También podría gustarte
- BPM Sistema de Gestion de CalidadDocumento5 páginasBPM Sistema de Gestion de CalidadZamora Sánchez AdonisAún no hay calificaciones
- Trazabilidad y BPMDocumento32 páginasTrazabilidad y BPMEsther AP100% (1)
- Guía de Buenas Prácticas de Manufactura en Panadería y ConfiteríaDocumento25 páginasGuía de Buenas Prácticas de Manufactura en Panadería y ConfiteríaViviana Perez QuicenoAún no hay calificaciones
- Investigacion Trabajo FinalDocumento34 páginasInvestigacion Trabajo FinalJorge Luis Tuya ZambranoAún no hay calificaciones
- Libro BPM DR Baggini - Muestra 2021Documento22 páginasLibro BPM DR Baggini - Muestra 2021Ian Rubi Alvarado SernaqueAún no hay calificaciones
- BPM historia beneficios característicasDocumento14 páginasBPM historia beneficios característicasalejandro goicochea silvaAún no hay calificaciones
- Introduccion e Higiene AlimentariaDocumento24 páginasIntroduccion e Higiene AlimentariaJaime VargasAún no hay calificaciones
- BPM en La Industria Lactea Clases 2016Documento54 páginasBPM en La Industria Lactea Clases 2016Javier Vicente Alvarez100% (1)
- BPM EN ELABORACIÓN DE HAMBURGUESAS DE SOYADocumento63 páginasBPM EN ELABORACIÓN DE HAMBURGUESAS DE SOYAYeiny KantutaAún no hay calificaciones
- Manual para manipuladores de alimentos: InstructorDe EverandManual para manipuladores de alimentos: InstructorCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Buenas Practicas de ManufacturaDocumento18 páginasBuenas Practicas de ManufacturaAnonymous TxlDRwAAún no hay calificaciones
- Manual BPM Planta Piloto Uns. 2009docDocumento88 páginasManual BPM Planta Piloto Uns. 2009docanaismireya020% (1)
- Higiene y Seguridad de AlimentosDocumento15 páginasHigiene y Seguridad de AlimentosFrancelys Moreno Morillo50% (2)
- Presentación Trapiche PaneleroDocumento13 páginasPresentación Trapiche PaneleroHarold Orlando González PuinAún no hay calificaciones
- Normativa Inocuidad AlimentariaDocumento38 páginasNormativa Inocuidad AlimentariaJuanMartinAún no hay calificaciones
- NORMA DE PANADERIAS. ExpDocumento45 páginasNORMA DE PANADERIAS. ExpJoselin LunaAún no hay calificaciones
- Higiene general en la industria alimentaria. INAQ0108De EverandHigiene general en la industria alimentaria. INAQ0108Aún no hay calificaciones
- Guia Numero 1.docx Desarrollada 1Documento24 páginasGuia Numero 1.docx Desarrollada 1Ricardo PortillaAún no hay calificaciones
- Bpa BPM OpsDocumento4 páginasBpa BPM OpsdaliaAún no hay calificaciones
- Exposición de BPMDocumento4 páginasExposición de BPMChedog27Aún no hay calificaciones
- Ley FSMA FDA moderniza seguridad alimentos EE.UUDocumento18 páginasLey FSMA FDA moderniza seguridad alimentos EE.UUevillalobos9672Aún no hay calificaciones
- IntroduccionDocumento10 páginasIntroduccionCecilia GonzalezAún no hay calificaciones
- Proccesos de Productos Agricolas 1Documento50 páginasProccesos de Productos Agricolas 1remy samir ramos causaAún no hay calificaciones
- Ejemplo Check ListDocumento133 páginasEjemplo Check ListAnaly Cruz Barrientos100% (1)
- Norma Sanitaria para La Fabricación en PanaderiaDocumento31 páginasNorma Sanitaria para La Fabricación en Panaderiaesmeralda gamboa florezAún no hay calificaciones
- 3.-Semana 3. - Gestión de Procesos (BPM-HACCP)Documento44 páginas3.-Semana 3. - Gestión de Procesos (BPM-HACCP)Mylene RengifoAún no hay calificaciones
- Proyecto Integrador de SaberesDocumento8 páginasProyecto Integrador de SaberesBryan BroncanoAún no hay calificaciones
- Manual de BPM y Bpa'sDocumento39 páginasManual de BPM y Bpa'sMagdalena HurtadoAún no hay calificaciones
- Análisis HACCP avesDocumento28 páginasAnálisis HACCP avesNAYELI GARRIDO VALERAAún no hay calificaciones
- Norma Sanitaria Fabricacion Elaboracion y Expendios Productos Planificacion y PasteleriaDocumento19 páginasNorma Sanitaria Fabricacion Elaboracion y Expendios Productos Planificacion y PasteleriaEdward Vilca TAún no hay calificaciones
- Infraestructura Fisica y Tecnologica EnplantasDocumento31 páginasInfraestructura Fisica y Tecnologica EnplantasCelso Samuel Duran JimenezAún no hay calificaciones
- Requisitos sanitarios para panaderías y productos de panificaciónDocumento20 páginasRequisitos sanitarios para panaderías y productos de panificaciónLizeth GarciaAún no hay calificaciones
- 3.-Semana 3. - Gestión de Procesos (BPM-HACCP)Documento43 páginas3.-Semana 3. - Gestión de Procesos (BPM-HACCP)Renjar Chujandandama insapilloAún no hay calificaciones
- Gestión calidad industria pesqueraDocumento43 páginasGestión calidad industria pesqueraRicardo Noé Ágreda PalominoAún no hay calificaciones
- Plan HACCP para garantizar calidad e inocuidad de alimentosDocumento50 páginasPlan HACCP para garantizar calidad e inocuidad de alimentosclarivethAún no hay calificaciones
- Módulo 1 - Material Complementario - Seguridad Alimentaria y Los SGCDocumento29 páginasMódulo 1 - Material Complementario - Seguridad Alimentaria y Los SGCsebacampiAún no hay calificaciones
- BPM y HACCPDocumento11 páginasBPM y HACCPElena GalvezAún no hay calificaciones
- Principios generales del Codex de higiene de los alimentosDocumento15 páginasPrincipios generales del Codex de higiene de los alimentosAlejandra CamachoAún no hay calificaciones
- Seguridad AlimentariaDocumento12 páginasSeguridad AlimentariaJorge Luis Clemente HuancaAún no hay calificaciones
- Ramirez Cedillo DanielaDocumento36 páginasRamirez Cedillo DanielaMAYRAAún no hay calificaciones
- INTRODUCCIONDocumento30 páginasINTRODUCCIONEric Hansen100% (1)
- CONTENIDO (Recuperado Automáticamente)Documento10 páginasCONTENIDO (Recuperado Automáticamente)Rey Chavez Daniel PedroAún no hay calificaciones
- Taller No. 1 (Unidad 1) CocinaDocumento23 páginasTaller No. 1 (Unidad 1) CocinaSERGIOAún no hay calificaciones
- BPM: Buenas Prácticas de Manufactura en la Industria AlimenticiaDocumento5 páginasBPM: Buenas Prácticas de Manufactura en la Industria AlimenticiaDerlis GonzalezAún no hay calificaciones
- 66-Texto Del Artículo-527-1-10-20191024Documento5 páginas66-Texto Del Artículo-527-1-10-20191024Leonardo AravicheAún no hay calificaciones
- Inocuidad AlimentariaDocumento6 páginasInocuidad AlimentariaJhon BeltranAún no hay calificaciones
- POEDocumento30 páginasPOEVH SMAún no hay calificaciones
- Inta-Acerca de Las BpaDocumento8 páginasInta-Acerca de Las BpaJuan GarayAún no hay calificaciones
- Norma Sanitaria para La Fabricación, Elaboración y Expendios de Productos de Panificación y PasteleríaDocumento25 páginasNorma Sanitaria para La Fabricación, Elaboración y Expendios de Productos de Panificación y PasteleríaRamiro Florez RodriguezAún no hay calificaciones
- Normas HCCP ArgentinaDocumento16 páginasNormas HCCP ArgentinaAlex Juarez CastilloAún no hay calificaciones
- BPM en Las LegumbresDocumento15 páginasBPM en Las LegumbresNarcisa Cabello100% (1)
- HACCP Análisis de Peligros y Puntos Criticos de ControlDocumento16 páginasHACCP Análisis de Peligros y Puntos Criticos de ControlErick RamosAún no hay calificaciones
- Mat BPMDocumento2 páginasMat BPMvictor miguel silvaAún no hay calificaciones
- Sistema de gestión de calidad e inocuidad alimentaria BPMDocumento15 páginasSistema de gestión de calidad e inocuidad alimentaria BPMLüis Chiarella ̯üAún no hay calificaciones
- Manual POES de Mercado SalcedoDocumento16 páginasManual POES de Mercado SalcedoCriss Riofrio100% (1)
- Sanidad e Inocuidad TAREA 1Documento21 páginasSanidad e Inocuidad TAREA 1Jushea MayorgaAún no hay calificaciones
- Seguridad e Higiene en un obrador de panadería y bollería. INAF0108De EverandSeguridad e Higiene en un obrador de panadería y bollería. INAF0108Aún no hay calificaciones
- Mono RequisitosDocumento92 páginasMono Requisitosnilda ccanto floresAún no hay calificaciones
- Propuesta para La IMPLEMENTACIÓN DE Buenas Prácticas de Manufactura en La Planta de Alimentos TONING SDocumento18 páginasPropuesta para La IMPLEMENTACIÓN DE Buenas Prácticas de Manufactura en La Planta de Alimentos TONING ShenrysalomonAún no hay calificaciones
- Inocuidad de Los AlimentosDocumento17 páginasInocuidad de Los AlimentosvioletaAún no hay calificaciones
- Ta5s6 Cabelloormaza 1abiocDocumento3 páginasTa5s6 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Fibra VegetalDocumento14 páginasFibra VegetalNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Cereal EsDocumento56 páginasCereal EsYamile Rodriguez100% (1)
- Ta8s9 Cabelloormaza 1abiocDocumento3 páginasTa8s9 Cabelloormaza 1abiocNarcisa CabelloAún no hay calificaciones
- Ta4s5 Cabelloormaza 1abiocDocumento3 páginasTa4s5 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- PC1S2 Cabelloormaza 1abiocDocumento9 páginasPC1S2 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- PC2S5 Cabelloormaza 1abiocDocumento6 páginasPC2S5 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Ta2s3 Cabelloormaza 1abiocDocumento9 páginasTa2s3 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Ta4s5 Cabelloormaza 1abiocDocumento3 páginasTa4s5 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Ta7s8 Cabelloormaza 1abiocDocumento3 páginasTa7s8 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Que Son Los GenesDocumento17 páginasQue Son Los GenesNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Ta5s6 Cabelloormaza 1abiocDocumento3 páginasTa5s6 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Ta6s7 Cabelloormaza 1abiocDocumento3 páginasTa6s7 Cabelloormaza 1abiocNarcisa CabelloAún no hay calificaciones
- Ta8s9 Cabelloormaza 1abiocDocumento3 páginasTa8s9 Cabelloormaza 1abiocNarcisa CabelloAún no hay calificaciones
- Ta9s10 Cabelloormaza 1abiocDocumento2 páginasTa9s10 Cabelloormaza 1abiocNARCISA MONSERRATE CABELLO ORMAZAAún no hay calificaciones
- Informe CAE 2020 IES Juan Velasco AlvaradoDocumento10 páginasInforme CAE 2020 IES Juan Velasco AlvaradoOscar GuillenAún no hay calificaciones
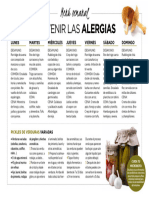
- Dieta Semanal para La Alergia 389250a8Documento1 páginaDieta Semanal para La Alergia 389250a8mirandalAún no hay calificaciones
- Licor de CacaoDocumento137 páginasLicor de Cacaodavid100% (1)
- Proyecto DE Inversion: "Restaurante LAS Delicias"Documento38 páginasProyecto DE Inversion: "Restaurante LAS Delicias"MayteeAún no hay calificaciones
- Recetas SaludablesDocumento33 páginasRecetas SaludablesGuiselle Taborda100% (1)
- MICHINDocumento13 páginasMICHINDIANA PAOLA GONZALEZ SANCHEZAún no hay calificaciones
- FitoquímicosDocumento5 páginasFitoquímicosZully Davila BuendiaAún no hay calificaciones
- Texto Shilajit Con Enlaces en La Descripcion EjemploDocumento7 páginasTexto Shilajit Con Enlaces en La Descripcion EjemplosaludnaturalteveAún no hay calificaciones
- EDA 5 - 5° - Archivos Joseph PonceDocumento12 páginasEDA 5 - 5° - Archivos Joseph Poncemaria silvaAún no hay calificaciones
- Como Germinar La QuinoaDocumento2 páginasComo Germinar La QuinoaAndersonAún no hay calificaciones
- Acidificacion y FermentacionDocumento10 páginasAcidificacion y FermentacionLorena AtencioAún no hay calificaciones
- Conversaciones en InglesDocumento36 páginasConversaciones en InglesOky Okicito López100% (3)
- TFM 2015-16 MNHU lbm052 72 PDFDocumento59 páginasTFM 2015-16 MNHU lbm052 72 PDFCesarAún no hay calificaciones
- Canasta Básica Familiar Ecuatoriana 2013 NoviembreDocumento5 páginasCanasta Básica Familiar Ecuatoriana 2013 NoviembreCerfeyer Fabián AlcívarAún no hay calificaciones
- LecturasDocumento22 páginasLecturasMelani LesliAún no hay calificaciones
- Causas y Factores Que Influyeron en El Descubrimiento de AméricaDocumento5 páginasCausas y Factores Que Influyeron en El Descubrimiento de AméricaJDJAún no hay calificaciones
- Produccion de Zarzaparrilla Bajo TunelDocumento162 páginasProduccion de Zarzaparrilla Bajo TunelMrPatrolAún no hay calificaciones
- Glosario de derecho agrario: agricultura, ganadería, flora y faunaDocumento1 páginaGlosario de derecho agrario: agricultura, ganadería, flora y faunaRigoberto Cabnal AcAún no hay calificaciones
- Tecnología de Deshidratación de FrutasDocumento2 páginasTecnología de Deshidratación de FrutasMARCIA MARIBEL MARTINEZ SCOTT100% (1)
- Guía Del Otoño - Alimentos, Hábitos y Medicina Tradicional China - Aroa FernándezDocumento8 páginasGuía Del Otoño - Alimentos, Hábitos y Medicina Tradicional China - Aroa FernándezMara TorresAún no hay calificaciones
- Practico Nº 3Documento3 páginasPractico Nº 3Maria Rodriguez Olivera100% (1)
- Inyección - Soplado - Estirado (Empaques Plásticos)Documento31 páginasInyección - Soplado - Estirado (Empaques Plásticos)joselinanAún no hay calificaciones
- Guia de Observación. PanaderiaDocumento2 páginasGuia de Observación. PanaderiaChelo MoralesAún no hay calificaciones
- Trabajo Final NegociosDocumento33 páginasTrabajo Final NegociosJanet LopezAún no hay calificaciones
- Disan Nutricion AnimalDocumento2 páginasDisan Nutricion AnimalAndreHdezAún no hay calificaciones
- Quimica Orgánica V 2017-1Documento22 páginasQuimica Orgánica V 2017-1Juan CarlosAún no hay calificaciones
- Cotizacion Akeem InvestmentsDocumento2 páginasCotizacion Akeem InvestmentsAna PadillaAún no hay calificaciones
- Glosario VenezolanoDocumento13 páginasGlosario VenezolanoGabriela CamposAún no hay calificaciones
- Guia para Aumentar Tus Ventas y Fidelizar A Tus Clientes en Tu CarniceriaDocumento21 páginasGuia para Aumentar Tus Ventas y Fidelizar A Tus Clientes en Tu Carniceriaantonio marcoAún no hay calificaciones
- Sushi Pop - Menú PDFDocumento1 páginaSushi Pop - Menú PDFCin SotoAún no hay calificaciones