También podría gustarte
- Junta aislada Pikotek para uniones bridadas críticasDocumento5 páginasJunta aislada Pikotek para uniones bridadas críticasIldefonso FloresAún no hay calificaciones
- Anexo F-Api 653Documento3 páginasAnexo F-Api 653johanAún no hay calificaciones
- EMPERNADOSDocumento69 páginasEMPERNADOSJoseph Hover Gonzales PerezAún no hay calificaciones
- Mantención refractarios calderaDocumento14 páginasMantención refractarios calderaClaudio Fica RamirezAún no hay calificaciones
- Catalogo de Pal Pad Ores KBDocumento33 páginasCatalogo de Pal Pad Ores KBMarcos Emf100% (1)
- Reparación de domo azucareroDocumento10 páginasReparación de domo azucareroMario Alfonso Zaragoza ZuñigaAún no hay calificaciones
- Sigmashield 1200 EspDocumento5 páginasSigmashield 1200 EspCarlos RuizAún no hay calificaciones
- PruebasPresiónContratoConstrucciónDocumento24 páginasPruebasPresiónContratoConstrucciónTatan JuegaAún no hay calificaciones
- Trabajo Fabricacion de Recipientes de PresionDocumento30 páginasTrabajo Fabricacion de Recipientes de Presionarley blancoAún no hay calificaciones
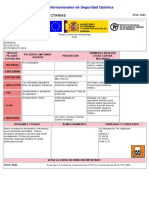
- Ficha de Seguridad Fibra CeramicaDocumento2 páginasFicha de Seguridad Fibra CeramicaTatiana Pacheco100% (1)
- ct3 Ingenieria Control Dimensional Tanques Api 650 653Documento3 páginasct3 Ingenieria Control Dimensional Tanques Api 650 653Jensyn Lagos MendozaAún no hay calificaciones
- Productos Químicos para MantenimientoDocumento33 páginasProductos Químicos para MantenimientoOziel GarciaAún no hay calificaciones
- Procedimiento Técnico Especifico de Instalación de Alarma AudibleDocumento8 páginasProcedimiento Técnico Especifico de Instalación de Alarma AudibleILSE DANIELA GONZÁLEZ SÁNCHEZAún no hay calificaciones
- Preguntas ASMEDocumento6 páginasPreguntas ASMEwili_ab8040Aún no hay calificaciones
- Anexo 24 Procedimiento para Cambio de CouplingDocumento1 páginaAnexo 24 Procedimiento para Cambio de CouplingYely Mildreth RodriguezAún no hay calificaciones
- Relevado de esfuerzosDocumento8 páginasRelevado de esfuerzosOscar TapiaAún no hay calificaciones
- 3.3 Procedimiento de Fabricacion de Silo de Almacenamiento de NitratoDocumento13 páginas3.3 Procedimiento de Fabricacion de Silo de Almacenamiento de Nitratojorge villaAún no hay calificaciones
- IT 100 2 Torque PernosDocumento2 páginasIT 100 2 Torque Pernosmamapapatio100% (2)
- PDFDocumento1177 páginasPDFJR RZAún no hay calificaciones
- ASME W ResumenDocumento1 páginaASME W ResumenYeison ValdelamarAún no hay calificaciones
- PROCED - Ajuste y Torque de PernosDocumento17 páginasPROCED - Ajuste y Torque de PernosGian VladimirAún no hay calificaciones
- Guía de Métodos de Aislamiento Mecánico de ProcesosDocumento5 páginasGuía de Métodos de Aislamiento Mecánico de ProcesosMatias LloretAún no hay calificaciones
- Procedimiento de Recargue para Sellado de Cañerías P11 y P22Documento2 páginasProcedimiento de Recargue para Sellado de Cañerías P11 y P22German Di BaccoAún no hay calificaciones
- Normas de torque para uniones estructuralesDocumento4 páginasNormas de torque para uniones estructuralesGerman Leyva De la CruzAún no hay calificaciones
- Registro para Protección AnticorrosivaDocumento2 páginasRegistro para Protección AnticorrosivaPacco Hm100% (1)
- Plan Inspección y Ensayos Cañerias Cargill (15417)Documento7 páginasPlan Inspección y Ensayos Cañerias Cargill (15417)DanielDeFrancescoAún no hay calificaciones
- Procedimientos de LibranzaDocumento18 páginasProcedimientos de LibranzaArturo Morales SolanoAún no hay calificaciones
- PCM-GNC-011 - Procedimiento de Prueba Neumática - GLP - 020712 San PedroDocumento5 páginasPCM-GNC-011 - Procedimiento de Prueba Neumática - GLP - 020712 San Pedroamehed100% (1)
- Procedimiento de Prueba Hidrostática A Tanques, Tubería y EquiposDocumento7 páginasProcedimiento de Prueba Hidrostática A Tanques, Tubería y EquiposDaniela Torres SanjuaneroAún no hay calificaciones
- Manual mantenimiento caldera vapor ZG-45Documento22 páginasManual mantenimiento caldera vapor ZG-45Luis Frade San MiguelAún no hay calificaciones
- Api 510Documento14 páginasApi 510AMLO45Aún no hay calificaciones
- Procedimiento de prueba hidrostática para prefabricadosDocumento5 páginasProcedimiento de prueba hidrostática para prefabricadosLennyAún no hay calificaciones
- Certificado Eslingas y Grilletes 2Documento1 páginaCertificado Eslingas y Grilletes 2Sebastian AcevedoAún no hay calificaciones
- Que Es Una Prueba HidrostáticaDocumento6 páginasQue Es Una Prueba HidrostáticaHomar Hernández JuncoAún no hay calificaciones
- 317FNDocumento2 páginas317FNFrancisco BujandaAún no hay calificaciones
- Prd21563 - prd21563 - Requisitos Hse para Contratistas 2Documento19 páginasPrd21563 - prd21563 - Requisitos Hse para Contratistas 2WILMER0413Aún no hay calificaciones
- Sandblastin y Pintura AnticorrosivaDocumento16 páginasSandblastin y Pintura AnticorrosivamasgaranexoAún no hay calificaciones
- Registro de Inspeccion de Doblado de TuberiaDocumento2 páginasRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaAún no hay calificaciones
- Registro inspección tablero eléctricoDocumento4 páginasRegistro inspección tablero eléctricoJuan RodriguezAún no hay calificaciones
- INSPECCiÓN DE TANQUE ATMOSFÉRICODocumento2 páginasINSPECCiÓN DE TANQUE ATMOSFÉRICOFernando DolbergAún no hay calificaciones
- Prueba de burbujas - Técnica de presión directaDocumento9 páginasPrueba de burbujas - Técnica de presión directacamodiAún no hay calificaciones
- Procedimiento Bajado y Tapado TuberiaDocumento10 páginasProcedimiento Bajado y Tapado TuberiaDiego LaraAún no hay calificaciones
- NRF 002 Pemex 2001Documento19 páginasNRF 002 Pemex 2001Jose Espejo L100% (1)
- Certificacion AsmeDocumento5 páginasCertificacion AsmeDaniel RiveraAún no hay calificaciones
- NPS 12 SCH 80 Liz CarlaDocumento1 páginaNPS 12 SCH 80 Liz CarlaLizmaira Yineth Arenas MonteroAún no hay calificaciones
- P.or-Pa-N-007 Norma de Seg. Pruebas HidrostaticasDocumento42 páginasP.or-Pa-N-007 Norma de Seg. Pruebas Hidrostaticasjorge romero100% (1)
- Proc. de Prueba Hidrostatica de CañeriasDocumento8 páginasProc. de Prueba Hidrostatica de CañeriasCristian Cortes DiazAún no hay calificaciones
- PROCEDIMIENTO Prueba Fugas Rev. 0Documento11 páginasPROCEDIMIENTO Prueba Fugas Rev. 0antonio gutierrez100% (1)
- I-SM-106 - 04 Cruces de Agua Caminos y Vias FerreasDocumento10 páginasI-SM-106 - 04 Cruces de Agua Caminos y Vias FerreasManu HerreraAún no hay calificaciones
- Guía de inspección en servicio de calderasDocumento16 páginasGuía de inspección en servicio de calderasMauricio FernándezAún no hay calificaciones
- Col-Obr-Op2634-083 Soplado de Tuberia de VaporDocumento10 páginasCol-Obr-Op2634-083 Soplado de Tuberia de Vapormichaelrivaldo79100% (2)
- DisyuntoresDocumento176 páginasDisyuntoresStalyn VelaAún no hay calificaciones
- Procedimiento de Torre de Enfriamiento Nuevo1Documento12 páginasProcedimiento de Torre de Enfriamiento Nuevo1Sergio Enrique JuarezAún no hay calificaciones
- Instalaciones de calefacción: Componentes auxiliaresDocumento21 páginasInstalaciones de calefacción: Componentes auxiliaresAníbal Díaz OrregoAún no hay calificaciones
- Trabajo Practico de Instalaciones de Vapor GarridoDocumento16 páginasTrabajo Practico de Instalaciones de Vapor GarridoPedro Luis GarridoAún no hay calificaciones
- Purga de Lineas y Equipos - 9Documento35 páginasPurga de Lineas y Equipos - 9José VázquezAún no hay calificaciones
- Valvula de Seguridad - ManualDocumento2 páginasValvula de Seguridad - ManualcarlossmiAún no hay calificaciones
- NTC 107Documento8 páginasNTC 107Leonardo SandovalAún no hay calificaciones
- Deber 2 Leak TestingDocumento6 páginasDeber 2 Leak Testingkevin tandazoAún no hay calificaciones
- Memoria Descriptiva SBHDocumento10 páginasMemoria Descriptiva SBHJavier Seguil SolanoAún no hay calificaciones
- AsasaqDocumento152 páginasAsasaqarcangel gabriel mina escalanteAún no hay calificaciones
- 18451818e - TFGDocumento103 páginas18451818e - TFGCharlton Pretel DiazAún no hay calificaciones
- Civ - T030 - 76035634 - T Estrada Salvador Ramirez Jose Luis PDFDocumento250 páginasCiv - T030 - 76035634 - T Estrada Salvador Ramirez Jose Luis PDFCristhiam Flores ZavalaAún no hay calificaciones
- Universidad Nacional de San Agustín de Arequipa: Facultad de Ingeniería Civil Escuela Profesional de Ingeniería CivilDocumento321 páginasUniversidad Nacional de San Agustín de Arequipa: Facultad de Ingeniería Civil Escuela Profesional de Ingeniería CivilKevinKisshhPeraltaRiosAún no hay calificaciones
- Gutarra Sobrevilla Milagros Nadieska - 2016 PregradoDocumento141 páginasGutarra Sobrevilla Milagros Nadieska - 2016 Pregradoanon_507760489Aún no hay calificaciones
- TD FranciscoJavierGonzalezBlancoDocumento168 páginasTD FranciscoJavierGonzalezBlancoCharlton Pretel DiazAún no hay calificaciones
- ITF PS - Proyecto y Cálculo de Una Nave Industrial Metálica - César Abel Rivas RuzoDocumento147 páginasITF PS - Proyecto y Cálculo de Una Nave Industrial Metálica - César Abel Rivas RuzocaterineflorezAún no hay calificaciones
- Calculos de CalderasDocumento25 páginasCalculos de CalderasJosé Antonio Cavero Ortega100% (1)
- Collachagua Simon Tesis 2017Documento123 páginasCollachagua Simon Tesis 2017jhonny sanchezAún no hay calificaciones
- Edad Contemporanea 1960 1962Documento6 páginasEdad Contemporanea 1960 1962Charlton Pretel DiazAún no hay calificaciones
- InstruccionesDocumento1 páginaInstruccionesCharlton Pretel DiazAún no hay calificaciones
- Energ SolarDocumento66 páginasEnerg SolarCharlton Pretel DiazAún no hay calificaciones
- Operacion y Mantenimiento de Centrales HidroelectricasDocumento80 páginasOperacion y Mantenimiento de Centrales HidroelectricasCharlton Pretel Diaz83% (6)
- Caracterización de Los Equipos de Una Central EléctricaDocumento30 páginasCaracterización de Los Equipos de Una Central EléctricaCharlton Pretel DiazAún no hay calificaciones
- Transf. Calor - 2014 - II - Sesion N - 5 - I UnidadDocumento9 páginasTransf. Calor - 2014 - II - Sesion N - 5 - I UnidadCharlton Pretel DiazAún no hay calificaciones
- Caracterización de Los Equipos de Una Central Eléctrica 2Documento24 páginasCaracterización de Los Equipos de Una Central Eléctrica 2Charlton Pretel DiazAún no hay calificaciones
- Separata Administ. MantDocumento7 páginasSeparata Administ. MantCharlton Pretel DiazAún no hay calificaciones
- EcuacionesDocumento2 páginasEcuacionesFelipe EpilefAún no hay calificaciones
- TG CombustionDocumento6 páginasTG CombustionCharlton Pretel DiazAún no hay calificaciones
- 08.tolerancias Dimensionales y GeométricasDocumento38 páginas08.tolerancias Dimensionales y GeométricasCharlton Pretel Diaz100% (1)
- Tema 33 - Formas de Organización PolíticaDocumento34 páginasTema 33 - Formas de Organización PolíticaJorge Julio GorostiagaAún no hay calificaciones
- Yacimientos Aluviales Libro CompletoDocumento262 páginasYacimientos Aluviales Libro Completoedison prado tupia100% (4)
- 1489 AminofilinaDocumento5 páginas1489 AminofilinaDAYMO QUISPE CAYTANOAún no hay calificaciones
- Arco Sumergido SAW PDFDocumento19 páginasArco Sumergido SAW PDFDavid PinzónAún no hay calificaciones
- MEDICIONESDocumento10 páginasMEDICIONESprince zamudioAún no hay calificaciones
- Aporte Hebreos AdmonDocumento6 páginasAporte Hebreos Admonthamny67% (6)
- Ensayo Historia de Los CostosDocumento7 páginasEnsayo Historia de Los CostosTrebol AlonsoAún no hay calificaciones
- Grupodeinvestigaci Nydeabpc3 48753 8542197 ABPC ECOTERMO CENTROAM RICA S.A. GRUPO 3 PDFDocumento22 páginasGrupodeinvestigaci Nydeabpc3 48753 8542197 ABPC ECOTERMO CENTROAM RICA S.A. GRUPO 3 PDFJOSSELYN MELISSA SANDOVAL BOLAÑOSAún no hay calificaciones
- Clasificación del Activo Corriente y No CorrienteDocumento2 páginasClasificación del Activo Corriente y No CorrienteArnold Valqui ChavezAún no hay calificaciones
- Carta de CorresponsabilidadDocumento2 páginasCarta de CorresponsabilidadPily AlvarezAún no hay calificaciones
- Guion Restaurando El Altar FamiliarDocumento2 páginasGuion Restaurando El Altar FamiliarEliana Monsalve0% (1)
- Manual Curiso GisDocumento98 páginasManual Curiso GisRichard2023Aún no hay calificaciones
- El significado del Derecho Internacional según CalamandreiDocumento17 páginasEl significado del Derecho Internacional según CalamandreiJuan Diaz LucanaAún no hay calificaciones
- B Stella (Pastel Marroquí)Documento7 páginasB Stella (Pastel Marroquí)Gaby CabreraAún no hay calificaciones
- Preparación de materiales y medios de cultivo en microbiologíaDocumento15 páginasPreparación de materiales y medios de cultivo en microbiologíatessaAún no hay calificaciones
- Nueve Respuestas Equivocadas - John Dickson CarrDocumento329 páginasNueve Respuestas Equivocadas - John Dickson CarrAdonis Dalmasi JerezAún no hay calificaciones
- CONSERVACION Y FOMENTO DE LA BIODIVERSIDAD EN OBRAS DE REHABILITACION Y REFORMA DE SEGOVIA. Libro Interactivo VERSION FINALDocumento107 páginasCONSERVACION Y FOMENTO DE LA BIODIVERSIDAD EN OBRAS DE REHABILITACION Y REFORMA DE SEGOVIA. Libro Interactivo VERSION FINALFrancisco G TriviñoAún no hay calificaciones
- Medidas univariantes para lesionadosDocumento10 páginasMedidas univariantes para lesionadosmiguelitux martinez0% (1)
- Rocool 600 Saneamador Saneamientos Amador Moreno PDFDocumento79 páginasRocool 600 Saneamador Saneamientos Amador Moreno PDFSaneamientos Amador MorenoAún no hay calificaciones
- Taller DiodosDocumento24 páginasTaller DiodosCesar Andrey Perdomo Charry58% (12)
- Caución para El Personal de Alumnos MilitaresDocumento1 páginaCaución para El Personal de Alumnos Militaresbe Guerra100% (2)
- Metodologia Segundo ParcialDocumento6 páginasMetodologia Segundo ParcialLeandro ParisiAún no hay calificaciones
- Manual de Partes MCA H50Documento1213 páginasManual de Partes MCA H50AndrewMeyer67% (3)
- Qué Es Un ImpermeabilizanteDocumento16 páginasQué Es Un ImpermeabilizanteMarcos PachecoAún no hay calificaciones
- Especialización en Microsoft Power BI AvanzadoDocumento4 páginasEspecialización en Microsoft Power BI Avanzadomasacre002Aún no hay calificaciones
- Propiedades AntiinflamatoriasDocumento4 páginasPropiedades AntiinflamatoriasStephanie VelazquezAún no hay calificaciones
- Circu 39Documento18 páginasCircu 39Marco Andrés Maldonado CaroAún no hay calificaciones
- DIA Proyecto Explotación Minera No Metálica VIRGEN DEL ROSARIODocumento38 páginasDIA Proyecto Explotación Minera No Metálica VIRGEN DEL ROSARIOJuan RodaAún no hay calificaciones
- Carta Organica San Vicente Provincia de MisionesDocumento68 páginasCarta Organica San Vicente Provincia de MisionesValeria SuarezAún no hay calificaciones
- InformeDocumento3 páginasInformeMarianela BenavidesAún no hay calificaciones