También podría gustarte
- Seguridad e higiene en el trabajo: Un enfoque integralDe EverandSeguridad e higiene en el trabajo: Un enfoque integralAún no hay calificaciones
- Estado Del ArteDocumento3 páginasEstado Del ArtePaula Andrea Martinez SanchezAún no hay calificaciones
- Metodología Plan Ergonómico Proyecto FinalDocumento51 páginasMetodología Plan Ergonómico Proyecto FinalRaiza Mabel Huaccha HuamanAún no hay calificaciones
- Trabajo finalMETODSDocumento17 páginasTrabajo finalMETODSAaron Gonzales de la cruzAún no hay calificaciones
- Seminario Taller Investigacion IDocumento10 páginasSeminario Taller Investigacion IDuban Romero nocheAún no hay calificaciones
- Metodologia de La InvestigaciónDocumento3 páginasMetodologia de La InvestigaciónJoseph Alexander RFAún no hay calificaciones
- Aplicación método OWAS prevención accidentes empresa cueros VélezDocumento2 páginasAplicación método OWAS prevención accidentes empresa cueros VélezWilmer MuñozAún no hay calificaciones
- Ergonomía en Las Plantas Salmoneras de La X RegiónDocumento20 páginasErgonomía en Las Plantas Salmoneras de La X RegiónGerman Contreras BustosAún no hay calificaciones
- Teoria RulaDocumento7 páginasTeoria RulajaimilloAún no hay calificaciones
- Salud y Productividad: Impacto Del Rediseño Ergonómico en La Producción de Una Empresa de Fabricación de Calzado de ColombiaDocumento8 páginasSalud y Productividad: Impacto Del Rediseño Ergonómico en La Producción de Una Empresa de Fabricación de Calzado de ColombiaHarold AmayaAún no hay calificaciones
- Ergonomic Assessment of The Workplaces at Packing Section of A Cement IndustryDocumento10 páginasErgonomic Assessment of The Workplaces at Packing Section of A Cement IndustryJesús Armando Pérez SotoAún no hay calificaciones
- Artículo CientíficoDocumento6 páginasArtículo CientíficoAdriana EgusquizaAún no hay calificaciones
- Artículos Con Relación Al Estudio Del TrabajoDocumento5 páginasArtículos Con Relación Al Estudio Del TrabajoJose OrtegaAún no hay calificaciones
- Diseño de ProyectosDocumento3 páginasDiseño de ProyectosAni MolinaAún no hay calificaciones
- Informe de OperacionesDocumento7 páginasInforme de Operacionesmariaperez12419Aún no hay calificaciones
- Condiciones de Trabajo Método OWASDocumento45 páginasCondiciones de Trabajo Método OWASルイス・ エンリケAún no hay calificaciones
- PRACTICA 1 ErgonomiaDocumento15 páginasPRACTICA 1 ErgonomiaGustavo Adolfo Gomez Baez100% (2)
- TESISDocumento25 páginasTESISJsilva SilAún no hay calificaciones
- 1352-Texto Del Artículo-2410-1-10-20191229Documento20 páginas1352-Texto Del Artículo-2410-1-10-20191229Maria AcostaAún no hay calificaciones
- Diseño de un Sistema de Gestión de Seguridad e Higiene IndustrialDocumento26 páginasDiseño de un Sistema de Gestión de Seguridad e Higiene IndustrialKevin Alejandro SulbaranAún no hay calificaciones
- Estudio de Medición y Antropometría para La Factibilidad Laboral en Bavaria ColombiaDocumento10 páginasEstudio de Medición y Antropometría para La Factibilidad Laboral en Bavaria ColombiaSilvia Jurley Matajira Tarazona Matajira TarazonaAún no hay calificaciones
- Justificación VigilanciaDocumento6 páginasJustificación VigilanciaEdiset OrtegaAún no hay calificaciones
- Actividad 3 - Ficha Resumen de Proyecto ParticularDocumento5 páginasActividad 3 - Ficha Resumen de Proyecto ParticularMilena RuizAún no hay calificaciones
- Michell Zegarra - Tesis - Titulo Profesional - 2019Documento238 páginasMichell Zegarra - Tesis - Titulo Profesional - 2019BNG bengoaAún no hay calificaciones
- Trabajo Grupal FINAL - ErgonomiaDocumento20 páginasTrabajo Grupal FINAL - ErgonomiaElvis RamosAún no hay calificaciones
- Ergonomía en refinería: una experiencia únicaDocumento8 páginasErgonomía en refinería: una experiencia únicaMaximiliano SimazAún no hay calificaciones
- ErgonomiaDocumento16 páginasErgonomiaMIA ANGELIA Echevarria caicedoAún no hay calificaciones
- Protocolos de Seguridad e HigieneDocumento12 páginasProtocolos de Seguridad e HigieneJoel PerezAún no hay calificaciones
- SUSTENTACIONDocumento16 páginasSUSTENTACIONCindy Raquel BLANCO CONTRERASAún no hay calificaciones
- Tarea 3 Grupo 21Documento8 páginasTarea 3 Grupo 21sebastianAún no hay calificaciones
- Exposicion de Ergonomia OficialDocumento74 páginasExposicion de Ergonomia OficialELSY HUARACHI PALOMINOAún no hay calificaciones
- TesinaDocumento14 páginasTesinaOLENKYAún no hay calificaciones
- Generando un entorno laboral saludable en heladería mediante enfoque ergonómicoDocumento28 páginasGenerando un entorno laboral saludable en heladería mediante enfoque ergonómicoFederico InfanteAún no hay calificaciones
- 573-Texto Del Artículo-2059-1-10-20180515 PDFDocumento13 páginas573-Texto Del Artículo-2059-1-10-20180515 PDFCesarAún no hay calificaciones
- ErgonomíaDocumento5 páginasErgonomíaAnonymous H8LAfxAún no hay calificaciones
- Trabajo Sobre Posturas - Estudio ErgonomicoDocumento21 páginasTrabajo Sobre Posturas - Estudio ErgonomicoMara BarigelliAún no hay calificaciones
- Matriz Estado Del ArteDocumento4 páginasMatriz Estado Del ArtetodobacktiendaAún no hay calificaciones
- Evaluación de riesgos ergonómicos en trabajadores de zapateríaDocumento29 páginasEvaluación de riesgos ergonómicos en trabajadores de zapateríaBrandon ThompsonAún no hay calificaciones
- Prototipospringer Formato Articulo Revista IdeasDocumento19 páginasPrototipospringer Formato Articulo Revista IdeasJairo IguambaAún no hay calificaciones
- Articulo de CaucheraDocumento16 páginasArticulo de CaucheraDeivis CedeñoAún no hay calificaciones
- Realidad Problematica, Antecedentes, JustificacionDocumento14 páginasRealidad Problematica, Antecedentes, JustificacionValeria MéndezAún no hay calificaciones
- Estudio de Riesgo Ergonómico en El Área de AlmacénDocumento11 páginasEstudio de Riesgo Ergonómico en El Área de Almacénedgar antonio HernandezAún no hay calificaciones
- Procedimiento para El Diagnóstico Del Diseño Físico de Los Puestos de TrabajoDocumento10 páginasProcedimiento para El Diagnóstico Del Diseño Físico de Los Puestos de TrabajoFernando La RosaAún no hay calificaciones
- Unidad 1 Origen y Desarrollo de La ErgonomíaDocumento27 páginasUnidad 1 Origen y Desarrollo de La ErgonomíaPatricia Lizette González PérezAún no hay calificaciones
- ENTREGA FINAL ProyectoDocumento25 páginasENTREGA FINAL ProyectoNOHORAAún no hay calificaciones
- Estudio de Caso Foro 4 PDFDocumento8 páginasEstudio de Caso Foro 4 PDFSara RestrepoAún no hay calificaciones
- Sistema de Gestiion de SeguridadDocumento127 páginasSistema de Gestiion de SeguridadJosmell Hualy TopalayaAún no hay calificaciones
- Informe Técnico FORRAJERADocumento22 páginasInforme Técnico FORRAJERAAldo JordánAún no hay calificaciones
- Antecedentes de TesisDocumento2 páginasAntecedentes de TesisDarelivs Valverde SanchezAún no hay calificaciones
- Problemas ergonómicos en la industria textilDocumento58 páginasProblemas ergonómicos en la industria textilAndres Demetrio Esquivel IbarraAún no hay calificaciones
- Aplicación del método LEST para evaluar condiciones laborales en proceso de ensamble de estibasDocumento18 páginasAplicación del método LEST para evaluar condiciones laborales en proceso de ensamble de estibasgabriel orozcoAún no hay calificaciones
- Resultado Del Analisis Turnitin - Informe Del Asesor Del Antiplagio TurnitinDocumento49 páginasResultado Del Analisis Turnitin - Informe Del Asesor Del Antiplagio Turnitincarlos mendoza agamaAún no hay calificaciones
- Exporacion para Investigacion Aca 2Documento7 páginasExporacion para Investigacion Aca 2Karen GonzálezAún no hay calificaciones
- FACTORES DE RIESGO LABORAL Historia GRUPO 2Documento4 páginasFACTORES DE RIESGO LABORAL Historia GRUPO 2Jean ZamoraAún no hay calificaciones
- Primera Entrega ErgonomiaDocumento28 páginasPrimera Entrega Ergonomiayorle BarretoAún no hay calificaciones
- Fase 01Documento49 páginasFase 01MARIANELA ROSALESAún no hay calificaciones
- Nixon Bladimir Ruiz Bermeo-Taller2Documento10 páginasNixon Bladimir Ruiz Bermeo-Taller2Nixon RuizAún no hay calificaciones
- Práctica 1 Ejemplo de ErgonómiaDocumento6 páginasPráctica 1 Ejemplo de ErgonómiaraulinooctavoAún no hay calificaciones
- Avance de MetodlogiaDocumento55 páginasAvance de MetodlogiaDuber Jimenez CastilloAún no hay calificaciones
- Eva ErgoDocumento9 páginasEva ErgoJair Acasiete LozaAún no hay calificaciones
- $100 Diarios Sin InvertirDocumento18 páginas$100 Diarios Sin InvertirTibhaldo IzaguirreAún no hay calificaciones
- Vola DuraDocumento25 páginasVola DuraSandro Edward Rojas AlvarezAún no hay calificaciones
- Comunicado #3 Abril 2020Documento3 páginasComunicado #3 Abril 2020Sandro Edward Rojas AlvarezAún no hay calificaciones
- Backlog Cardan Bb2 Th25Documento12 páginasBacklog Cardan Bb2 Th25Sandro Edward Rojas AlvarezAún no hay calificaciones
- POKEGODocumento11 páginasPOKEGOSandro Edward Rojas AlvarezAún no hay calificaciones
- Lista de ErroresDocumento1 páginaLista de ErroresSandro Edward Rojas AlvarezAún no hay calificaciones
- Cómo organizar el aprendizaje con herramientas virtualesDocumento26 páginasCómo organizar el aprendizaje con herramientas virtualesSandro Edward Rojas AlvarezAún no hay calificaciones
- Art Sobre Inventarios ColaborativosDocumento12 páginasArt Sobre Inventarios ColaborativosOscar Palacio LeonAún no hay calificaciones
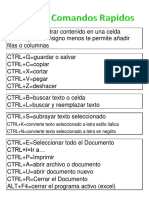
- Lista de Comados RápidosDocumento1 páginaLista de Comados RápidosSandro Edward Rojas AlvarezAún no hay calificaciones
- Igualdad de GeneroDocumento4 páginasIgualdad de GeneroSandro Edward Rojas AlvarezAún no hay calificaciones
- Producto Académico N. 4Documento8 páginasProducto Académico N. 4Eduardo Vilca callaAún no hay calificaciones
- Sesion 9 PresupuestoDocumento26 páginasSesion 9 PresupuestoSandro Edward Rojas AlvarezAún no hay calificaciones
- Ccama Jaliri Edson EugenioDocumento110 páginasCcama Jaliri Edson EugenioSandro Edward Rojas AlvarezAún no hay calificaciones
- Sesión Co-CreaDocumento16 páginasSesión Co-CreaSandro Edward Rojas AlvarezAún no hay calificaciones
- Sesión 1 IS-2021-20.pptmDocumento25 páginasSesión 1 IS-2021-20.pptmSandro Edward Rojas AlvarezAún no hay calificaciones
- Clase PrototipoDocumento5 páginasClase PrototipoSandro Edward Rojas AlvarezAún no hay calificaciones
- Sesión 1 IS-2021-20.pptmDocumento25 páginasSesión 1 IS-2021-20.pptmSandro Edward Rojas AlvarezAún no hay calificaciones
- Ergonomia Participativa Y Mejora de La ProductividadDocumento2 páginasErgonomia Participativa Y Mejora de La ProductividadFa DíazAún no hay calificaciones
- Flores HMADocumento122 páginasFlores HMAJanele PoxAún no hay calificaciones
- Colque AJLDocumento80 páginasColque AJLSandro Edward Rojas AlvarezAún no hay calificaciones
- E. Esquema Propuesto de Proyecto de InvestigaciónDocumento1 páginaE. Esquema Propuesto de Proyecto de InvestigacióncesarAún no hay calificaciones
- Origen de La FilosofiaDocumento5 páginasOrigen de La FilosofiaSandro Edward Rojas AlvarezAún no hay calificaciones
- Flores HMADocumento122 páginasFlores HMAJanele PoxAún no hay calificaciones
- Dialnet ElModeloDePerspectivaConductualComoAlternativaPara 4784474 PDFDocumento24 páginasDialnet ElModeloDePerspectivaConductualComoAlternativaPara 4784474 PDFLaura CastilloAún no hay calificaciones
- S7 - RCMDocumento36 páginasS7 - RCMSandro Edward Rojas AlvarezAún no hay calificaciones
- Sesion 013b - Modelo de Constitución Sociedad Anónima Cerrada (Recuperado Automáticamente)Documento16 páginasSesion 013b - Modelo de Constitución Sociedad Anónima Cerrada (Recuperado Automáticamente)BarbaraLoayzaAún no hay calificaciones
- Pan Plan de NegDocumento93 páginasPan Plan de NegLeidy EstefanyAún no hay calificaciones
- Apuntes de Filosofia Edincr PDFDocumento130 páginasApuntes de Filosofia Edincr PDFchalvarezpAún no hay calificaciones
- MANUAL PSICOLOGIA Agosto 2018 PDFDocumento94 páginasMANUAL PSICOLOGIA Agosto 2018 PDFDenise HRAún no hay calificaciones
- Sig-Geo-Per-Pln-08 Plan de Seguridad y Salud-ProyectosDocumento14 páginasSig-Geo-Per-Pln-08 Plan de Seguridad y Salud-ProyectosChristian RojasAún no hay calificaciones
- Belmex DC - 3Documento5 páginasBelmex DC - 3Jose FrancoAún no hay calificaciones
- Foro HigieneDocumento2 páginasForo HigienesergioAún no hay calificaciones
- Propuesta de Implementación Del Sistema de Gestión de Seguridad Basado en La Ley NDocumento17 páginasPropuesta de Implementación Del Sistema de Gestión de Seguridad Basado en La Ley NMarco0% (1)
- Curi, Vicente "Conocimientos y Practicas de Bioseguridad Del Profesional de EnfermeríaDocumento91 páginasCuri, Vicente "Conocimientos y Practicas de Bioseguridad Del Profesional de EnfermeríaHermes Wilfredo Jimenez GordilloAún no hay calificaciones
- HV. Angela Payares E. - 2019Documento7 páginasHV. Angela Payares E. - 2019jbaenabernalAún no hay calificaciones
- Orden Tecnica Limozam SH 2018herbicidasDocumento2 páginasOrden Tecnica Limozam SH 2018herbicidasnabikichanAún no hay calificaciones
- Procedimiento Examenes ArianaDocumento18 páginasProcedimiento Examenes ArianaGianela Edelmira Mucha BlancasAún no hay calificaciones
- Hoja de Datos de Seguridad para SERIES FORTIS: Nitrato de Amonio como componente principal (>60%), utilizado en minería, canteras y trabajos de voladuraDocumento6 páginasHoja de Datos de Seguridad para SERIES FORTIS: Nitrato de Amonio como componente principal (>60%), utilizado en minería, canteras y trabajos de voladuraEstrella Fres CataldoAún no hay calificaciones
- Resumen de La Historia de La Seguridad Industrial y Salud OcupacionalDocumento4 páginasResumen de La Historia de La Seguridad Industrial y Salud OcupacionalDARCY JIMENEZ MENENDEZAún no hay calificaciones
- Unidad 1Documento12 páginasUnidad 1Anhello OchoaAún no hay calificaciones
- Trabajo de Investigacion 2022Documento9 páginasTrabajo de Investigacion 2022Silvio LeonAún no hay calificaciones
- Manual Operacion Mantenimiento Minicargador s130 BobcatDocumento121 páginasManual Operacion Mantenimiento Minicargador s130 Bobcatsebaseron82% (11)
- Tarea 3.Documento6 páginasTarea 3.luisAún no hay calificaciones
- Análisis de Vulnerabilidad SEYCODocumento20 páginasAnálisis de Vulnerabilidad SEYCOfgomez08Aún no hay calificaciones
- Ruido TRIPTICODocumento2 páginasRuido TRIPTICOCarlos CarlosAún no hay calificaciones
- Bitacora de Analisis de Riesgos y ErgonomiaDocumento9 páginasBitacora de Analisis de Riesgos y ErgonomiaCind CrawAún no hay calificaciones
- Seguridad industrial: normas y protocolos para proteger la salud laboralDocumento2 páginasSeguridad industrial: normas y protocolos para proteger la salud laboralJose Genaro Gutierrez CastiblancoAún no hay calificaciones
- Cartilla Actividad 4 de SeptiembreDocumento21 páginasCartilla Actividad 4 de Septiembremerly dayana juanias aldanaAún no hay calificaciones
- Acta Constitutiva Del SSST-PRODUCCIÓNDocumento8 páginasActa Constitutiva Del SSST-PRODUCCIÓNBenjaminAún no hay calificaciones
- Manual de Procedimeiento Ante EmergenciaDocumento42 páginasManual de Procedimeiento Ante EmergenciaMauricio GolodiukAún no hay calificaciones
- Informe de Plan de Seguridad y Salud en ObraDocumento38 páginasInforme de Plan de Seguridad y Salud en ObraMichel Quiñones100% (2)
- Ficha de Datos de Seguridad para fertilizante inorgánico MF CRECER 500Documento3 páginasFicha de Datos de Seguridad para fertilizante inorgánico MF CRECER 500COMPRAS AGROPLASTICOSAún no hay calificaciones
- IPER: Identificación de Peligros y Evaluación de RiesgosDocumento67 páginasIPER: Identificación de Peligros y Evaluación de RiesgosJulio Rojas FaundezAún no hay calificaciones
- Metodo NioshDocumento25 páginasMetodo NioshmabelAún no hay calificaciones
- SE-SST-PL-001 Plan Anual de Seguridad y Salud en El Trabajo 2021Documento13 páginasSE-SST-PL-001 Plan Anual de Seguridad y Salud en El Trabajo 2021BRYAN RAMOSAún no hay calificaciones
- RAP2 - EV01 Evidencia 1. Prueba de Conocimiento "Preguntas Sobre Planificación Del SG-SST"Documento3 páginasRAP2 - EV01 Evidencia 1. Prueba de Conocimiento "Preguntas Sobre Planificación Del SG-SST"Juan Carlos Rodriguez ArroyoAún no hay calificaciones
- Pets - Desbroce de ArbustosDocumento9 páginasPets - Desbroce de Arbustosbeniia lupacaAún no hay calificaciones
- Gerencia planta operación concentradoraDocumento23 páginasGerencia planta operación concentradoraRonald ContrerasAún no hay calificaciones
- Triptico RRSS2Documento2 páginasTriptico RRSS2poyorAún no hay calificaciones