También podría gustarte
- Evaluación Módulo 2Documento4 páginasEvaluación Módulo 2DaviDJoelQuiñonez100% (1)
- Entrega 2 Semana 5Documento30 páginasEntrega 2 Semana 5juliandavidperezyepes286Aún no hay calificaciones
- Ejercicio 2 Sistemas MRP y MRP IIDocumento2 páginasEjercicio 2 Sistemas MRP y MRP IIGustavo Sánchez0% (1)
- Ejercicios Planeación Del MantenimientoDocumento4 páginasEjercicios Planeación Del MantenimientoMaximiliano Díaz33% (3)
- Propuesta de Optimizacion para El Proceso de Fabricacion de Pupitres Universitarios en Industrias Vicar A Travez Del Analisis de Operaciones IndustrialesDocumento162 páginasPropuesta de Optimizacion para El Proceso de Fabricacion de Pupitres Universitarios en Industrias Vicar A Travez Del Analisis de Operaciones IndustrialesAndres CuadrosAún no hay calificaciones
- Control de calidad en fabricación de circuitosDocumento26 páginasControl de calidad en fabricación de circuitosJose GonzálezAún no hay calificaciones
- Cerdan Castrejon Rosa Maricielo-EXAMEN FINAL COSTOSDocumento7 páginasCerdan Castrejon Rosa Maricielo-EXAMEN FINAL COSTOSEdith Nitza NuñezAún no hay calificaciones
- Sesión 4 - Uso de Factores MúltiplesDocumento15 páginasSesión 4 - Uso de Factores MúltiplesElder Lescano0% (1)
- Ing Metodos 8 PDFDocumento17 páginasIng Metodos 8 PDFJhonatan Castillo0% (1)
- Dentro de Una Panadería Se Está Evaluando El Uso de 2 Marcas de Harina de Trigo para Realizar PanDocumento6 páginasDentro de Una Panadería Se Está Evaluando El Uso de 2 Marcas de Harina de Trigo para Realizar PanBrandon AlvarezAún no hay calificaciones
- 1 Problemas de Decisión de InversiónDocumento1 página1 Problemas de Decisión de InversiónFernandaAún no hay calificaciones
- Diagrama MultiproductoDocumento9 páginasDiagrama MultiproductoSusanneSTAún no hay calificaciones
- PC1 - Proceso Manu - 2021-1Documento10 páginasPC1 - Proceso Manu - 2021-1Jean GonzalesAún no hay calificaciones
- Ejercicio de Redistribución Por ProcesosDocumento1 páginaEjercicio de Redistribución Por Procesoslaura selene zuñiga tovillaAún no hay calificaciones
- Jaén Gas - Trabajo FinalDocumento71 páginasJaén Gas - Trabajo FinalDaymond ZavaletaAún no hay calificaciones
- S01 - Casos Prácticos - Capacidad - Productividad - EficienciasDocumento3 páginasS01 - Casos Prácticos - Capacidad - Productividad - EficienciasMari CamarenaAún no hay calificaciones
- Tarea TIEMPO (Segundos) Precedente InmediatoDocumento3 páginasTarea TIEMPO (Segundos) Precedente InmediatoVALERIA ALESSANDRA MENDEZ CASTILLOAún no hay calificaciones
- Ejercicios de TMP Equipo 3Documento15 páginasEjercicios de TMP Equipo 3Diana Puescas OjedaAún no hay calificaciones
- Ejercicio 7Documento41 páginasEjercicio 7gerson minayaAún no hay calificaciones
- Trabajo de Recorrido Goma de MascarDocumento2 páginasTrabajo de Recorrido Goma de Mascargreciadaniela233% (3)
- Objetivos y logro del MRPDocumento8 páginasObjetivos y logro del MRPHugo Enrique Cruz EscaleraAún no hay calificaciones
- Practica Nº3 - Palomino Ataupillco KevinDocumento3 páginasPractica Nº3 - Palomino Ataupillco KevinKvn Palomino100% (1)
- Trabajo 4 IEF CI SolucDocumento3 páginasTrabajo 4 IEF CI Solucsonia huamán martel0% (1)
- Ejercicios 07Documento3 páginasEjercicios 07Orlando M. SolesAún no hay calificaciones
- E2 201702 SolDocumento10 páginasE2 201702 SolCristian DanielAún no hay calificaciones
- PRACTICA5 CircuitosDocumento12 páginasPRACTICA5 CircuitosAxel Paradox LopezAún no hay calificaciones
- Dpi 2019i 2pcDocumento3 páginasDpi 2019i 2pcYveth Loayza Gomez0% (1)
- SEMINARIODocumento5 páginasSEMINARIOJuan Carlos Palomino SotoAún no hay calificaciones
- Distribucion Orientada Al Proceso Metodo CuantitativoDocumento35 páginasDistribucion Orientada Al Proceso Metodo CuantitativoLaura GálvezAún no hay calificaciones
- pdf-EJERCICIOS INGENIERíA DE MÉTODOS 2do Parcial.Documento4 páginaspdf-EJERCICIOS INGENIERíA DE MÉTODOS 2do Parcial.Carlos Ayala MendozaAún no hay calificaciones
- ExamennnnDocumento5 páginasExamennnnBRAYAN AARON MEZA TRISTANAún no hay calificaciones
- Introducción al sistema MRP de planificación de requerimientos materialesDocumento92 páginasIntroducción al sistema MRP de planificación de requerimientos materialesJoseAún no hay calificaciones
- Practica Dirigidad Control 1Documento5 páginasPractica Dirigidad Control 1Carlos matelab50% (2)
- Distribución óptima de 6 departamentos para reducir flujos no adyacentesDocumento5 páginasDistribución óptima de 6 departamentos para reducir flujos no adyacentesKeanu Ugarte TtitoAún no hay calificaciones
- Talleres PCP1 565 AERB25289 PDF 25 30Documento6 páginasTalleres PCP1 565 AERB25289 PDF 25 30laura rodriguezAún no hay calificaciones
- Examen 130419Documento12 páginasExamen 130419elizabeth lopez0% (1)
- ProblemaTransporteCementoDocumento40 páginasProblemaTransporteCementoCelicia LopezAún no hay calificaciones
- Ayuda 06 Gráficos de ControlDocumento82 páginasAyuda 06 Gráficos de ControlJose Luis ChavezAún no hay calificaciones
- Modelos de SimulaciónDocumento10 páginasModelos de SimulaciónFrank Javi GC0% (1)
- Diagrama Hombre - MaquinaDocumento1 páginaDiagrama Hombre - MaquinaMiguel Ángel Lizarazo MejiaAún no hay calificaciones
- parcial1CASO PRODUCTIVIDAD-estudiodeltrabajoviernesmañanaDocumento2 páginasparcial1CASO PRODUCTIVIDAD-estudiodeltrabajoviernesmañanaLeo MinchanAún no hay calificaciones
- Metodos de LocaliacionDocumento5 páginasMetodos de LocaliacionSamar MárquezAún no hay calificaciones
- Fabricación de destornilladores StanleyDocumento55 páginasFabricación de destornilladores StanleyIvan LopezAún no hay calificaciones
- T04 - LocalizaciónDocumento11 páginasT04 - LocalizaciónCarla Fireley Rubio RamírezAún no hay calificaciones
- Caso 3 Producción - Diseño DistribuciónDocumento2 páginasCaso 3 Producción - Diseño DistribuciónEdder Pereira0% (1)
- Ejercicios de CapacidadDocumento6 páginasEjercicios de CapacidadrenatoAún no hay calificaciones
- 06 - Ejercicios PQ-ABC - SolDocumento8 páginas06 - Ejercicios PQ-ABC - SolRichard Sebastian Carpio VasquezAún no hay calificaciones
- Diagrama Hombre Maquina TallerDocumento2 páginasDiagrama Hombre Maquina TallerAldo Suarez MenendezAún no hay calificaciones
- Problema 2 - 7 - 12Documento2 páginasProblema 2 - 7 - 12Facundo EscobarAún no hay calificaciones
- Lectura Clase13Documento19 páginasLectura Clase13Darvin Gutierrez100% (2)
- Inv Operaciones ProblemasDocumento4 páginasInv Operaciones ProblemasOziel FloresAún no hay calificaciones
- AP02 Ejercicios Propuestos de Programación EnteraDocumento3 páginasAP02 Ejercicios Propuestos de Programación EnteraFranco AcostaAún no hay calificaciones
- Trabajo Metodo - 8 - AbrilDocumento2 páginasTrabajo Metodo - 8 - AbrilcristhelAún no hay calificaciones
- Tarea 4 BorraadorDocumento4 páginasTarea 4 BorraadorAlexis Alvarez100% (1)
- Algoritmo de Agrupamiento DirectoDocumento28 páginasAlgoritmo de Agrupamiento DirectoNatalia PedrozaAún no hay calificaciones
- Práctica 1 12020Documento4 páginasPráctica 1 12020Pablo Marcelo Garnica TejerinaAún no hay calificaciones
- Ejercicios AndreaDocumento3 páginasEjercicios AndreaVance GonzalezAún no hay calificaciones
- Ii Practica Calificada de Estudio Del Trabajo-2020-I PDFDocumento1 páginaIi Practica Calificada de Estudio Del Trabajo-2020-I PDFPriscila ACAún no hay calificaciones
- Distribución de planta para 15 componentes y 15 máquinasDocumento1 páginaDistribución de planta para 15 componentes y 15 máquinasAngie Vera0% (1)
- Agrupamiento de máquinas usando AOC y AESDocumento29 páginasAgrupamiento de máquinas usando AOC y AESJenny BlancoAún no hay calificaciones
- Clase 4b Distribucion PlantaDocumento26 páginasClase 4b Distribucion PlantaLeidy SajoneroAún no hay calificaciones
- Diseño de Celdas de ManufacturaDocumento2 páginasDiseño de Celdas de ManufacturaEduardo Junior Pereda LopezAún no hay calificaciones
- SFF-Primera-Prueba-Parcial - Novembre - 2014 - SoluciónDocumento3 páginasSFF-Primera-Prueba-Parcial - Novembre - 2014 - SoluciónJorgeAún no hay calificaciones
- Anexo K Correl Empiricas NusseltDocumento1 páginaAnexo K Correl Empiricas NusseltMauricio MartinezAún no hay calificaciones
- Cronograma de Actividades Instituto TecnologicoDocumento1 páginaCronograma de Actividades Instituto TecnologicoMauricio MartinezAún no hay calificaciones
- Anexo A EntrevistaDocumento3 páginasAnexo A EntrevistaMauricio MartinezAún no hay calificaciones
- Contaminantes FisicosDocumento4 páginasContaminantes FisicosMauricio MartinezAún no hay calificaciones
- Documentofinal Corregido para Imprimir Ahora Si DeveritasDocumento367 páginasDocumentofinal Corregido para Imprimir Ahora Si DeveritasMauricio Martinez0% (1)
- Formato Encabezado de Instrumento de Recoleccion de DatosDocumento4 páginasFormato Encabezado de Instrumento de Recoleccion de DatosMauricio MartinezAún no hay calificaciones
- Marco Metodologico NuevoDocumento1 páginaMarco Metodologico NuevoMauricio MartinezAún no hay calificaciones
- Invitación a tutoría de Trabajo de GradoDocumento2 páginasInvitación a tutoría de Trabajo de GradoMauricio MartinezAún no hay calificaciones
- Anexo B Tipos Variables ControladorDocumento2 páginasAnexo B Tipos Variables ControladorMauricio MartinezAún no hay calificaciones
- Diseño FACTORIAL 2K V1Documento9 páginasDiseño FACTORIAL 2K V1Mauricio MartinezAún no hay calificaciones
- Formulario Revision de TesisDocumento2 páginasFormulario Revision de TesisMauricio MartinezAún no hay calificaciones
- Procedimiento legalizar copias libreta servicio militarDocumento1 páginaProcedimiento legalizar copias libreta servicio militarMauricio MartinezAún no hay calificaciones
- GomasDocumento7 páginasGomasMauricio MartinezAún no hay calificaciones
- Empresas Con RSDocumento262 páginasEmpresas Con RSMauricio MartinezAún no hay calificaciones
- Plantas Practica 4Documento23 páginasPlantas Practica 4Mauricio MartinezAún no hay calificaciones
- Tamaño de PlantaDocumento2 páginasTamaño de PlantaMauricio MartinezAún no hay calificaciones
- Fisico CuestionarioDocumento2 páginasFisico CuestionarioMauricio MartinezAún no hay calificaciones
- Flavonoides cítricos, propiedades y aplicaciones terapéuticasDocumento4 páginasFlavonoides cítricos, propiedades y aplicaciones terapéuticasMauricio Martinez100% (1)
- Codex Cac RCP 36Documento18 páginasCodex Cac RCP 36Mauricio MartinezAún no hay calificaciones
- Plantas Extintores y NriDocumento14 páginasPlantas Extintores y NriMauricio MartinezAún no hay calificaciones
- Fruta ConfitadaDocumento9 páginasFruta ConfitadaMauricio MartinezAún no hay calificaciones
- Grupo AceitesDocumento6 páginasGrupo AceitesMauricio MartinezAún no hay calificaciones
- ToffesDocumento10 páginasToffesMauricio MartinezAún no hay calificaciones
- Aceites DiagramasDocumento5 páginasAceites DiagramasMauricio MartinezAún no hay calificaciones
- Diagramas de Flujos Grupo 3Documento6 páginasDiagramas de Flujos Grupo 3Mauricio MartinezAún no hay calificaciones
- Empres AsDocumento1 páginaEmpres AsMauricio MartinezAún no hay calificaciones
- 07 Distribución Orientada Al Producto.Documento28 páginas07 Distribución Orientada Al Producto.Mauricio MartinezAún no hay calificaciones
- Aceites DiagramasDocumento5 páginasAceites DiagramasMauricio MartinezAún no hay calificaciones
- Diagramas de Flujos Grupo 3Documento6 páginasDiagramas de Flujos Grupo 3Mauricio MartinezAún no hay calificaciones
- 08 Distribución Por Celdas de TrabajoDocumento26 páginas08 Distribución Por Celdas de TrabajoMauricio MartinezAún no hay calificaciones
- Consultoria de ItDocumento5 páginasConsultoria de Italex FerAún no hay calificaciones
- 1.4.1. Memoria Descrptiva General.Documento20 páginas1.4.1. Memoria Descrptiva General.Roiser Altamirano Segura100% (1)
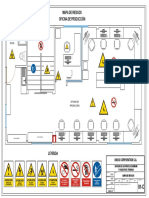
- Modelo de Mapa de Riesgos Aplicado Empresa.Documento1 páginaModelo de Mapa de Riesgos Aplicado Empresa.julio carrasco83% (6)
- NTC 5458 Elaboracion de Artesanias y Muebles Con Culmos Maduros de Guadua Angustifolia KuntDocumento12 páginasNTC 5458 Elaboracion de Artesanias y Muebles Con Culmos Maduros de Guadua Angustifolia KuntUrabá Ponzone FrancoAún no hay calificaciones
- Muebles infantiles empresa fabricaciónDocumento4 páginasMuebles infantiles empresa fabricaciónSebastian MenaAún no hay calificaciones
- Steel Deck o Losa ColaboranteDocumento4 páginasSteel Deck o Losa Colaborantemarco ruedaAún no hay calificaciones
- Revisar Entrega de Examen - Examen Parcial II - V5857 ..Documento1 páginaRevisar Entrega de Examen - Examen Parcial II - V5857 ..Marlon Rivera Jr.Aún no hay calificaciones
- GPS fábrica margen punto muertoDocumento2 páginasGPS fábrica margen punto muertohyjtuhtf r5yetytvuhtrt5fAún no hay calificaciones
- Evolucion de La ProduccionDocumento12 páginasEvolucion de La ProduccionJahiby Gabriela 04247456771Aún no hay calificaciones
- TSA 3P - Adminsitración de PYMES 2da PresentaciónDocumento21 páginasTSA 3P - Adminsitración de PYMES 2da PresentaciónSanty WTAún no hay calificaciones
- Quilmes publica boletín oficial con ordenanzas y decretos municipalesDocumento198 páginasQuilmes publica boletín oficial con ordenanzas y decretos municipalesAnonymous iWiEyASIsrAún no hay calificaciones
- Cot-E266.22 Ezgo - Pulido MesaDocumento2 páginasCot-E266.22 Ezgo - Pulido MesaNatalia Vanegas SilvaAún no hay calificaciones
- Agenda para La Productividad Valle Del Cauca UpmeDocumento156 páginasAgenda para La Productividad Valle Del Cauca UpmeDaniel FigueredoAún no hay calificaciones
- Economía PreDocumento3 páginasEconomía PreCarlos Daniel Ucañay LopezAún no hay calificaciones
- Semana 1 - Clase 2 - Tipos de InnovaciónDocumento5 páginasSemana 1 - Clase 2 - Tipos de InnovaciónHermes PachecoAún no hay calificaciones
- Miguel Ängel Solis Lemus - Guia 1 - PronósticosDocumento50 páginasMiguel Ängel Solis Lemus - Guia 1 - PronósticosMiguel A SolísAún no hay calificaciones
- Actividad 1 Lorena MariñoDocumento15 páginasActividad 1 Lorena Mariñoyury loreena mariño foreroAún no hay calificaciones
- Elaboracion de PresupuestosDocumento15 páginasElaboracion de PresupuestosAngie ramirezAún no hay calificaciones
- Contrato de Franquicia. TrabajoDocumento38 páginasContrato de Franquicia. TrabajoMiguel HerreraAún no hay calificaciones
- Los Sectores Económicos. Concepto, Divisiones y EjemplosDocumento6 páginasLos Sectores Económicos. Concepto, Divisiones y Ejemplospedro martinezAún no hay calificaciones
- Proyecto Resolución 000000 de 10-02-2020 - SIMPLEDocumento13 páginasProyecto Resolución 000000 de 10-02-2020 - SIMPLEMarioAún no hay calificaciones
- Control de Producción BimboDocumento4 páginasControl de Producción BimboMony CastilloAún no hay calificaciones
- Cadena de Valor de La Carne Vacuna en El Municipio de Consolación Del SurDocumento13 páginasCadena de Valor de La Carne Vacuna en El Municipio de Consolación Del SurRaul GranadosAún no hay calificaciones
- Emprendimiento repostero GERAL CAKE se reinventa en pandemiaDocumento9 páginasEmprendimiento repostero GERAL CAKE se reinventa en pandemiaEduardo UbillusAún no hay calificaciones
- Cuestionario Costos Logísticos UnificadoDocumento15 páginasCuestionario Costos Logísticos UnificadoShirley RumipambaAún no hay calificaciones
- Regiones Economicas Del MundoDocumento1 páginaRegiones Economicas Del MundoLUIS MANUEL VELAZQUEZ HERNANDEZAún no hay calificaciones
- Análisis de costos y rentabilidad de dos mermeladasDocumento6 páginasAnálisis de costos y rentabilidad de dos mermeladasSergio Driss Melèndez MartìnezAún no hay calificaciones