También podría gustarte
- Repuestos Basados en Riesgo - Introduccion PDFDocumento6 páginasRepuestos Basados en Riesgo - Introduccion PDFyaren sofia cruzAún no hay calificaciones
- Sesión 1Documento27 páginasSesión 1Adelmo Calua CuevaAún no hay calificaciones
- Pilares de MantenimientoDocumento44 páginasPilares de MantenimientoAlvaro López LópezAún no hay calificaciones
- Niveles de Inventario Basados en ConfiabilidadDocumento3 páginasNiveles de Inventario Basados en ConfiabilidadHumberto Josué FigueredoAún no hay calificaciones
- Modelo Optimo de Mantenimiento Centrado en Confiabilidad para Redes de Distribución de EnergiaDocumento32 páginasModelo Optimo de Mantenimiento Centrado en Confiabilidad para Redes de Distribución de Energiaeddiey100% (1)
- Manual Homini RUNTDocumento29 páginasManual Homini RUNTJose RojasAún no hay calificaciones
- 5.4. Tema IV (RCA)Documento36 páginas5.4. Tema IV (RCA)cristhian alcocerAún no hay calificaciones
- Documento Analisis de FallaDocumento12 páginasDocumento Analisis de FallanachoAún no hay calificaciones
- Tareas de MantenimientoDocumento22 páginasTareas de MantenimientoJohnnysio de HerreraAún no hay calificaciones
- Informe de Pasantias LuzDocumento46 páginasInforme de Pasantias LuzAlexiAvilaAún no hay calificaciones
- Metodología de Mantenimiento Centrado en RiesgoDocumento8 páginasMetodología de Mantenimiento Centrado en RiesgoHUGO FRANK ZAVALA RAMOSAún no hay calificaciones
- PE en Mantenimiento Electromecanico de Maquinaria y Equipos VI 2020 M02Documento9 páginasPE en Mantenimiento Electromecanico de Maquinaria y Equipos VI 2020 M02Miguel MulatilloAún no hay calificaciones
- PRES4 Ordenes de Mmto en SAPDocumento24 páginasPRES4 Ordenes de Mmto en SAPFrancisco José Olivares100% (1)
- Curso VA101 - Vibraciones Mecanicas1 - PDM - Resumen PDFDocumento29 páginasCurso VA101 - Vibraciones Mecanicas1 - PDM - Resumen PDFEduardo GoyhenecheAún no hay calificaciones
- Plan Metodológico RCM-RBDDocumento16 páginasPlan Metodológico RCM-RBDanyela mezaAún no hay calificaciones
- RuntDocumento19 páginasRuntmaria paulaAún no hay calificaciones
- Tesis Mantenimiento Con SAPDocumento178 páginasTesis Mantenimiento Con SAPHelard Bejarano100% (3)
- Mantenimiento Basado en Confiabilidad (Gastos y Presupuestos de Mantenimiento)Documento11 páginasMantenimiento Basado en Confiabilidad (Gastos y Presupuestos de Mantenimiento)OrlandoRiosAún no hay calificaciones
- Diagnostico de Fallas en MotoresDocumento141 páginasDiagnostico de Fallas en MotoresKarin Fernando100% (1)
- TESISDocumento110 páginasTESISjustbasAún no hay calificaciones
- Tesis RCM PDFDocumento130 páginasTesis RCM PDFJean Paul Terrones ZavalaAún no hay calificaciones
- Módulo 11 - Las Tórtolas PDFDocumento3 páginasMódulo 11 - Las Tórtolas PDFMaria Ignacia VasquezAún no hay calificaciones
- Clase 04 - Mantenimiento PreventivoDocumento54 páginasClase 04 - Mantenimiento PreventivoManuel SanchezAún no hay calificaciones
- Casos Unid2 VespDocumento6 páginasCasos Unid2 VespMarcial Rojas Figueroa0% (2)
- Informe Final 1Documento51 páginasInforme Final 1Cristobal BernalAún no hay calificaciones
- PDF Analisis y Diagnostico de FallasDocumento11 páginasPDF Analisis y Diagnostico de FallasEdwin Vasquez gonzalesAún no hay calificaciones
- Mantenimiento Basado en RiesgosDocumento14 páginasMantenimiento Basado en RiesgosJean Piere Chamorro TorresAún no hay calificaciones
- Plan de Mantenimiento Instaaciones ElectricasDocumento64 páginasPlan de Mantenimiento Instaaciones ElectricasGuillermo BlancarteAún no hay calificaciones
- Guia WindowsDocumento40 páginasGuia WindowsAntonio PalmaAún no hay calificaciones
- Ingenieria Del MantenimientoDocumento8 páginasIngenieria Del Mantenimientodeisy yasmidAún no hay calificaciones
- Traduccion IAM Competences Part 1Documento19 páginasTraduccion IAM Competences Part 1Leidy Alejandra Urquijo PastranaAún no hay calificaciones
- Nuevas Tendencias de Mantenimiento IndustrialDocumento13 páginasNuevas Tendencias de Mantenimiento IndustrialFrancisco LyAún no hay calificaciones
- TALLER SkudmartDocumento5 páginasTALLER SkudmartYuranis Romaña Florez0% (1)
- Implementa Mod PMDocumento48 páginasImplementa Mod PMElvis BazanAún no hay calificaciones
- Control de Calidad en MantenimientoDocumento9 páginasControl de Calidad en MantenimientoFrancisco RodriguezAún no hay calificaciones
- Mantenimiento Centrado en La ConfiabilidadDocumento11 páginasMantenimiento Centrado en La ConfiabilidadCarlos SuarezAún no hay calificaciones
- Proceso ConcentracinDocumento127 páginasProceso ConcentracinGabriel GarciaAún no hay calificaciones
- 1 200Documento200 páginas1 200pattyAún no hay calificaciones
- BT v1.5Documento31 páginasBT v1.5roqueAún no hay calificaciones
- Analisis DeFallas - AMEF. SC - MADocumento49 páginasAnalisis DeFallas - AMEF. SC - MAfidelvillaAún no hay calificaciones
- Z 008 EspanolDocumento41 páginasZ 008 Espanolanthony Santa CruzAún no hay calificaciones
- Ensayo Del Plan de Mantenimiento RCMDocumento6 páginasEnsayo Del Plan de Mantenimiento RCMVILLEDA ZUÑIGA MARIA DEL CARMENAún no hay calificaciones
- Tesis Gestión Del Mantenimiento Mediante Six SigmaDocumento231 páginasTesis Gestión Del Mantenimiento Mediante Six SigmaOzkhar AF100% (2)
- Analisis Causa Raiz-Banda TransportadoraDocumento8 páginasAnalisis Causa Raiz-Banda TransportadoranachoAún no hay calificaciones
- Análisis de Causa Raíz PPT - PanamaDocumento61 páginasAnálisis de Causa Raíz PPT - PanamaJose CalvoAún no hay calificaciones
- Confiabilidad Del MantenimientoDocumento17 páginasConfiabilidad Del MantenimientoLuisfer Sanchez PinedaAún no hay calificaciones
- EV. 3 Matriales de Mecanica EN PROCESO 2222Documento9 páginasEV. 3 Matriales de Mecanica EN PROCESO 2222Sergio Provoste RuizAún no hay calificaciones
- Manual SapDocumento57 páginasManual SapFrancisco GómezAún no hay calificaciones
- Análisis PESTEL Los Bronces Anglo American Chile PLCDocumento2 páginasAnálisis PESTEL Los Bronces Anglo American Chile PLCNicolás Alberto Rojas0% (1)
- Implementacion de Gestion Docu en ProyectoDocumento218 páginasImplementacion de Gestion Docu en ProyectoHector SanAún no hay calificaciones
- El Análisis Modal de Fallos y EfectosDocumento11 páginasEl Análisis Modal de Fallos y EfectosCESAR TAPIAAún no hay calificaciones
- DiagnosticoDocumento6 páginasDiagnosticocrisan forever100% (1)
- Tacticas de MantenimientoDocumento9 páginasTacticas de Mantenimientolopablito24Aún no hay calificaciones
- Pronóstico de Demanda REV3Documento3 páginasPronóstico de Demanda REV3Andres Robles100% (1)
- Como Hacer Un Plan de ManttoDocumento11 páginasComo Hacer Un Plan de ManttoLuisCheukoCheuquianAún no hay calificaciones
- Material de Estudio Mantenimiento IndustrialDocumento30 páginasMaterial de Estudio Mantenimiento IndustrialNelson GonzalezAún no hay calificaciones
- Guia10 ImformeDocumento4 páginasGuia10 ImformeFernando SosaAún no hay calificaciones
- Análisis de FallasDocumento7 páginasAnálisis de FallasJorge EsquerreAún no hay calificaciones
- Actividad 1 Unidad 3 Sistemas MecanicosDocumento23 páginasActividad 1 Unidad 3 Sistemas MecanicosSinai RiveraAún no hay calificaciones
- MolinaDocumento14 páginasMolinajose diazAún no hay calificaciones
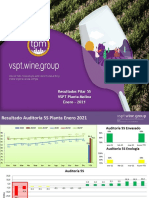
- Resultados Pilar 5S Planta Molina Enero 2021Documento7 páginasResultados Pilar 5S Planta Molina Enero 2021Andres NuñezAún no hay calificaciones
- Driving System Auditoría 5S 2019 - VSPT Final - XLSMDocumento21 páginasDriving System Auditoría 5S 2019 - VSPT Final - XLSMAndres NuñezAún no hay calificaciones
- PERNOSDocumento10 páginasPERNOSAndres NuñezAún no hay calificaciones
- Eva 4 - Mecanica de Fluidos - Nicolas Aravena - Francisci Dominguez - Jonathan Sepulveda.Documento31 páginasEva 4 - Mecanica de Fluidos - Nicolas Aravena - Francisci Dominguez - Jonathan Sepulveda.Andres NuñezAún no hay calificaciones
- AUDITORIA4Documento9 páginasAUDITORIA4Andres NuñezAún no hay calificaciones
- Agroindustrial Surfrut LtdaDocumento1 páginaAgroindustrial Surfrut LtdaAndres NuñezAún no hay calificaciones
- Diseno de Un Tecle Tipo Portico para El Area de MantenimientoDocumento31 páginasDiseno de Un Tecle Tipo Portico para El Area de MantenimientoAndres NuñezAún no hay calificaciones
- Historia y Contenido de La Presentacion de Agroindustrial Surfrut LtdaDocumento4 páginasHistoria y Contenido de La Presentacion de Agroindustrial Surfrut LtdaAndres NuñezAún no hay calificaciones
- MPST01 U2 ABPro2 ES3 ES4Documento6 páginasMPST01 U2 ABPro2 ES3 ES4Andres NuñezAún no hay calificaciones
- Estandarización de Uso de Botellas-ElaboraciónDocumento49 páginasEstandarización de Uso de Botellas-ElaboraciónAndres NuñezAún no hay calificaciones
- Tabla Cadena 2020Documento7 páginasTabla Cadena 2020Andres NuñezAún no hay calificaciones
- Paso A Paso Correas en VDocumento2 páginasPaso A Paso Correas en VAndres NuñezAún no hay calificaciones
- Contacto H-G VendimiaDocumento49 páginasContacto H-G VendimiaAndres NuñezAún no hay calificaciones
- Diagrama Jackknife y ParetoDocumento7 páginasDiagrama Jackknife y ParetoAndres NuñezAún no hay calificaciones
- Plantilla de TesisDocumento8 páginasPlantilla de TesisAndres NuñezAún no hay calificaciones
- Eva3 - Analisis de FallaDocumento12 páginasEva3 - Analisis de FallaAndres NuñezAún no hay calificaciones
- Excreción Urinaria de Una Sustancia Predicha de La Densidad UrinariaDocumento11 páginasExcreción Urinaria de Una Sustancia Predicha de La Densidad UrinariaAndres NuñezAún no hay calificaciones
- Historia Clínica e Informe Psicológico.Documento3 páginasHistoria Clínica e Informe Psicológico.Andres ValdiviezoAún no hay calificaciones
- Actividad #1Documento7 páginasActividad #1Rosa Velermina Rodriguez MorenoAún no hay calificaciones
- Diseño y Calculo de Lineas Por BombeoDocumento5 páginasDiseño y Calculo de Lineas Por BombeoCarlos Jimenez100% (2)
- T. ExcluidosDocumento63 páginasT. ExcluidosRicardoOkawaAún no hay calificaciones
- Marco Metodologico - ValleDocumento4 páginasMarco Metodologico - ValleDani ValleAún no hay calificaciones
- Practica2. CIRCUIT CA AND CD VARELADocumento18 páginasPractica2. CIRCUIT CA AND CD VARELAdanyAún no hay calificaciones
- Mapa Procesos - TopografiaDocumento16 páginasMapa Procesos - TopografiaYasmin Maribel Huisacayna GuzmanAún no hay calificaciones
- Anuario Hidrografico Costa AntofagastaDocumento675 páginasAnuario Hidrografico Costa Antofagastajose mullerAún no hay calificaciones
- Ejercicio de Quimica 5 Historia de La QuimicaDocumento1 páginaEjercicio de Quimica 5 Historia de La QuimicaLIZETHAún no hay calificaciones
- Publicidad Como Influye en La Rentailidd EmprsarialDocumento123 páginasPublicidad Como Influye en La Rentailidd EmprsarialChris ACAún no hay calificaciones
- Practica 2 Pet-103Documento14 páginasPractica 2 Pet-103Carlos Sirpa MachacaAún no hay calificaciones
- Preguntas de VerificacionDocumento2 páginasPreguntas de Verificaciondaniel100% (2)
- Elementos de Trabajo para Los Murales ComunitariosDocumento3 páginasElementos de Trabajo para Los Murales ComunitariosEnrique Vargas MadrazoAún no hay calificaciones
- Formato para AuditoriasDocumento7 páginasFormato para AuditoriasKevin Maldonado100% (1)
- Proyecto de TecnologiaDocumento32 páginasProyecto de TecnologiaMauricio Cordova CasupaAún no hay calificaciones
- Ip Construccion Civil PDFDocumento1 páginaIp Construccion Civil PDFMiguel Fernandez AndradeAún no hay calificaciones
- Recoleccion de DatosDocumento10 páginasRecoleccion de DatosPatricia MichelAún no hay calificaciones
- Guión PodcastDocumento2 páginasGuión PodcastSARA HERRERAAún no hay calificaciones
- Sesión de Aprendizaje 01Documento8 páginasSesión de Aprendizaje 01lilianmaribellaAún no hay calificaciones
- Malla Cullicular AnteriorDocumento1 páginaMalla Cullicular Anteriorflavio zuñiga espinozaAún no hay calificaciones
- Ciencia y Tecnologia InformeDocumento13 páginasCiencia y Tecnologia InformeJonel Eduardo Obando CorreaAún no hay calificaciones
- Estrategias y Tecnicas de Negociacion - UGTDocumento108 páginasEstrategias y Tecnicas de Negociacion - UGTAnonymous H3kGwRFiE100% (3)
- Caso HarrahsEntertainmentDocumento17 páginasCaso HarrahsEntertainmentPerliux BombiuxAún no hay calificaciones
- Fenómenos de Transporte.Documento2 páginasFenómenos de Transporte.Dany OthonielAún no hay calificaciones
- Casos de OrganizaciónDocumento3 páginasCasos de OrganizaciónJuanEduardoRabanalTorres0% (2)
- Tarea1 U3Documento4 páginasTarea1 U3Ariel P. Alcayaga0% (1)
- A Sistemas Administrativos de Aplicacion NacionalDocumento4 páginasA Sistemas Administrativos de Aplicacion NacionalsheylaesperanzaAún no hay calificaciones
- Deportes y Fanatismos. Apuntes y Subjetividades Globalizadas en El Neoliberalismo - Hijś - Álvarez GandolfiDocumento9 páginasDeportes y Fanatismos. Apuntes y Subjetividades Globalizadas en El Neoliberalismo - Hijś - Álvarez GandolfiAaron Ezequiel GonzalezAún no hay calificaciones
- GESTIÓN EMPRESARIAL: Administración de Materiales e InsumosDocumento23 páginasGESTIÓN EMPRESARIAL: Administración de Materiales e InsumosJulio Antonio Huaman100% (1)
- Formulario DinamicaDocumento4 páginasFormulario DinamicaJorge QuinteroAún no hay calificaciones