También podría gustarte
- CNC PresentacionDocumento55 páginasCNC PresentacionKry Kro100% (1)
- Desgaste y FallaDocumento212 páginasDesgaste y FallaKlinsmann Diego100% (1)
- Pràcticas Torno CNCDocumento35 páginasPràcticas Torno CNCGabriel Perez Hernandez100% (1)
- Guía de Practicas CNCDocumento36 páginasGuía de Practicas CNCGustavo Ortiz100% (2)
- Es Pun Ama 1999 00001Documento15 páginasEs Pun Ama 1999 00001Peña Reyna EstebanAún no hay calificaciones
- Programación ParamétricaDocumento24 páginasProgramación Paramétricajc7024Aún no hay calificaciones
- Mecanizado Torno CNCDocumento40 páginasMecanizado Torno CNCGabby CaluñaAún no hay calificaciones
- Reporte de Reconocimiento de Entorno CNCez ProDocumento14 páginasReporte de Reconocimiento de Entorno CNCez ProJaziel Enrique Aleman SalinasAún no hay calificaciones
- Informe de Simulación de TornoDocumento28 páginasInforme de Simulación de TornoMichael ChamorroAún no hay calificaciones
- Torno CNCDocumento7 páginasTorno CNChunt191Aún no hay calificaciones
- Informe CNC FinalDocumento31 páginasInforme CNC FinalHarold Avila100% (1)
- Guia Practica Torno (FINAL)Documento21 páginasGuia Practica Torno (FINAL)AlejandroAún no hay calificaciones
- Curso Mazatrol Torno PDFDocumento85 páginasCurso Mazatrol Torno PDFAlbers Ca0% (1)
- Introducción Al Torno CNC Dyna 3300-B Del CIM.Documento17 páginasIntroducción Al Torno CNC Dyna 3300-B Del CIM.Karen N. Fortanelly100% (1)
- Fundamentos de Prograamacion CNCDocumento12 páginasFundamentos de Prograamacion CNCAnthony JuniorAún no hay calificaciones
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Documento14 páginasPMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- Tesis DobladoraDocumento146 páginasTesis DobladoraLuis Kevin Talavera RojasAún no hay calificaciones
- TornoDocumento36 páginasTornoGloria EspinozaAún no hay calificaciones
- Sem09 - ADocumento37 páginasSem09 - Acristian sullcaAún no hay calificaciones
- Informe Lab 1 - Torno CNCDocumento12 páginasInforme Lab 1 - Torno CNCKelly FSAún no hay calificaciones
- Guía - de - Práctica N°02Documento7 páginasGuía - de - Práctica N°02HabanitaConstantineFrancoAún no hay calificaciones
- Torno CNC - Hector Alatorre AlatorreDocumento18 páginasTorno CNC - Hector Alatorre Alatorrehector alatorreAún no hay calificaciones
- Cristian Fabian AfricanoDocumento13 páginasCristian Fabian AfricanoFrankGalvisAún no hay calificaciones
- Procesos de ManufacturaDocumento27 páginasProcesos de ManufacturajohanAún no hay calificaciones
- INFORME 02 CNC GR1 Cuestas SantoDocumento11 páginasINFORME 02 CNC GR1 Cuestas SantoHabanitaConstantineFrancoAún no hay calificaciones
- Fundamentos MecanizadosDocumento5 páginasFundamentos MecanizadosGINA TAPIA TORRESAún no hay calificaciones
- Tipos de Maquinas CNCDocumento7 páginasTipos de Maquinas CNCJorge Alberto Moran SilvaAún no hay calificaciones
- Investigacion CNC PDFDocumento5 páginasInvestigacion CNC PDFDario Javier PasquelAún no hay calificaciones
- Torno1Documento25 páginasTorno1Rusbel ValdiviaAún no hay calificaciones
- CNCDocumento168 páginasCNCCristian SotoAún no hay calificaciones
- Clase 1Documento90 páginasClase 1DENIS MARCELO UGEÑO GUILCAPIAún no hay calificaciones
- CNC 1Documento11 páginasCNC 1Gaby Rodríguez100% (1)
- Investigaciones Manufactura AvanzadaDocumento43 páginasInvestigaciones Manufactura AvanzadayahirAún no hay calificaciones
- Informe 1Documento4 páginasInforme 1Gaby QuevedoAún no hay calificaciones
- Amán Anrango CNC Práctica#3Documento10 páginasAmán Anrango CNC Práctica#3HabanitaConstantineFrancoAún no hay calificaciones
- Practica Torno KNCDocumento12 páginasPractica Torno KNCAlex JavierAún no hay calificaciones
- Práctica #1 Modelo de Corte Ortogonal-2-1Documento24 páginasPráctica #1 Modelo de Corte Ortogonal-2-1Sebastian CastilloAún no hay calificaciones
- Proyecto Final-Documentación Plotter CNCDocumento21 páginasProyecto Final-Documentación Plotter CNCJuanito LozaAún no hay calificaciones
- Trabajo Mec TécnicaDocumento9 páginasTrabajo Mec TécnicaWilmer MoraAún no hay calificaciones
- Velocidad de Corte, Avance y Tiempo de Torneado. - KKDocumento30 páginasVelocidad de Corte, Avance y Tiempo de Torneado. - KKAlvaro VargasAún no hay calificaciones
- Torno NCNDocumento5 páginasTorno NCNkelverAún no hay calificaciones
- Practica Torno KNCDocumento7 páginasPractica Torno KNCdeyvid sanchezAún no hay calificaciones
- Ruta Puesta Punto A Punto Torno CNCDocumento1 páginaRuta Puesta Punto A Punto Torno CNCDaybic the betAún no hay calificaciones
- Plan de Mantenimiento Area IndustrialDocumento38 páginasPlan de Mantenimiento Area IndustrialEduardo GarateAún no hay calificaciones
- Práctica 5 Simulacion de Procesos - Pedraza Bautista Luis DiegoDocumento14 páginasPráctica 5 Simulacion de Procesos - Pedraza Bautista Luis Diegoluis pedrazaAún no hay calificaciones
- Presentacion 1 TaladradorasDocumento50 páginasPresentacion 1 TaladradorasStevenAún no hay calificaciones
- Grate Informe InvestigacionDocumento4 páginasGrate Informe InvestigacionJhon Cristian CcosiAún no hay calificaciones
- Centro de MaquinadoDocumento2 páginasCentro de MaquinadoAiinesey Ipzzellina Lira TrizteAún no hay calificaciones
- Proyecto Final CNCDocumento64 páginasProyecto Final CNCMaria Belen MoralesAún no hay calificaciones
- Torneado Cónico - ACABADODocumento13 páginasTorneado Cónico - ACABADOPaolita BrunoAún no hay calificaciones
- Torno CNCDocumento2 páginasTorno CNCluis enriqueAún no hay calificaciones
- Presentación Unidad1Documento35 páginasPresentación Unidad1Julio Eduardo Ramirez MartinezAún no hay calificaciones
- Maquinas de CNCDocumento7 páginasMaquinas de CNCSilvano CarrizalesAún no hay calificaciones
- Expo TallerDocumento25 páginasExpo TallerDaniel Felipe SanchezAún no hay calificaciones
- Practica5 CNC LabDocumento13 páginasPractica5 CNC LabMartín de la CruzAún no hay calificaciones
- ProhibidoDocumento47 páginasProhibidoYonatan Cristian Pacho AlvarezAún no hay calificaciones
- Investigación Unidad 1Documento9 páginasInvestigación Unidad 1Jose ZamoraAún no hay calificaciones
- Máquinas de Control Numérico - CNCDocumento21 páginasMáquinas de Control Numérico - CNCMathiuk HinostrozaAún no hay calificaciones
- Informe 1Documento5 páginasInforme 1nicky nolivosAún no hay calificaciones
- Eval3 NxTutorial TornoCNC EnriqueAñazcoDocumento11 páginasEval3 NxTutorial TornoCNC EnriqueAñazcoAñazco DavidAún no hay calificaciones
- A2.02 - Parámetros de Corte de Un Torno CNC (M009 h17)Documento4 páginasA2.02 - Parámetros de Corte de Un Torno CNC (M009 h17)Saul Fernando Cujaban AceroAún no hay calificaciones
- Informe 4 FinalDocumento12 páginasInforme 4 FinalaldopastrawillAún no hay calificaciones
- Trabajo Final de Manufactura Industrial 2 de Upiicsa Del IpnDocumento37 páginasTrabajo Final de Manufactura Industrial 2 de Upiicsa Del IpnMoises Carpinterias MdoAún no hay calificaciones
- Informe ReyDocumento15 páginasInforme ReyAlexis FlexyAún no hay calificaciones
- DyFAC Examen FinalDocumento30 páginasDyFAC Examen Finaldem priceAún no hay calificaciones
- Deber N-1Documento4 páginasDeber N-1Klinsmann DiegoAún no hay calificaciones
- Proyecto Estructuras MetalicasDocumento18 páginasProyecto Estructuras MetalicasKlinsmann DiegoAún no hay calificaciones
- La Ética y La FilosofíaDocumento6 páginasLa Ética y La FilosofíaKlinsmann DiegoAún no hay calificaciones
- Prensa Stop 2-1Documento1 páginaPrensa Stop 2-1Klinsmann DiegoAún no hay calificaciones
- Análisis Visual de Transición para Cada SemestreDocumento12 páginasAnálisis Visual de Transición para Cada SemestreKlinsmann DiegoAún no hay calificaciones
- WPSDocumento6 páginasWPSKlinsmann DiegoAún no hay calificaciones
- LDGF Informe01 Jacome Osorio Gr5Documento9 páginasLDGF Informe01 Jacome Osorio Gr5Klinsmann DiegoAún no hay calificaciones
- Tarea N-1 Materiales MetalicosDocumento8 páginasTarea N-1 Materiales MetalicosKlinsmann DiegoAún no hay calificaciones
- NANODUREZADocumento7 páginasNANODUREZAKlinsmann DiegoAún no hay calificaciones
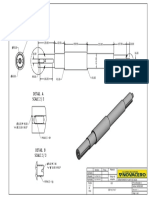
- Material: Dise Ado: Dibujado: Aprobado: Nombre Firma: Ing. Diego Vaca Ing. Juan ArcosDocumento1 páginaMaterial: Dise Ado: Dibujado: Aprobado: Nombre Firma: Ing. Diego Vaca Ing. Juan ArcosKlinsmann DiegoAún no hay calificaciones
- Eficiencia Energetica PU03Documento3 páginasEficiencia Energetica PU03Klinsmann DiegoAún no hay calificaciones
- Avances en La Metalurgia de Polvo para AplicacionesDocumento24 páginasAvances en La Metalurgia de Polvo para AplicacionesKlinsmann DiegoAún no hay calificaciones
- InformeCPMF1 GR4 VacaDocumento7 páginasInformeCPMF1 GR4 VacaKlinsmann DiegoAún no hay calificaciones
- Deber Gr. 2Documento2 páginasDeber Gr. 2Klinsmann DiegoAún no hay calificaciones
- Macgo1-0 Viernes 30Documento46 páginasMacgo1-0 Viernes 30Jhordy Maycol Rodas QuirozAún no hay calificaciones
- Procesos de FresadoDocumento5 páginasProcesos de FresadoSantiago AngelAún no hay calificaciones
- MMOCT2012Documento65 páginasMMOCT2012RICHAR 333Aún no hay calificaciones
- Iam25e 1er ParcialDocumento23 páginasIam25e 1er ParcialFrancisco MorenoAún no hay calificaciones
- Linea Del Tiempo CNCDocumento2 páginasLinea Del Tiempo CNCteodoro alarcon martinezAún no hay calificaciones
- Apuntes CNCDocumento33 páginasApuntes CNCPatricia GimenoAún no hay calificaciones
- Funcionamiento de Un Torno CNCDocumento3 páginasFuncionamiento de Un Torno CNCHectorAún no hay calificaciones
- Tabla Compara Maquinados CNCDocumento5 páginasTabla Compara Maquinados CNCImpresiones XpressAún no hay calificaciones
- Guia de Actividades y Rubrica de Evaluacion Tarea 1 - Conceptos Basicos Del CNC y Comparacion de Maquinas HerramientaDocumento10 páginasGuia de Actividades y Rubrica de Evaluacion Tarea 1 - Conceptos Basicos Del CNC y Comparacion de Maquinas HerramientaALMACEN UFPSOAún no hay calificaciones
- Dem 2022Documento390 páginasDem 2022Francisco Diego Garcia PernasAún no hay calificaciones
- Guía de Aprendizaje No 5 MAQUINAS ESPECIALESDocumento3 páginasGuía de Aprendizaje No 5 MAQUINAS ESPECIALESJohery Vargas GuzmánAún no hay calificaciones
- TemarioUTSC - Mantenimiento A Procesos de ManufacturaDocumento16 páginasTemarioUTSC - Mantenimiento A Procesos de ManufacturaJuan Antonio Domínguez SánchezAún no hay calificaciones
- Post Tarea - Diego GoyenecheDocumento6 páginasPost Tarea - Diego Goyenechediego armando goyeneche perezAún no hay calificaciones
- Cono MorseDocumento9 páginasCono MorseNicolas MayorcaAún no hay calificaciones
- Manual Fagor CNC 8055T TornoDocumento521 páginasManual Fagor CNC 8055T Tornoapisey100% (2)
- La Fresadora y Sus Partes de Manera SencillaDocumento8 páginasLa Fresadora y Sus Partes de Manera SencillaSari Vel MendozaAún no hay calificaciones
- Doblado AutomatizadoDocumento2 páginasDoblado AutomatizadoLuis CastilloAún no hay calificaciones
- Tesis Nita.Documento50 páginasTesis Nita.Abraham GomezAún no hay calificaciones
- Práctica 1 - FresadoraDocumento7 páginasPráctica 1 - FresadoraCinthya HernándezAún no hay calificaciones
- Manual StarcamDocumento30 páginasManual StarcamrikirikirikiAún no hay calificaciones
- Máquina CNCDocumento12 páginasMáquina CNCPablö CorreaAún no hay calificaciones
- Como Programar Una Celda de ManufacturaDocumento27 páginasComo Programar Una Celda de ManufacturaLeo LòpezAún no hay calificaciones
- Actividad 5 Ingenieria de PresicionDocumento5 páginasActividad 5 Ingenieria de PresicionJuan RodriguezAún no hay calificaciones