoylloAún no hay calificaciones
- Inspección de soldadura: secuencia y actividadesDocumento8 páginasInspección de soldadura: secuencia y actividadesduvanp92Aún no hay calificaciones
- Responsabilidades Del Inspector de SoldaduraDocumento42 páginasResponsabilidades Del Inspector de SoldaduraHenry Matos100% (2)
- Técnicas Superficiales en Inspección de SoldaduraDocumento111 páginasTécnicas Superficiales en Inspección de SoldaduraPercyAlexanderAún no hay calificaciones
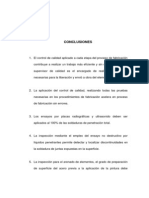
- 5 ConclusionesDocumento7 páginas5 ConclusionesDavid DaemmejAún no hay calificaciones
- Capitulo 5Documento50 páginasCapitulo 5José Roberto Urrutia MeléndezAún no hay calificaciones
- SOLDADUURDocumento10 páginasSOLDADUURsmeykelAún no hay calificaciones
- Procedimiento de Trabajos en SoldaduraDocumento12 páginasProcedimiento de Trabajos en SoldaduraCristian loyolaAún no hay calificaciones
- Aws D1.1Documento75 páginasAws D1.1johnAún no hay calificaciones
- D1.1 Guia para La InspectorDocumento74 páginasD1.1 Guia para La InspectorMARIBEL CAMPOS HUAMANAún no hay calificaciones
- PR-CASSOMA-P.36 - Rev 02 - PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURADocumento6 páginasPR-CASSOMA-P.36 - Rev 02 - PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURAoscarAún no hay calificaciones
- Control de Calidad de La SoldaduraDocumento22 páginasControl de Calidad de La SoldaduraBryan Christopher Díaz SalgadoAún no hay calificaciones
- AWS D1.1. Cap 6 (Arg.)Documento64 páginasAWS D1.1. Cap 6 (Arg.)Joaquinillo TreviñoAún no hay calificaciones
- Materia de SoldaduraDocumento48 páginasMateria de SoldaduraDanny Narvaez YaguanaAún no hay calificaciones
- INSPECCIÓN VISUAL DE SOLDADURAS SMAWDocumento19 páginasINSPECCIÓN VISUAL DE SOLDADURAS SMAWNena PyAún no hay calificaciones
- Inspeccion Visual SoldaduraDocumento20 páginasInspeccion Visual SoldaduraJj-freelanceIngenieriaCivilAún no hay calificaciones
- Instructivo de Fabricación de Productos Metálicos SoldadosDocumento22 páginasInstructivo de Fabricación de Productos Metálicos Soldadoswendy carolina jimenez pinedaAún no hay calificaciones
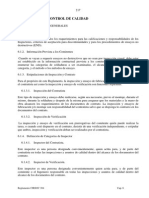
- Manual de Control de CalidadDocumento23 páginasManual de Control de CalidadCarlos CastilloAún no hay calificaciones
- Trabajo ArmandoDocumento14 páginasTrabajo ArmandoVairon QuezadaAún no hay calificaciones
- Normas de competencia del carpintero metálico en aceroDe EverandNormas de competencia del carpintero metálico en aceroAún no hay calificaciones
- Cronograma de Tuberias HdpeDocumento3 páginasCronograma de Tuberias Hdpejorge villaAún no hay calificaciones
- Sensores Arcata PDFDocumento1 páginaSensores Arcata PDFjorge villaAún no hay calificaciones
- Informe SSO Instalación sensores GLP ArcataDocumento15 páginasInforme SSO Instalación sensores GLP Arcatajorge villaAún no hay calificaciones
- FOR-SIG-024 Inspeccion de Botiquin de Primeros Auxilios V-0Documento1 páginaFOR-SIG-024 Inspeccion de Botiquin de Primeros Auxilios V-0jorge villaAún no hay calificaciones
- Grada 1Documento1 páginaGrada 1jorge villaAún no hay calificaciones
- FOR-SIG-021 Programa Anual de Inspecciones V-0Documento3 páginasFOR-SIG-021 Programa Anual de Inspecciones V-0jorge villaAún no hay calificaciones
- Protocolo de Desmontajde Tuberias y TanqueDocumento2 páginasProtocolo de Desmontajde Tuberias y Tanquejorge villaAún no hay calificaciones
- Grada 3Documento1 páginaGrada 3jorge villaAún no hay calificaciones
- BARCASADocumento1 páginaBARCASAjorge villaAún no hay calificaciones
- Informe Final de Proyecto Retiro de TK GLP Laboratorio UO AresDocumento9 páginasInforme Final de Proyecto Retiro de TK GLP Laboratorio UO Aresjorge villaAún no hay calificaciones
- FOR-SIG-022 Inspeccion de Extintores V-0Documento1 páginaFOR-SIG-022 Inspeccion de Extintores V-0jorge villaAún no hay calificaciones
- FOR-SIG-023 Inspección de Luces de Emergecia V-0Documento1 páginaFOR-SIG-023 Inspección de Luces de Emergecia V-0jorge villaAún no hay calificaciones
- A1-CAP090471200081-890-36-134 Rev.B-ECSDocumento1 páginaA1-CAP090471200081-890-36-134 Rev.B-ECSjorge villaAún no hay calificaciones
- Planeamiento estratégico personal enDocumento28 páginasPlaneamiento estratégico personal enjorge villaAún no hay calificaciones
- Cotizacion de Tuberia de Keysin de 8pulgDocumento5 páginasCotizacion de Tuberia de Keysin de 8pulgjorge villaAún no hay calificaciones
- Metrado AdicionalDocumento9 páginasMetrado Adicionaljorge villaAún no hay calificaciones
- Cotizacion de Tuberia de Keysin A Tuberia de 4 y 2Documento6 páginasCotizacion de Tuberia de Keysin A Tuberia de 4 y 2jorge villaAún no hay calificaciones
- Cotizacion de Tuberia de 6pulg Empalmar Con Poza SepticaDocumento5 páginasCotizacion de Tuberia de 6pulg Empalmar Con Poza Septicajorge villaAún no hay calificaciones
- Cotizacion de TanqueDocumento3 páginasCotizacion de Tanquejorge villaAún no hay calificaciones
- Cotizacion de Reforzamiento de Cobertura de Techo de EvaporacionDocumento16 páginasCotizacion de Reforzamiento de Cobertura de Techo de Evaporacionjorge villaAún no hay calificaciones
- Cotizacion de Instalacion de Tuberia de Poza de ContigenciaDocumento6 páginasCotizacion de Instalacion de Tuberia de Poza de Contigenciajorge villaAún no hay calificaciones
- A Ampliacion Empresa TextilDocumento2 páginasA Ampliacion Empresa Textiljorge villaAún no hay calificaciones
- Cotizacion de Base de Concreto ConelsurDocumento5 páginasCotizacion de Base de Concreto Conelsurjorge villaAún no hay calificaciones
- Cotizacion de Barandas y PasarelasDocumento4 páginasCotizacion de Barandas y Pasarelasjorge villaAún no hay calificaciones
- QC-M-013 Inspeccion Visual de Soldadura 016Documento1 páginaQC-M-013 Inspeccion Visual de Soldadura 016jorge villaAún no hay calificaciones
- Presupuesto para caseta de sala de bombasDocumento6 páginasPresupuesto para caseta de sala de bombasjorge villaAún no hay calificaciones
- QC-M-020 Registro de Control de Rolado 001Documento1 páginaQC-M-020 Registro de Control de Rolado 001jorge villaAún no hay calificaciones
- Calidad rolado nitratoDocumento1 páginaCalidad rolado nitratojorge villaAún no hay calificaciones
- Sesion 02 - IO2 1Documento11 páginasSesion 02 - IO2 1Andy Rodrigo Gamarra PajarAún no hay calificaciones
- Arrendamiento y EmpresaDocumento4 páginasArrendamiento y EmpresaDionimar100% (1)
- Arroz CamanejoDocumento1 páginaArroz CamanejoIvan Jucharo SuniAún no hay calificaciones
- U1 SM 1.2 Lectura TaylorFordToyotaDocumento7 páginasU1 SM 1.2 Lectura TaylorFordToyotaJorge ZuñigaAún no hay calificaciones
- Examen Final de Fusión de EmpresasDocumento2 páginasExamen Final de Fusión de EmpresasLeoncio Campos VilcarinoAún no hay calificaciones
- Baselli S.P.A. 23-02-2022Documento3 páginasBaselli S.P.A. 23-02-2022CLAUDIA ALARCONAún no hay calificaciones
- Examen Bimestral 11 CONTABILIDADDocumento2 páginasExamen Bimestral 11 CONTABILIDADsacri ColAún no hay calificaciones
- Plan Estrategico de MantenimientoDocumento7 páginasPlan Estrategico de MantenimientoJavierMolinaPAún no hay calificaciones
- Plantilla Informe Mensual de ActividadesDocumento1 páginaPlantilla Informe Mensual de ActividadesLuis Enrique Uribe RomeroAún no hay calificaciones
- Paso 1 - Presentar Documento Sobre Auditoria de CalidadDocumento8 páginasPaso 1 - Presentar Documento Sobre Auditoria de CalidadYINETH ISABELA ARIAS LOPEZAún no hay calificaciones
- Curso de Valorización Clase 03Documento5 páginasCurso de Valorización Clase 03Ketin VasquezAún no hay calificaciones
- 22 Cualidades Que Hacen A Un Gran LiderDocumento4 páginas22 Cualidades Que Hacen A Un Gran LiderSTEPHANNY PAOLA RAMOS GOMEZAún no hay calificaciones
- Ensayo Herramientas TecnológicasDocumento5 páginasEnsayo Herramientas TecnológicasDania AguilarAún no hay calificaciones
- Equipo1 Llantas y Rines El Aguila Grupo 131 Trabajo FinalDocumento26 páginasEquipo1 Llantas y Rines El Aguila Grupo 131 Trabajo FinalAbraham RedsAún no hay calificaciones
- Principios de Contabilidad GubernamentalDocumento5 páginasPrincipios de Contabilidad GubernamentalRamón Cruz SanchezAún no hay calificaciones
- 1 - Dec Ley 2150 de 1995Documento15 páginas1 - Dec Ley 2150 de 1995Johan Dario PeñaAún no hay calificaciones
- Automatización en Los Procesos de TrabajoDocumento3 páginasAutomatización en Los Procesos de TrabajoJuan Carlos Hidalgo ArenasAún no hay calificaciones
- Guía de aprendizaje sobre reconocimiento de pasivos y gastosDocumento7 páginasGuía de aprendizaje sobre reconocimiento de pasivos y gastosDayanna Garcia100% (1)
- Cuestionario 1 Ejecutar PSOE 2018Documento32 páginasCuestionario 1 Ejecutar PSOE 2018Ibeth DahanaAún no hay calificaciones
- 002-A Incremento Salarial y Pago de Retroactivo 2021Documento2 páginas002-A Incremento Salarial y Pago de Retroactivo 2021btiger96Aún no hay calificaciones
- Vacaciones LaboralesDocumento96 páginasVacaciones LaboralesLuna SevillaAún no hay calificaciones
- Modifican El Texto Único de Procedimientos Administrativos de La Oficina Nacional de Procesos ElectoralesDocumento4 páginasModifican El Texto Único de Procedimientos Administrativos de La Oficina Nacional de Procesos ElectoralesJaCky LuAún no hay calificaciones
- Estudio CanvasDocumento3 páginasEstudio CanvasAngel RangelAún no hay calificaciones
- Módulo 4 EstudiantesDocumento25 páginasMódulo 4 EstudiantesJose Miguel De AlmeidaAún no hay calificaciones
- Canvas Colombia 2020Documento1 páginaCanvas Colombia 2020Jaime Andrés Cruz ChalacanAún no hay calificaciones
- Formación y tipos de grupos enDocumento1 páginaFormación y tipos de grupos enGamalielAún no hay calificaciones
- Mapa Mental Vigilancia TecnológicaDocumento1 páginaMapa Mental Vigilancia TecnológicaMarcela Mar100% (1)
- Evaluación de emprendimientos CundinamarcaDocumento8 páginasEvaluación de emprendimientos CundinamarcaAndres MarinAún no hay calificaciones
- MAC Ejecutivo EmpresarioDocumento71 páginasMAC Ejecutivo EmpresarioBibian VargasAún no hay calificaciones
- Fuentes y técnicas de reclutamiento UTHDocumento3 páginasFuentes y técnicas de reclutamiento UTHDarlin Josue GarciaAún no hay calificaciones