También podría gustarte
- Sistemas de Cogeneración y Procesos de Síntesis de Cloruro de ViniloDocumento46 páginasSistemas de Cogeneración y Procesos de Síntesis de Cloruro de ViniloYael Luria CastellanosAún no hay calificaciones
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Síntesis-Ejercicios Unidad 1-Equipo 1Documento106 páginasSíntesis-Ejercicios Unidad 1-Equipo 1Piyo Jimenez WilsonAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- CH7 8Documento108 páginasCH7 8IsabelAún no hay calificaciones
- Ingeniería química. Soluciones a los problemas del tomo IDe EverandIngeniería química. Soluciones a los problemas del tomo IAún no hay calificaciones
- Qui025 Icipev Ce2 2021 t3Documento1 páginaQui025 Icipev Ce2 2021 t3ismaelAún no hay calificaciones
- El vehículo eléctrico y su infraestructura de cargaDe EverandEl vehículo eléctrico y su infraestructura de cargaCalificación: 5 de 5 estrellas5/5 (2)
- Problemas Capitulo 7Documento20 páginasProblemas Capitulo 7Marlu Velazquez Perez86% (14)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Resolución de Ejercicios QI U3Documento7 páginasResolución de Ejercicios QI U3Maria Emilia Marcillo MoreiraAún no hay calificaciones
- Balance de materia guía problemas química industrialDocumento13 páginasBalance de materia guía problemas química industrialCristian AlejandroAún no hay calificaciones
- Ejercicios Unidad 1 Cap 7y8Documento23 páginasEjercicios Unidad 1 Cap 7y8Yamimoon DtnAún no hay calificaciones
- 3 Taller de Quimica.Documento6 páginas3 Taller de Quimica.Luis Yoani Berrio CardonaAún no hay calificaciones
- Quimica Taller Reacciones Quimicas y EstequiometricasDocumento6 páginasQuimica Taller Reacciones Quimicas y EstequiometricasLuis Yoani Berrio CardonaAún no hay calificaciones
- Alcohol EsDocumento3 páginasAlcohol EsAldair Hernandez SantosAún no hay calificaciones
- Cdea 7 B 24 C 9 A 48 B 04 DB 49 B 20 CDocumento9 páginasCdea 7 B 24 C 9 A 48 B 04 DB 49 B 20 CJose Leonardo GomezAún no hay calificaciones
- Practica BalanceDocumento22 páginasPractica BalanceCANDIA LEON DENNIS ISAACAún no hay calificaciones
- Gasificacion 2Documento9 páginasGasificacion 2licheAún no hay calificaciones
- Examenfase 2 IntermDocumento10 páginasExamenfase 2 IntermEDJNETOAún no hay calificaciones
- Taller Recuperación Química 11ºDocumento2 páginasTaller Recuperación Química 11ºEner SomarAún no hay calificaciones
- 04 Esteqiome PDFDocumento30 páginas04 Esteqiome PDFManuel Hoyuela Roman100% (1)
- Proceso de obtención de etileno a partir de etanolDocumento2 páginasProceso de obtención de etileno a partir de etanolcarolina mejiaAún no hay calificaciones
- Capit 7 P. ResueltosDocumento17 páginasCapit 7 P. ResueltosYerely OrtízAún no hay calificaciones
- Taller 6 EpeDocumento9 páginasTaller 6 Epeariana Milenne Romero RequejoAún no hay calificaciones
- Reacciones QuimicasDocumento27 páginasReacciones QuimicasLiana CabrejosAún no hay calificaciones
- U04 Sol 004Documento30 páginasU04 Sol 004Manuel Bernal Carballa0% (1)
- Universidad Mayor Real Y Pontificia de San Francisco Xavier de ChuquisacaDocumento12 páginasUniversidad Mayor Real Y Pontificia de San Francisco Xavier de Chuquisacacanva cuentaAún no hay calificaciones
- Tarea Semana 3Documento5 páginasTarea Semana 3Mondyx2001Aún no hay calificaciones
- TAREADocumento18 páginasTAREAMimeAún no hay calificaciones
- Martin Rivera Tarea3Documento13 páginasMartin Rivera Tarea3Martin RiveraAún no hay calificaciones
- Tarea FinalDocumento6 páginasTarea FinalJ Pablo RamirezAún no hay calificaciones
- Prac 5Documento18 páginasPrac 5evilcry2Aún no hay calificaciones
- Actividades Ciclo VDocumento7 páginasActividades Ciclo VLeidy RojasAún no hay calificaciones
- Reporte de Practica No. 5Documento12 páginasReporte de Practica No. 5Spirit PardAún no hay calificaciones
- AlcoholesDocumento6 páginasAlcoholesBryan MachucaAún no hay calificaciones
- Solucionario Del Examen Parcial de Quimica IDocumento8 páginasSolucionario Del Examen Parcial de Quimica IJhonatanAún no hay calificaciones
- Hidrocarburos: Propiedades y reaccionesDocumento10 páginasHidrocarburos: Propiedades y reaccionesDey Calcina86% (7)
- DBP-anhídrido MaleicoDocumento3 páginasDBP-anhídrido MaleicoMari SalasAún no hay calificaciones
- Problemas TermoquímicaDocumento3 páginasProblemas TermoquímicaEduardo Aguado MartinezAún no hay calificaciones
- Ej Lenguaje Químico y EstequiometríaDocumento26 páginasEj Lenguaje Químico y EstequiometríaAndresAún no hay calificaciones
- 1 Actividad Tutoria Química Inorgánica 2020 1Documento5 páginas1 Actividad Tutoria Química Inorgánica 2020 1JeffreyAún no hay calificaciones
- Problemas de balance de materiales y reacciones químicasDocumento5 páginasProblemas de balance de materiales y reacciones químicascarmisymasarykAún no hay calificaciones
- Ejemplos Balance 5Documento7 páginasEjemplos Balance 5Uriel Rangel PenaAún no hay calificaciones
- Guia de Ejercicios (Balance de Materia)Documento7 páginasGuia de Ejercicios (Balance de Materia)Daniel GómezAún no hay calificaciones
- Ot21 Sep Quim7 1Documento5 páginasOt21 Sep Quim7 1JonathanArandaAAún no hay calificaciones
- Producción de cloruro de alilo: Balance de materia y análisis económicoDocumento19 páginasProducción de cloruro de alilo: Balance de materia y análisis económicoIsrael GarduñoAún no hay calificaciones
- Informe - Taller de EstequiometriaDocumento10 páginasInforme - Taller de EstequiometriaLuis TopónAún no hay calificaciones
- Solucià N Taller 1 Conceptos Quã Micos I-2Documento3 páginasSolucià N Taller 1 Conceptos Quã Micos I-2German AriasAún no hay calificaciones
- Informe Labo Inorganica #7Documento12 páginasInforme Labo Inorganica #7luis1419941Aún no hay calificaciones
- 9 UTP Reacciones - QuimicasDocumento53 páginas9 UTP Reacciones - Quimicaslitalomp05Aún no hay calificaciones
- Bloque I - Tema 2 - Procesos IndustrialesDocumento241 páginasBloque I - Tema 2 - Procesos IndustrialesmariamfsAún no hay calificaciones
- Ejericio PreparcialDocumento6 páginasEjericio PreparcialPau SanchezAún no hay calificaciones
- Balances de Materia en Diagramas de Flujo de Procesos - CompressDocumento7 páginasBalances de Materia en Diagramas de Flujo de Procesos - CompressLizeth Arango MtzAún no hay calificaciones
- Taller 6 EstequiometríaDocumento3 páginasTaller 6 Estequiometríaest.jhonf.cruzAún no hay calificaciones
- CineticaDocumento7 páginasCineticaIvan AlmeydaAún no hay calificaciones
- Quimica - Practica 3 - Linked Carrera ReyesDocumento12 páginasQuimica - Practica 3 - Linked Carrera ReyesLinked Carrera Reyes50% (2)
- Taller Recuperacion Quimica 11ºDocumento2 páginasTaller Recuperacion Quimica 11ºkelly escorciaAún no hay calificaciones
- Tarea Preparatoria 3Documento6 páginasTarea Preparatoria 3juanAún no hay calificaciones
- Exámen de Válvulas de Control.1Documento2 páginasExámen de Válvulas de Control.1Alejandra PalaciosAún no hay calificaciones
- Linea Del Tiempo (Equipo)Documento15 páginasLinea Del Tiempo (Equipo)Alejandra PalaciosAún no hay calificaciones
- Clase17-Ps2-Korzi Ruben-Martínez Zurysadai-Eq06-21feb22-PartcasDocumento10 páginasClase17-Ps2-Korzi Ruben-Martínez Zurysadai-Eq06-21feb22-PartcasAlejandra PalaciosAún no hay calificaciones
- Método Ponchon - SavaritDocumento17 páginasMétodo Ponchon - SavaritAlejandra PalaciosAún no hay calificaciones
- Maquinaria para CacaoDocumento26 páginasMaquinaria para CacaoMaria Heras100% (2)
- 5's EquipoDocumento14 páginas5's EquipoAlejandra PalaciosAún no hay calificaciones
- Solubilidad de las aminasDocumento17 páginasSolubilidad de las aminasAlejandra Palacios100% (1)
- Problema 5Documento7 páginasProblema 5Alejandra PalaciosAún no hay calificaciones
- Ciclo de Vida de Las OrganizacionesDocumento10 páginasCiclo de Vida de Las OrganizacionesAlejandra PalaciosAún no hay calificaciones
- Unidad 6 - Bombas-Eq1Documento40 páginasUnidad 6 - Bombas-Eq1Alejandra PalaciosAún no hay calificaciones
- Importancia de las aminas: propiedades, usos y aplicacionesDocumento7 páginasImportancia de las aminas: propiedades, usos y aplicacionesAlejandra PalaciosAún no hay calificaciones
- Grupos Activantes y Desactivantes. Benceno.Documento17 páginasGrupos Activantes y Desactivantes. Benceno.Alejandra PalaciosAún no hay calificaciones
- Higiene y Seguridad Industrial IDocumento15 páginasHigiene y Seguridad Industrial IAlejandra PalaciosAún no hay calificaciones
- Ingenieria de Proyectos Tarea en ClaseDocumento2 páginasIngenieria de Proyectos Tarea en ClaseAlejandra PalaciosAún no hay calificaciones
- Importancia de las aminas: propiedades, usos y aplicacionesDocumento7 páginasImportancia de las aminas: propiedades, usos y aplicacionesAlejandra PalaciosAún no hay calificaciones
- Ensayo Ácidos CarboxilicosDocumento14 páginasEnsayo Ácidos CarboxilicosAlejandra Palacios100% (1)
- Ensayo Ácidos CarboxilicosDocumento14 páginasEnsayo Ácidos CarboxilicosAlejandra Palacios100% (1)
- Ingenieria de Proyectos Tarea en ClaseDocumento2 páginasIngenieria de Proyectos Tarea en ClaseAlejandra PalaciosAún no hay calificaciones
- Viscosidad Actividad 10-11-12Documento22 páginasViscosidad Actividad 10-11-12Alejandra PalaciosAún no hay calificaciones
- Taller Objetivos Desarrollo Sostenible ODSDocumento20 páginasTaller Objetivos Desarrollo Sostenible ODSSebastian BoteroAún no hay calificaciones
- El Triángulo Del GanadorDocumento9 páginasEl Triángulo Del GanadorEsperanza ValeroAún no hay calificaciones
- Sherwin Villiams - Macropoxy 846Documento4 páginasSherwin Villiams - Macropoxy 846Cristóbal BerríosAún no hay calificaciones
- Cap 4 Anomalias en SepDocumento21 páginasCap 4 Anomalias en SepSergio SardonAún no hay calificaciones
- Solicitud de inscripción colegio MontessoriDocumento4 páginasSolicitud de inscripción colegio MontessoriValeria GonzalesAún no hay calificaciones
- Procedimiento uso pala cable eléctricaDocumento16 páginasProcedimiento uso pala cable eléctricaPatricio ToledoAún no hay calificaciones
- Teoría de las 14 Necesidades de HendersonDocumento11 páginasTeoría de las 14 Necesidades de HendersonNicoleParedesAún no hay calificaciones
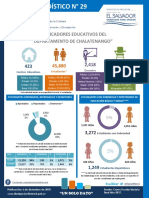
- Indicadores educativos del departamento de ChalatenangoDocumento1 páginaIndicadores educativos del departamento de ChalatenangoManuelAntonioAyalaRivasAún no hay calificaciones
- Costos II: Prueba de Costos con variaciones de presupuesto, capacidad y eficienciaDocumento12 páginasCostos II: Prueba de Costos con variaciones de presupuesto, capacidad y eficienciaJonatan SalgadoAún no hay calificaciones
- P094-P&C-MEC-16-06-011 Procedimiento Alineación y Soldadura de TuberíaDocumento20 páginasP094-P&C-MEC-16-06-011 Procedimiento Alineación y Soldadura de TuberíaRasec Otsugua AlvaradoAún no hay calificaciones
- Matemática 12-04-22Documento5 páginasMatemática 12-04-22María Antonia Monzón Yontul de RodríguezAún no hay calificaciones
- 20 Tarea 3Documento6 páginas20 Tarea 3liss calderonAún no hay calificaciones
- TraumaDocumento4 páginasTraumaElias100% (1)
- Causas de Los DeslizamientosDocumento15 páginasCausas de Los DeslizamientosFreddy Barzola MendozaAún no hay calificaciones
- Proyecto Campaña de Salud para Segundo GradoDocumento9 páginasProyecto Campaña de Salud para Segundo GradoShirley Edith Trancamilla0% (1)
- Resumen de AntibióticosDocumento49 páginasResumen de AntibióticosJaneth LeeAún no hay calificaciones
- Practica 7Documento3 páginasPractica 7Isabel CornelioAún no hay calificaciones
- Trabajo BufalosDocumento13 páginasTrabajo BufalosKristal RamirezAún no hay calificaciones
- Instalaciones de Gas - Argentina (Parte 1)Documento62 páginasInstalaciones de Gas - Argentina (Parte 1)RadAún no hay calificaciones
- Ensaye A Tensión en La Varilla CorrugadaDocumento14 páginasEnsaye A Tensión en La Varilla CorrugadaAlan RangelAún no hay calificaciones
- Anexo de Sesiones de Aprendizaje - EDA II Semana 2 - Editora Quipus PerúDocumento35 páginasAnexo de Sesiones de Aprendizaje - EDA II Semana 2 - Editora Quipus PerúLessly TisnadoAún no hay calificaciones
- Plan de Bienestar Noelia Herrero Fernandez PDFDocumento23 páginasPlan de Bienestar Noelia Herrero Fernandez PDFNuria Díaz RocaAún no hay calificaciones
- Proyecto Estadistica 1.1 PDFDocumento54 páginasProyecto Estadistica 1.1 PDFFabian SolanoAún no hay calificaciones
- Convivencia Escolar Casos y SolucionesDocumento47 páginasConvivencia Escolar Casos y Solucionesmiguel AngelAún no hay calificaciones
- Guía para Calcular La Infiltración en Proyectos de Calefacción y Aire AcondicionadoDocumento9 páginasGuía para Calcular La Infiltración en Proyectos de Calefacción y Aire AcondicionadoMaestrycous KairosAún no hay calificaciones
- Historia Clinica MenoresDocumento5 páginasHistoria Clinica MenoresPaloma SandovalAún no hay calificaciones
- Medio AmbienteDocumento12 páginasMedio AmbienteSarah YanezAún no hay calificaciones
- GLOSARIO de ADITIVOS CARNICOS Espesantes Conservantes AntioxidantesDocumento27 páginasGLOSARIO de ADITIVOS CARNICOS Espesantes Conservantes AntioxidantesRenzoJOnathanCC100% (1)
- Manual de DjudezmoDocumento100 páginasManual de DjudezmoA. Da silva S.Aún no hay calificaciones
- Cuál Es La Misión Del Banco Mundial (PREGUNTAS Y RESPUESTAS)Documento7 páginasCuál Es La Misión Del Banco Mundial (PREGUNTAS Y RESPUESTAS)Sebas Tiz UrrubaAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)