También podría gustarte
- PPAPDocumento36 páginasPPAPcitaba3045Aún no hay calificaciones
- Caso PPAPDocumento19 páginasCaso PPAPUlises BifanoAún no hay calificaciones
- de PPAPDocumento12 páginasde PPAPGaabs LdAún no hay calificaciones
- PPAPDocumento20 páginasPPAPGabriel Gómez ReynaAún no hay calificaciones
- Ppap Romo RiDocumento11 páginasPpap Romo RiRamiro Garcia ibarraAún no hay calificaciones
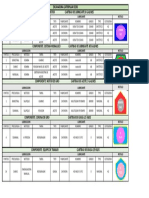
- Carta de Lubricacion PDFDocumento1 páginaCarta de Lubricacion PDFjuanAún no hay calificaciones
- 4 Programa de Mantenimiento Motores de Combustión InternaDocumento14 páginas4 Programa de Mantenimiento Motores de Combustión InternaJuan Carlos HuamánAún no hay calificaciones
- Midiendo La Cilindricidad IDocumento6 páginasMidiendo La Cilindricidad ICarlos RamirezAún no hay calificaciones
- Universidad Aeronáutica en Quéretaro: TSUA31Documento2 páginasUniversidad Aeronáutica en Quéretaro: TSUA31Bernardo CastilloAún no hay calificaciones
- Practica 6Documento8 páginasPractica 6Ruster TrejoAún no hay calificaciones
- Pablo Fernando Ramirez Tesiss PDFDocumento82 páginasPablo Fernando Ramirez Tesiss PDFAngel MedinaAún no hay calificaciones
- Formato Evaluacion EconomicaDocumento2 páginasFormato Evaluacion EconomicaCarlos Alejo0% (1)
- Control Estadístico de Procesos - David - 01Documento179 páginasControl Estadístico de Procesos - David - 01Andres Sanga TitoAún no hay calificaciones
- Cuestionario 2Documento10 páginasCuestionario 2David MoralesAún no hay calificaciones
- RTVDocumento36 páginasRTVANGEL PORTILLA AGUILARAún no hay calificaciones
- Manual Ppap 1Documento17 páginasManual Ppap 1Flavia PiruAún no hay calificaciones
- DIBUJO MECÁNICO-toleranciasDocumento7 páginasDIBUJO MECÁNICO-toleranciasMishu MalesAún no hay calificaciones
- Normas Sector AutomóvilDocumento6 páginasNormas Sector AutomóvilEbels67% (3)
- Sakichi Toyoda HistoriaDocumento4 páginasSakichi Toyoda HistoriaLiliana AlvarezAún no hay calificaciones
- Diagrama Causa EfectoDocumento4 páginasDiagrama Causa EfectoHernández Yenireth0% (1)
- Plan de ControlDocumento3 páginasPlan de ControlJowell ReynosaAún no hay calificaciones
- Mapa Conceptual CEP, APQP y PPAP.Documento3 páginasMapa Conceptual CEP, APQP y PPAP.aileen guluarte100% (1)
- Regla 41-222Documento3 páginasRegla 41-222MariangelVelascoAún no hay calificaciones
- Ppap 9°"d"Documento58 páginasPpap 9°"d"Miguel Cardone100% (1)
- Simbologia NeumaticaDocumento26 páginasSimbologia NeumaticaEnrique ErazoAún no hay calificaciones
- Reporte Practica ADocumento18 páginasReporte Practica AmariaAún no hay calificaciones
- Disponibilidad Operacional Generalizada (AGO, DOG)Documento12 páginasDisponibilidad Operacional Generalizada (AGO, DOG)Joszx LopezAún no hay calificaciones
- Ejercicio 5 y 25Documento6 páginasEjercicio 5 y 25Bryan EduardoAún no hay calificaciones
- Taller 1 Six SigmaDocumento34 páginasTaller 1 Six Sigmaerika toro0% (1)
- Lista Preliminar de Características Especiales de Productos y ProcesosDocumento11 páginasLista Preliminar de Características Especiales de Productos y ProcesosAnahí CLAún no hay calificaciones
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Documento4 páginasEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceAún no hay calificaciones
- Los 18 Elementos Del PPAP Son Los SiguientesDocumento2 páginasLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezAún no hay calificaciones
- Análisis de Causas de IncumplimientoDocumento4 páginasAnálisis de Causas de Incumplimientodiego hinostroza gutierrezAún no hay calificaciones
- Manual SPC Segunda Edición PDFDocumento234 páginasManual SPC Segunda Edición PDFSebastian Gomez MorenoAún no hay calificaciones
- Tarea 3. Distribución de Planta Por Producto - MartillosDocumento5 páginasTarea 3. Distribución de Planta Por Producto - MartillosAMANDA VALERIA MIGOYA SUAREZAún no hay calificaciones
- Amef CpuDocumento7 páginasAmef CpuaracelyAún no hay calificaciones
- EJERCICIODocumento2 páginasEJERCICIOANA LUCIA ESTRADA ALVARADOAún no hay calificaciones
- Características Del MILDocumento5 páginasCaracterísticas Del MILchanjoseAún no hay calificaciones
- Manual de Calidad.Documento7 páginasManual de Calidad.James Stiven Carreño RodríguezAún no hay calificaciones
- CO-F02 V2 Formato Evaluacion de ProveedoresDocumento4 páginasCO-F02 V2 Formato Evaluacion de ProveedoresNaylé LopézAún no hay calificaciones
- El Por Qué Ergonómico de La Disposición de Los Pedales en Los AutosDocumento5 páginasEl Por Qué Ergonómico de La Disposición de Los Pedales en Los AutosBernardo Williams100% (1)
- DiagramasDocumento4 páginasDiagramasRUBEN DARIO ROMERO ROMEROAún no hay calificaciones
- Maquina InyectoraDocumento4 páginasMaquina Inyectoraandreececo100% (1)
- Planteamiento de Proyecto para Aprobacion de Numeros de ParteDocumento83 páginasPlanteamiento de Proyecto para Aprobacion de Numeros de ParteDaniel CastilloAún no hay calificaciones
- Procesos Avanzados de ManufacturaDocumento7 páginasProcesos Avanzados de ManufacturaCarlos MulaAún no hay calificaciones
- Megafabrica Llantas MichelinDocumento18 páginasMegafabrica Llantas MichelinJavier OspinaAún no hay calificaciones
- Taller R - Anova de Un Factor y Prueba de Tukey PDFDocumento3 páginasTaller R - Anova de Un Factor y Prueba de Tukey PDFLuigi MAún no hay calificaciones
- Estadística Aplicada A La Ingeniería: Mll. Paloma Serrano RuizDocumento7 páginasEstadística Aplicada A La Ingeniería: Mll. Paloma Serrano RuizAngelo Torres TerrerosAún no hay calificaciones
- Ejercicios de Diagrama de ParetoDocumento4 páginasEjercicios de Diagrama de ParetoAndrea OjedaAún no hay calificaciones
- Información Documentada IATF 16949Documento4 páginasInformación Documentada IATF 16949Juan Villa100% (1)
- Hoja de Trabajo Taller MecanicoDocumento17 páginasHoja de Trabajo Taller MecanicoFernan CrossAún no hay calificaciones
- Ejercicios Cartas de Control (4572)Documento8 páginasEjercicios Cartas de Control (4572)Alejandro AguilarAún no hay calificaciones
- Analisis de Productividad en Taller Mecanico PDFDocumento4 páginasAnalisis de Productividad en Taller Mecanico PDFJuan vaizAún no hay calificaciones
- Paez Nogueda Ejercicio-20 TaguchiDocumento5 páginasPaez Nogueda Ejercicio-20 Taguchibrayan paezAún no hay calificaciones
- Programa Mantenimiento Software Mobility Work David Ajhuacho IncaDocumento11 páginasPrograma Mantenimiento Software Mobility Work David Ajhuacho IncaDavid Ajhuacho IncaAún no hay calificaciones
- Tesis-Universidad de queretaro-CoreTool-Validacion de PPAP-0488 PDFDocumento83 páginasTesis-Universidad de queretaro-CoreTool-Validacion de PPAP-0488 PDFeduardohe_ing0% (1)
- Factor MaquinariaDocumento14 páginasFactor MaquinariaRenzo Zamora92% (12)
- Ppap Romo RamDocumento17 páginasPpap Romo RamRamiro Garcia ibarraAún no hay calificaciones
- PPAPDocumento86 páginasPPAPDana JuarezAún no hay calificaciones
- Ppap Cuarta Edicion Mayo 2006Documento47 páginasPpap Cuarta Edicion Mayo 2006armandoaldrettAún no hay calificaciones
- Situación Contextual #04Documento2 páginasSituación Contextual #04CARLOS RAUL FIGUEROA GONZALESAún no hay calificaciones
- Anexo Criterios para La Revisión Del Circuito CerradoDocumento33 páginasAnexo Criterios para La Revisión Del Circuito CerradoguadalupecastillovianAún no hay calificaciones
- Geopolítica Latinoamericana (Mirando Al Mundo Desde El Sur)Documento5 páginasGeopolítica Latinoamericana (Mirando Al Mundo Desde El Sur)Valentina ArangoAún no hay calificaciones
- Practica 3 FIS1200 Paralelo I 22021Documento4 páginasPractica 3 FIS1200 Paralelo I 22021Daniela Anahi ArancibiaAún no hay calificaciones
- 3 Reyes Paso 2.Documento6 páginas3 Reyes Paso 2.ever reyez perez100% (1)
- Planes Escuela de Ingenieros Industriales y Telecomunicaciones (UC)Documento2 páginasPlanes Escuela de Ingenieros Industriales y Telecomunicaciones (UC)pesama1Aún no hay calificaciones
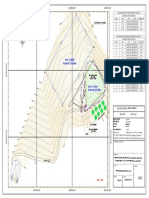
- Plano BotaderoDocumento1 páginaPlano BotaderoRoger ReyesAún no hay calificaciones
- Semana 11 CVVDocumento28 páginasSemana 11 CVVEl Magnifico X-8Aún no hay calificaciones
- Modulo Geografia PDFDocumento11 páginasModulo Geografia PDFCarol PatiñoAún no hay calificaciones
- DOMÓTICADocumento22 páginasDOMÓTICAGladys Pilar Arista Mori100% (1)
- Ideas de Negocio Cultura OrganizacionalDocumento2 páginasIdeas de Negocio Cultura OrganizacionalJuan BeltranAún no hay calificaciones
- Tipos de DrogasDocumento11 páginasTipos de DrogasAlbe VicAún no hay calificaciones
- p1 Raz. Verbal - Extraordinario 2024Documento24 páginasp1 Raz. Verbal - Extraordinario 2024rominagmcc6Aún no hay calificaciones
- Cronograma de ActividadesDocumento2 páginasCronograma de ActividadesHizaki DreyKo Ochiro VallqiriAún no hay calificaciones
- Proyecto Final Herramientas de NegociaciónDocumento10 páginasProyecto Final Herramientas de NegociaciónLissa Abiheyl100% (1)
- Informe Teoria General de La AdministraciónDocumento24 páginasInforme Teoria General de La AdministraciónPORRRNESIANPARRRAPIO NAMSARIAún no hay calificaciones
- CREA+METAS+SMART CompressedDocumento37 páginasCREA+METAS+SMART CompressedMaríaAún no hay calificaciones
- Regla de Las MezclasDocumento9 páginasRegla de Las MezclasGabriel2102Aún no hay calificaciones
- Unidad 1 Experimentos Aleatorios y Técnicas de ConteoDocumento11 páginasUnidad 1 Experimentos Aleatorios y Técnicas de ConteoAdrianaAún no hay calificaciones
- La ComunicacionDocumento6 páginasLa ComunicacionEco TropicalAún no hay calificaciones
- ElectroscopioDocumento6 páginasElectroscopioSujaile ContrerasAún no hay calificaciones
- Fundamentación para El Ejercicio Del Mando RevisadoDocumento119 páginasFundamentación para El Ejercicio Del Mando RevisadoNICO Y JULIAún no hay calificaciones
- Cuarto Grado SESIÓN DE APRENDIZAJE 04-2024-1Documento3 páginasCuarto Grado SESIÓN DE APRENDIZAJE 04-2024-1Aguila del AguilaAún no hay calificaciones
- CABANOSDocumento17 páginasCABANOSjolu.serratoAún no hay calificaciones
- Mapa Conceptual - Lucero HCDocumento1 páginaMapa Conceptual - Lucero HCLUCERO HERNANDEZ CERECEDOAún no hay calificaciones
- Dialnet InfluenciaDelSistemaVisualEnElAprendizajeDelProces 5599207Documento16 páginasDialnet InfluenciaDelSistemaVisualEnElAprendizajeDelProces 5599207soniaAún no hay calificaciones
- Taller de Signos de Puntuacion y Conectores Logicos.... 1docDocumento6 páginasTaller de Signos de Puntuacion y Conectores Logicos.... 1docfabio mejia0% (1)
- Mineria IlegalDocumento7 páginasMineria IlegalNicolle MorenoAún no hay calificaciones
- PC1 El74 2022-2Documento2 páginasPC1 El74 2022-2José RodríguezAún no hay calificaciones
- FirmaDocumento82 páginasFirmaLiliana López BarajasAún no hay calificaciones