También podría gustarte
- Tp1 de Produ3Documento12 páginasTp1 de Produ3Wilson LopezAún no hay calificaciones
- Instalaciones de Producción de PetróleoDocumento17 páginasInstalaciones de Producción de PetróleoJennifer Bracho100% (1)
- Prueba Mediante SeparadoresDocumento35 páginasPrueba Mediante SeparadoresLuis CassoAún no hay calificaciones
- Conceptos Básicos para PetrolerosDocumento20 páginasConceptos Básicos para PetrolerosJoseph Guadalupe Bautista GarciaAún no hay calificaciones
- Separadores de Petróleo y Gas: Definición, Principios y FuncionesDocumento49 páginasSeparadores de Petróleo y Gas: Definición, Principios y FuncionesKatty Atoche100% (1)
- Terminacion de Pozos HorizontalesDocumento16 páginasTerminacion de Pozos HorizontalesEverth Joan Escalera FernandezAún no hay calificaciones
- Arreglo de FondoDocumento17 páginasArreglo de FondoReynaldo Navia MendozaAún no hay calificaciones
- Arboles de ProducciónDocumento1 páginaArboles de ProducciónIsmael HdzAún no hay calificaciones
- Analisis NodalDocumento2 páginasAnalisis NodalDennar Puma GuzmánAún no hay calificaciones
- Diseño de tuberías de producciónDocumento16 páginasDiseño de tuberías de producciónWilliam James Synclair PendragonAún no hay calificaciones
- Herramienta de Asentamiento Mecánico para Empaque Con GravaDocumento20 páginasHerramienta de Asentamiento Mecánico para Empaque Con GravaDiana Vasquez100% (1)
- Terminacion DobleDocumento4 páginasTerminacion DoblesergioAún no hay calificaciones
- Capitulo I - PDF Introduccion FacilidadesDocumento56 páginasCapitulo I - PDF Introduccion FacilidadesCarlos Rincon100% (1)
- Terminacion en Agujero AbiertoDocumento13 páginasTerminacion en Agujero Abiertovane230991Aún no hay calificaciones
- Resistencia de tuberías en la industria petroleraDocumento12 páginasResistencia de tuberías en la industria petroleraAlejandro RivasAún no hay calificaciones
- PerfoBlogger - Equipos Usados en Completaciones de Pozos PDFDocumento8 páginasPerfoBlogger - Equipos Usados en Completaciones de Pozos PDFthunders16100% (1)
- Completación de PozosDocumento120 páginasCompletación de PozosCarolay Fernandez RamosAún no hay calificaciones
- TIPOS DE TERMINACION MonografiaDocumento11 páginasTIPOS DE TERMINACION MonografiaFabiola Fabisita PacoAún no hay calificaciones
- Collar FlotadorDocumento3 páginasCollar FlotadorPaolaQuispeJaldinAún no hay calificaciones
- Preventor de ReventonesDocumento14 páginasPreventor de Reventoneslaionel callisayaAún no hay calificaciones
- Choke ManifoldDocumento1 páginaChoke Manifoldselvi100% (1)
- Completacion Doble SelectivaDocumento8 páginasCompletacion Doble SelectivaVictor NievesAún no hay calificaciones
- Informe Perforacion BopDocumento12 páginasInforme Perforacion BopEdwin Chamby100% (3)
- Desfogue y matada de pozosDocumento4 páginasDesfogue y matada de pozosBONNYFACIOAún no hay calificaciones
- Sistema de bombeo hidráulico subsuperficialDocumento3 páginasSistema de bombeo hidráulico subsuperficialLuisAún no hay calificaciones
- Métodos de levantamiento artificialDocumento53 páginasMétodos de levantamiento artificialyuli100% (2)
- TRABAJO de INVESTIGACIÓN BOP y El Ejercicio de CirculacionDocumento29 páginasTRABAJO de INVESTIGACIÓN BOP y El Ejercicio de CirculacionVictor Miguel ArevaloAún no hay calificaciones
- Operación de bombas mecánicasDocumento26 páginasOperación de bombas mecánicasmarcelo espindola100% (1)
- Arreglo de PreventoresDocumento7 páginasArreglo de PreventoresCarlos CondoriAún no hay calificaciones
- Conduccion y Manejo de HidrocarburosDocumento26 páginasConduccion y Manejo de HidrocarburosJ Francisco CarrilloAún no hay calificaciones
- Packer de ProduccionDocumento24 páginasPacker de ProduccionWilson Lobo Davila ZAún no hay calificaciones
- Introducción a la terminación de pozosDocumento27 páginasIntroducción a la terminación de pozosVale MenesesAún no hay calificaciones
- Arbol de Navidad ProduccionDocumento8 páginasArbol de Navidad ProduccionvanesaAún no hay calificaciones
- SEPARADORES Estaciones de FlujoDocumento39 páginasSEPARADORES Estaciones de FlujoDwayne WarrenAún no hay calificaciones
- Tanques de Almacenamiento y Tanques DeshidratadoresDocumento39 páginasTanques de Almacenamiento y Tanques DeshidratadoresRomero Lazaro Rojas100% (1)
- PronósticoProducciónGasDocumento10 páginasPronósticoProducciónGasWilber Yhon Mamani Vargas100% (1)
- Estranguladores o ChokesDocumento10 páginasEstranguladores o ChokesMiguel Angel Liaños PedrazaAún no hay calificaciones
- Partes e Equipos de Superficie Cabezal de PozoDocumento50 páginasPartes e Equipos de Superficie Cabezal de PozoFranz Gustavo Vargas MamaniAún no hay calificaciones
- Diagrama de Facilidades de SuperficieDocumento14 páginasDiagrama de Facilidades de SuperficieAlejandro VillalbaAún no hay calificaciones
- Tecnicas Especiales de Perforacion PDFDocumento42 páginasTecnicas Especiales de Perforacion PDF66jiaAún no hay calificaciones
- Completación de Pozo Hueco AbiertoDocumento14 páginasCompletación de Pozo Hueco AbiertoRichardy Gonzalez100% (1)
- Bombeo Neumático o Gas LiftDocumento21 páginasBombeo Neumático o Gas LiftAlejandra Chavez CocaAún no hay calificaciones
- RESUMEN Libro de Facilidades de SUperficieDocumento1 páginaRESUMEN Libro de Facilidades de SUperficieDaanBayterAún no hay calificaciones
- Facilidades de SuperficieDocumento41 páginasFacilidades de SuperficieLionelinskiAún no hay calificaciones
- Ficha Tecnica Tubería Produccion 3.500 J 55 9.30# 8HRRDocumento1 páginaFicha Tecnica Tubería Produccion 3.500 J 55 9.30# 8HRRCarlos Omar Gavira JuárezAún no hay calificaciones
- Equipos SuperficialesDocumento29 páginasEquipos SuperficialesOscar Mamani LopezAún no hay calificaciones
- Reparacion MayorDocumento23 páginasReparacion MayorPatricia AñsldkdjfAún no hay calificaciones
- Nuevas Tecnologías de La Perforación DireccionalDocumento12 páginasNuevas Tecnologías de La Perforación DireccionalRonald QCAún no hay calificaciones
- DST Pruebas de formaciónDocumento8 páginasDST Pruebas de formaciónDelfina Alvarez OvandoAún no hay calificaciones
- Diapo de Perfo RadialDocumento32 páginasDiapo de Perfo RadialanaAún no hay calificaciones
- Cementación de pozos petrolerosDocumento21 páginasCementación de pozos petrolerosJose Antonio Zavala OchoaAún no hay calificaciones
- Sistema de Prevención de ReventonesDocumento22 páginasSistema de Prevención de ReventonesSandro Rivas CelisAún no hay calificaciones
- Formulario ReservoriosDocumento11 páginasFormulario Reservoriosmarcelorod100% (2)
- Perforacion Multilateral DisertarDocumento31 páginasPerforacion Multilateral DisertarJuanCarlosAlejoCkackaAún no hay calificaciones
- Resumen Cabezal de Pozo SubmarinoDocumento6 páginasResumen Cabezal de Pozo SubmarinoFreddy Delgado LópezAún no hay calificaciones
- Equipos SuperficialesDocumento6 páginasEquipos SuperficialesCarlosMontaño50% (2)
- Bateria de Produccion Definicion de Bateria de Produccion1Documento29 páginasBateria de Produccion Definicion de Bateria de Produccion1Jorge Luis Calle Reyes100% (6)
- Definicion de Bateria de Produccion1Documento10 páginasDefinicion de Bateria de Produccion1Cesar AlvarezAún no hay calificaciones
- Sistema de Recolección de Gas y PetróleoDocumento20 páginasSistema de Recolección de Gas y Petróleoitalo ramirezAún no hay calificaciones
- BateríaProducciónDocumento20 páginasBateríaProduccióncristhianAún no hay calificaciones
- Respuestas A La Evaluacion Modulo 3Documento2 páginasRespuestas A La Evaluacion Modulo 3Pacheco Graterol Jesus AlbertoAún no hay calificaciones
- Exploracion PetroleraDocumento18 páginasExploracion PetroleraPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Formacion Del Carbon y DerivadosDocumento3 páginasFormacion Del Carbon y DerivadosPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Taller N 1Documento16 páginasTaller N 1Pacheco Graterol Jesus AlbertoAún no hay calificaciones
- Geología del petróleo: principios y ambientes sedimentariosDocumento35 páginasGeología del petróleo: principios y ambientes sedimentariosPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Inves - Trampa, Hist. Del Petro. Col, Carasteristicas, Ciclo de RocasDocumento11 páginasInves - Trampa, Hist. Del Petro. Col, Carasteristicas, Ciclo de RocasPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Peridotita: roca verde de la corteza terrestreDocumento8 páginasPeridotita: roca verde de la corteza terrestrePacheco Graterol Jesus AlbertoAún no hay calificaciones
- Tabla Conversion CompletaDocumento12 páginasTabla Conversion CompletaPeter Harold El Tigre86% (64)
- E&P de Petróleo y Gas-1Documento50 páginasE&P de Petróleo y Gas-1Pacheco Graterol Jesus AlbertoAún no hay calificaciones
- Ejercicios Resueltos Semana 1 PDFDocumento22 páginasEjercicios Resueltos Semana 1 PDFTelsy Chaquila CerveraAún no hay calificaciones
- Guía de Ejercicios de Nomenclatura en Química OrgánicaDocumento19 páginasGuía de Ejercicios de Nomenclatura en Química OrgánicaLaboratoriodeciencias Altazor63% (57)
- Introducción Al PetroleoDocumento56 páginasIntroducción Al PetroleoPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Peridotita: roca verde de la corteza terrestreDocumento8 páginasPeridotita: roca verde de la corteza terrestrePacheco Graterol Jesus AlbertoAún no hay calificaciones
- Doc0101 Parte05 PDFDocumento40 páginasDoc0101 Parte05 PDFLINDO PANTI RAMOSAún no hay calificaciones
- Procesos MagmaticosDocumento30 páginasProcesos MagmaticosPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Doc0101 Parte05 PDFDocumento40 páginasDoc0101 Parte05 PDFLINDO PANTI RAMOSAún no hay calificaciones
- Plan de Emergencias)Documento19 páginasPlan de Emergencias)Yuban SoteloAún no hay calificaciones
- Teorias Del PetroleoDocumento14 páginasTeorias Del PetroleoPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Inves - Trampa, Hist. Del Petro. Col, Carasteristicas, Ciclo de RocasDocumento11 páginasInves - Trampa, Hist. Del Petro. Col, Carasteristicas, Ciclo de RocasPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Impactos AmbientalesDocumento16 páginasImpactos AmbientalesPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Pozo 158 La LisamaDocumento14 páginasPozo 158 La LisamaPacheco Graterol Jesus Alberto100% (1)
- Aspectos e impactos ambientalesDocumento24 páginasAspectos e impactos ambientalesPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Impactos Ambientales PDFDocumento16 páginasImpactos Ambientales PDFPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Informe Cienaga MiramarDocumento46 páginasInforme Cienaga MiramarPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Ensayo de La LizamaDocumento4 páginasEnsayo de La LizamaPacheco Graterol Jesus AlbertoAún no hay calificaciones
- Cuentos LatinoamericanosDocumento15 páginasCuentos LatinoamericanosAna ArceAún no hay calificaciones
- Practica 8Documento6 páginasPractica 8Edu VillanuevaAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualMiriam De La Cruz BancesAún no hay calificaciones
- Evolución Historica en La Construcción de PuentesDocumento29 páginasEvolución Historica en La Construcción de PuentesCarlosAún no hay calificaciones
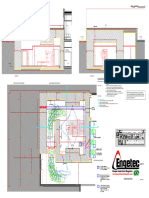
- A4-Et-12 - Búnker Radioterapia-A1 E50Documento1 páginaA4-Et-12 - Búnker Radioterapia-A1 E50mario loboAún no hay calificaciones
- Marco legal agroindustria PerúDocumento29 páginasMarco legal agroindustria PerúLUIS MIGUEL RAMOS SOSAAún no hay calificaciones
- Caudal Limite Economico y ProductivoDocumento2 páginasCaudal Limite Economico y ProductivoErik Andres Garcia Villarroel100% (1)
- Programa de Inspecciones PlaneadasDocumento13 páginasPrograma de Inspecciones Planeadasmauricio paradaAún no hay calificaciones
- Colección de Poemas para El Día de Las MadresDocumento31 páginasColección de Poemas para El Día de Las MadresGerko VergaraAún no hay calificaciones
- Lípidos. Aula VirtualDocumento18 páginasLípidos. Aula Virtualandreilla_nerjaAún no hay calificaciones
- 11AMDocumento20 páginas11AMScarleth RuanoAún no hay calificaciones
- 21189PALAS Material DescargableDocumento76 páginas21189PALAS Material Descargablepatricio andre dubo lopez100% (1)
- Ensayos normados de cables FAT, SAT e IECDocumento48 páginasEnsayos normados de cables FAT, SAT e IECJHON KENNEDY ZURITA CHUQUIPOMAAún no hay calificaciones
- Recetas EscaneadasDocumento3 páginasRecetas EscaneadasAnonymous TnGsxA1RAún no hay calificaciones
- 749 Jayé SaraDocumento4 páginas749 Jayé SaraCarlos AlfonsoAún no hay calificaciones
- Proyecto Inverciones Deras Mercadotecnia InternacionalDocumento36 páginasProyecto Inverciones Deras Mercadotecnia InternacionalEdgar DerasAún no hay calificaciones
- Detección objetos infrasonidoDocumento9 páginasDetección objetos infrasonidoMaryeQuispe Luque100% (1)
- Eating Disorder EspañolDocumento12 páginasEating Disorder EspañolAdrián EscuderoAún no hay calificaciones
- Cbu Relay Olf - 2Documento1 páginaCbu Relay Olf - 2xosemmartinezAún no hay calificaciones
- Actividad de Puntos Evaluables - Escenario 2 - FLUIDOS Y TERMODINÁMICADocumento6 páginasActividad de Puntos Evaluables - Escenario 2 - FLUIDOS Y TERMODINÁMICADiana CarolinaAún no hay calificaciones
- Farmacologia Animales SilvestresDocumento40 páginasFarmacologia Animales Silvestrescamila sanchezAún no hay calificaciones
- Circuitos Limitadores y SujetadoresDocumento4 páginasCircuitos Limitadores y SujetadoresDaniel Plata100% (2)
- Esmaltes BoraxDocumento3 páginasEsmaltes BoraxArmandTrampa100% (2)
- El Marco Legal en Materia de Medicina Tradicional en Venezuela, Etica y LegislacionDocumento5 páginasEl Marco Legal en Materia de Medicina Tradicional en Venezuela, Etica y LegislacionEstefani vAún no hay calificaciones
- Carpeta Administrativa CXDocumento19 páginasCarpeta Administrativa CXAlejandro Seneca Hernandez100% (1)
- Plan de Clases para Concurso Oposicion.Documento1 páginaPlan de Clases para Concurso Oposicion.DAMM110376100% (1)
- Libro de MonaguillosDocumento41 páginasLibro de Monaguilloscintia_coniglio_6510Aún no hay calificaciones
- Que Es El TDSDocumento6 páginasQue Es El TDSmalcivar67Aún no hay calificaciones
- Caso Clínico de Gastroenterología PáncreasDocumento12 páginasCaso Clínico de Gastroenterología PáncreasCarlos AndresAún no hay calificaciones
- La HechiceraDocumento2 páginasLa Hechicerakaterinne Lisbeth araujo garayAún no hay calificaciones