También podría gustarte
- La Soldadura - TeoriaDocumento37 páginasLa Soldadura - TeoriaErick Huerta SaveroAún no hay calificaciones
- Curso de Soldadura Clase 01Documento31 páginasCurso de Soldadura Clase 01rafaelm maldonadoAún no hay calificaciones
- Mezclas de Gases para SoldarDocumento26 páginasMezclas de Gases para SoldarPedro Mendoza100% (2)
- Clasificación de ElectrodosDocumento12 páginasClasificación de ElectrodosMartin EsparzaAún no hay calificaciones
- SoldaduraDocumento11 páginasSoldaduraGabriel AntoniazziAún no hay calificaciones
- Manual de SoldaduraDocumento3 páginasManual de Soldaduramario2203Aún no hay calificaciones
- Curso Aceites Hidraulicos Componentes Equipo Pesado PDFDocumento30 páginasCurso Aceites Hidraulicos Componentes Equipo Pesado PDFWilder HuancachoqueAún no hay calificaciones
- Proceso MIG - MAG Taller de SueldaDocumento7 páginasProceso MIG - MAG Taller de SueldaAntony David Guilcamaigua100% (1)
- Curso de Soldador Clase #7Documento13 páginasCurso de Soldador Clase #7Daniel BeguerieAún no hay calificaciones
- Curso de Soldadura Gmaw Completo GMRDocumento147 páginasCurso de Soldadura Gmaw Completo GMRWammu The pillar menAún no hay calificaciones
- Barras de Cobre ERICO PDFDocumento2 páginasBarras de Cobre ERICO PDFBiria SantiAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento34 páginasFundamentos de La Soldadura Por Arco EléctricoJessie LewisAún no hay calificaciones
- Soldadura TIGDocumento8 páginasSoldadura TIGValentina GonzalezAún no hay calificaciones
- GTAWDocumento72 páginasGTAWKatherin Carhuas QuispeAún no hay calificaciones
- Ropa Ignifuga Catalogo OnlineDocumento34 páginasRopa Ignifuga Catalogo OnlineNikolasGonzalezAún no hay calificaciones
- Tipos de ElectrodosDocumento16 páginasTipos de ElectrodosRfc FcAún no hay calificaciones
- Alambres Utilizados Con Soldadura MIGDocumento4 páginasAlambres Utilizados Con Soldadura MIGthordeasgard100% (1)
- Soldadura de Mantenimiento 2012 IIDocumento75 páginasSoldadura de Mantenimiento 2012 IIJonathan RiveroAún no hay calificaciones
- Empaquetaduras y Sellos IndustrialesDocumento45 páginasEmpaquetaduras y Sellos IndustrialesJuan Barco0% (1)
- Proceso de Soldadura GmawDocumento33 páginasProceso de Soldadura GmawHugo Ferro CuellarAún no hay calificaciones
- Numeración de Electrodos - Información Técnica - Corte y SoldaduraDocumento2 páginasNumeración de Electrodos - Información Técnica - Corte y Soldadurajoseluis83Aún no hay calificaciones
- Catalogo Gral 2018 Web PDFDocumento158 páginasCatalogo Gral 2018 Web PDFWilliam Andrés Peñaranda ArévaloAún no hay calificaciones
- Electrodos para Soldar Aceros InoxidablesDocumento27 páginasElectrodos para Soldar Aceros InoxidablesDavid Alfonso Caraballo100% (1)
- Proceso GMAW, Lincoln en EspañolDocumento52 páginasProceso GMAW, Lincoln en EspañolAlex DE LA CruzAún no hay calificaciones
- Normas de SoldaduraDocumento4 páginasNormas de SoldaduraTIED001Aún no hay calificaciones
- Soldadura TIGDocumento6 páginasSoldadura TIGRox CruzAún no hay calificaciones
- Breve Historia de La Soldadura EléctricaDocumento4 páginasBreve Historia de La Soldadura Eléctricaram0629Aún no hay calificaciones
- Calculo de Consumo de Energia Motor Trifasico ElectricoDocumento20 páginasCalculo de Consumo de Energia Motor Trifasico ElectricoEduar Milton Quiroga Campos100% (1)
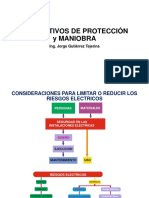
- 4.-DISPOSITIVOS DE PROTECCIÓN y MANIOBRA-1 PDFDocumento17 páginas4.-DISPOSITIVOS DE PROTECCIÓN y MANIOBRA-1 PDFjaun cruzAún no hay calificaciones
- Fundamentos de Máquinas de SoldarDocumento79 páginasFundamentos de Máquinas de SoldarHugo Alfredo Ordóñez Chocano78% (9)
- Soldador: Curso: (Niveles I y II)Documento21 páginasSoldador: Curso: (Niveles I y II)Jero JaureguiAún no hay calificaciones
- Lab 06 - Automatización EléctricaDocumento10 páginasLab 06 - Automatización EléctricaEdwin Ramos CabreraAún no hay calificaciones
- Soldadura 1Documento79 páginasSoldadura 1Daniel NavarreteAún no hay calificaciones
- AlineamientoDocumento73 páginasAlineamientoAntony DiazAún no hay calificaciones
- Estandarizaciones de Planos EléctricosDocumento9 páginasEstandarizaciones de Planos EléctricosHeber RaHeAún no hay calificaciones
- Procesos de Soldadura Arco Sumergido (Saw)Documento56 páginasProcesos de Soldadura Arco Sumergido (Saw)Edgar Huanambal BenavidesAún no hay calificaciones
- Soldaduras en La ConstrucciónDocumento5 páginasSoldaduras en La ConstrucciónOscar Mauricio Acevedo PorrasAún no hay calificaciones
- Proceso GTAW-TIGDocumento69 páginasProceso GTAW-TIGGerman Alberto Villafrade100% (2)
- Cursos de Soldadura Lincoln ElectricDocumento4 páginasCursos de Soldadura Lincoln Electricluis zambranoAún no hay calificaciones
- Detección de Fallas ME e IEIyCDocumento6 páginasDetección de Fallas ME e IEIyCJose VelaAún no hay calificaciones
- Teoria y Fundamentos GTAW+claveDocumento49 páginasTeoria y Fundamentos GTAW+claveHernan AlvarezAún no hay calificaciones
- Soldadura INFRADocumento99 páginasSoldadura INFRAOmar SánchezAún no hay calificaciones
- Que Es Soldadura - Lincoln ElectricDocumento59 páginasQue Es Soldadura - Lincoln ElectricJairoAún no hay calificaciones
- Ajuste MecánicoDocumento6 páginasAjuste MecánicoAntonio AlvearAún no hay calificaciones
- Soldadura (Normas)Documento4 páginasSoldadura (Normas)igarcia_32Aún no hay calificaciones
- Tesis SoldaduraDocumento17 páginasTesis SoldaduraJoan MarquezAún no hay calificaciones
- Rele Sepam Serie 10Documento30 páginasRele Sepam Serie 10TigrilloAún no hay calificaciones
- Proceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.ADocumento93 páginasProceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.Avricardol100% (1)
- Curso Taller Soldadura EléctricaDocumento22 páginasCurso Taller Soldadura EléctricaMario Francisco Suzuki Valenzuela100% (2)
- Soldadura Por InduccionDocumento5 páginasSoldadura Por Induccioneddi0403Aún no hay calificaciones
- Clasificación e Identificación de Los Electrodos PDFDocumento6 páginasClasificación e Identificación de Los Electrodos PDFMary MVAún no hay calificaciones
- Semana 14 Soldadura de MantenimientoDocumento7 páginasSemana 14 Soldadura de MantenimientoJOSUE CORDOVAAún no hay calificaciones
- Parcial N°1Documento12 páginasParcial N°1Yonis MonroyAún no hay calificaciones
- P1 Proceso de Conformado Gabino RiveraDocumento6 páginasP1 Proceso de Conformado Gabino RiveraMone100% (1)
- LOS ELECTRODOS y Sus Caracteristicas..............................Documento8 páginasLOS ELECTRODOS y Sus Caracteristicas..............................GERLIAún no hay calificaciones
- ELECTRODOSDocumento13 páginasELECTRODOSVictor AlexanderAún no hay calificaciones
- Soldadura Con Electrodo RevestidoDocumento12 páginasSoldadura Con Electrodo RevestidoSergio Andres DavilaAún no hay calificaciones
- Tipos de Electrodos OriginalDocumento35 páginasTipos de Electrodos OriginalRafael JaramilloAún no hay calificaciones
- Sena - Proceso SmawDocumento5 páginasSena - Proceso SmawalejoojoseAún no hay calificaciones
- Nomenclatura de Electrodos y Su AplicaciónDocumento6 páginasNomenclatura de Electrodos y Su AplicaciónTAPUYO CHAPIRO DARWINAún no hay calificaciones
- Manual de Electrodos para Soldadura ElectricaDocumento31 páginasManual de Electrodos para Soldadura ElectricaLUIS SULBARANAún no hay calificaciones
- Guia de Soldadura EléctricaDocumento30 páginasGuia de Soldadura EléctricaLUIS SULBARANAún no hay calificaciones
- Manual de Proceso Del OroDocumento72 páginasManual de Proceso Del OroLUIS SULBARANAún no hay calificaciones
- Guía para La Elaboración de Proyectos ProingeosDocumento34 páginasGuía para La Elaboración de Proyectos ProingeosLUIS SULBARANAún no hay calificaciones
- Tabla Base para El Calculo de Honorarios de Avalúos de Inmuebles UrbanosDocumento22 páginasTabla Base para El Calculo de Honorarios de Avalúos de Inmuebles UrbanosLUIS SULBARANAún no hay calificaciones
- Guia Avaluo Inmuebles UrbanosDocumento25 páginasGuia Avaluo Inmuebles UrbanosLUIS SULBARANAún no hay calificaciones
- Análisis de Autocorrelación - J.M. Arranz, M.M. ZamoraDocumento35 páginasAnálisis de Autocorrelación - J.M. Arranz, M.M. ZamoraRaul GalindezAún no hay calificaciones
- Normas APADocumento23 páginasNormas APALenny Viteri EnriquezAún no hay calificaciones
- Escaleras Fibra de Vidrio-0Documento10 páginasEscaleras Fibra de Vidrio-0Camilo RojasAún no hay calificaciones
- Cronograma Encuentros SicrónicosDocumento1 páginaCronograma Encuentros SicrónicosJulio PayeroAún no hay calificaciones
- TRABAJO FINAL Diagnóstico y Reparación Del Sistema de Suspensión, Dirección y FrenosDocumento7 páginasTRABAJO FINAL Diagnóstico y Reparación Del Sistema de Suspensión, Dirección y FrenosNilsom UrviolaAún no hay calificaciones
- Entre Windows 10 y Win 11Documento1 páginaEntre Windows 10 y Win 11Jerson CabezasAún no hay calificaciones
- Clase 1309 Evaluación Formativa EBADocumento44 páginasClase 1309 Evaluación Formativa EBATucto Mariano YaneAún no hay calificaciones
- 03 Capitulo VDocumento102 páginas03 Capitulo VNazly AlejandraAún no hay calificaciones
- Sistema Inglés de MedidasDocumento5 páginasSistema Inglés de MedidasAdriana VeraAún no hay calificaciones
- Memoria Edificio (Arquitectura)Documento5 páginasMemoria Edificio (Arquitectura)JheisonLazaroMzaAún no hay calificaciones
- Memoria de Calculo Tribuna OkDocumento13 páginasMemoria de Calculo Tribuna OkMarco Antonio Mamani QuispeAún no hay calificaciones
- Tijan - CanaryDocumento470 páginasTijan - Canaryits samuelpeskyAún no hay calificaciones
- Syllabus Fundamentos de Mercadeo 100504A-224Documento15 páginasSyllabus Fundamentos de Mercadeo 100504A-224DIANA ANGELICA CARRANZA GUAYARAAún no hay calificaciones
- LitografiaDocumento8 páginasLitografiaJavier Arancibia MartinezAún no hay calificaciones
- Cartas Comerciales - GrupalDocumento14 páginasCartas Comerciales - GrupaljicockAún no hay calificaciones
- INTERFONDOS - Declaración Jurada de Residencia Fiscal Personas NaturalesDocumento1 páginaINTERFONDOS - Declaración Jurada de Residencia Fiscal Personas NaturalesEric Gutmann ZamoraAún no hay calificaciones
- Croc OdiliaDocumento14 páginasCroc OdiliadeusestomniaAún no hay calificaciones
- Ejercicios Selectividad Mates CcssDocumento19 páginasEjercicios Selectividad Mates CcssRUBENAún no hay calificaciones
- Ficha Práctica de La PlantaDocumento3 páginasFicha Práctica de La PlantaErick Marvin Campos Garcia100% (2)
- Informe #05 CalicatasDocumento11 páginasInforme #05 CalicatasJulio Cesar Ambrosio CamposAún no hay calificaciones
- Diseño y Proyectos Redes FO 3 (Elaboracion de Proyectos)Documento51 páginasDiseño y Proyectos Redes FO 3 (Elaboracion de Proyectos)Raul Muñoz VenturaAún no hay calificaciones
- Avila Carlos Examen Final de Análisis Instrumental Módulo Uv - g2Documento3 páginasAvila Carlos Examen Final de Análisis Instrumental Módulo Uv - g2Ivn CorderoAún no hay calificaciones
- Lineas Acopladas en ParaleloDocumento95 páginasLineas Acopladas en Paralelojgmaestrer58610% (1)
- PRC-001. Procedimiento de Gestión DocumentalDocumento22 páginasPRC-001. Procedimiento de Gestión DocumentalHidalme QuiaroAún no hay calificaciones
- Caso Douglas S.ADocumento4 páginasCaso Douglas S.AMerly Celeste Ramos PardaveAún no hay calificaciones
- China 1,2,7Documento9 páginasChina 1,2,7Maria Montes RodriguezAún no hay calificaciones
- Indicador de Presión y Vacio Transformadores Mayores A 2500 kVA o NBAI Mayor A 2000kV PDFDocumento1 páginaIndicador de Presión y Vacio Transformadores Mayores A 2500 kVA o NBAI Mayor A 2000kV PDFromoAún no hay calificaciones
- Guia Trabajo Individual Fase 1 Unidad 1Documento7 páginasGuia Trabajo Individual Fase 1 Unidad 1Jimmy DelgadoAún no hay calificaciones
- Produccion Organica y Ecologica 02 - Ley 29196 - 2008 PDFDocumento40 páginasProduccion Organica y Ecologica 02 - Ley 29196 - 2008 PDFObservatorio Agroecológico - RAE PERÚAún no hay calificaciones
- Echo-Actividad de Puntos Evaluables - Escenario 6 - Primer Bloque-Ciencias Basicas - Virtual - Herramientas para La ProductividadDocumento5 páginasEcho-Actividad de Puntos Evaluables - Escenario 6 - Primer Bloque-Ciencias Basicas - Virtual - Herramientas para La ProductividadDanielaAún no hay calificaciones