También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Matrices de Corte y Punzones - 2020-10-15Documento59 páginasMatrices de Corte y Punzones - 2020-10-15Cristian SchwabAún no hay calificaciones
- Cizallado y RoladoDocumento7 páginasCizallado y RoladoGuillermo PlataAún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- PunzonadoDocumento35 páginasPunzonadotecnofab20% (1)
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Concepto de IPA y PMIDocumento17 páginasConcepto de IPA y PMILuis Eduardo CaicedoAún no hay calificaciones
- ChapaDocumento41 páginasChapaLaura BejaranoAún no hay calificaciones
- Procesos de FabricacionDocumento44 páginasProcesos de FabricacionSteven Solis Núñez100% (1)
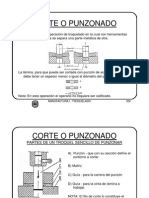
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- Taller 3 Estadistica y Probabilidades - Caterine Rey Duque PDFDocumento41 páginasTaller 3 Estadistica y Probabilidades - Caterine Rey Duque PDFCaterine Rey DuqueAún no hay calificaciones
- Apuntes Procesado de Chapa 1Documento16 páginasApuntes Procesado de Chapa 1Pedro Soria Martinez100% (1)
- UT 05.3 Hidrocraking - 2020Documento116 páginasUT 05.3 Hidrocraking - 2020Emilce Bogado MartinezAún no hay calificaciones
- ENSAYOS DESTRUCTIVOS Y NO DESTRUCTIVOS, Zurisadai Serrano 19-0246Documento11 páginasENSAYOS DESTRUCTIVOS Y NO DESTRUCTIVOS, Zurisadai Serrano 19-0246Hilda SurielAún no hay calificaciones
- Matriceria ProgresivaDocumento8 páginasMatriceria ProgresivaJosue Mamani AquinoAún no hay calificaciones
- Introducción A Los Procesos de FabricaciónDocumento27 páginasIntroducción A Los Procesos de FabricaciónLupita BarbosaAún no hay calificaciones
- Tarea 5-Geopolítica-Cuadro ComparativoDocumento3 páginasTarea 5-Geopolítica-Cuadro ComparativoDesiree GutierrezAún no hay calificaciones
- Tabajo de Chapas LaminasDocumento28 páginasTabajo de Chapas LaminasRONALD ROAAún no hay calificaciones
- Troqueladora Electro-NeumaticaDocumento27 páginasTroqueladora Electro-NeumaticaErick Hernández100% (1)
- Chapa 2018-2Documento29 páginasChapa 2018-2RONALD ROAAún no hay calificaciones
- Procesos de Transformación Del MetalDocumento17 páginasProcesos de Transformación Del MetalestebanAún no hay calificaciones
- Exercicis de TallDocumento11 páginasExercicis de TallTrebla92100% (1)
- Corte y PunzonadoDocumento9 páginasCorte y Punzonadoosurch86Aún no hay calificaciones
- Reporte Del Troquel - Ricardo PalacioDocumento14 páginasReporte Del Troquel - Ricardo PalacioRicardo PalacioAún no hay calificaciones
- Procesos de Conformación de LáminasDocumento17 páginasProcesos de Conformación de LáminasAngélica RodríguezAún no hay calificaciones
- Taller Cizallado y ForjadoDocumento3 páginasTaller Cizallado y ForjadoJorge Luis Argel PachecoAún no hay calificaciones
- Laminas Expo MENDIOLA TERESA 6SM1-DESKTOP-G58OAE7Documento35 páginasLaminas Expo MENDIOLA TERESA 6SM1-DESKTOP-G58OAE7Eduardo MendiolaAún no hay calificaciones
- 1.1.2. Cizallado 2Documento7 páginas1.1.2. Cizallado 2José Carlos Salgado AvilézAún no hay calificaciones
- Corte de LaminaDocumento5 páginasCorte de LaminaMarco Chicaiza0% (1)
- Estampado - Clase 1 - 2024Documento88 páginasEstampado - Clase 1 - 2024Daniel BearAún no hay calificaciones
- 2.2. Taller CizalladoDocumento4 páginas2.2. Taller CizalladoFc CoronadoAún no hay calificaciones
- Doblado y EmbutidoDocumento5 páginasDoblado y EmbutidoMario del MonteAún no hay calificaciones
- 6 Trabajo de Proceso Industriales ChapaDocumento10 páginas6 Trabajo de Proceso Industriales ChapaLuzmila Palencia arevaloAún no hay calificaciones
- Actividad 4 Fabricacion-1Documento11 páginasActividad 4 Fabricacion-1Jesus Elias Melendez AvilaAún no hay calificaciones
- Trabajado Metálico de LaminasDocumento22 páginasTrabajado Metálico de LaminasOscar Ivan Huerta SeguraAún no hay calificaciones
- BrochadoDocumento11 páginasBrochadoHernan CastroAún no hay calificaciones
- Presentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)Documento20 páginasPresentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)gerardoAún no hay calificaciones
- Procesos de Fabricación MecanicaDocumento54 páginasProcesos de Fabricación MecanicaEddy Perez PierolaAún no hay calificaciones
- Procdef PR14 093Documento6 páginasProcdef PR14 093Oscar UribeAún no hay calificaciones
- Figura 13-44 A-Soldadura (Costura Longitudinal Y Cuircunferencial)Documento12 páginasFigura 13-44 A-Soldadura (Costura Longitudinal Y Cuircunferencial)Carlos VanzanAún no hay calificaciones
- Preguntas Cualitativas Capitulo 15:" Extrusion Y Estirado (Trefilado) de Metales"Documento5 páginasPreguntas Cualitativas Capitulo 15:" Extrusion Y Estirado (Trefilado) de Metales"alex oliveraAún no hay calificaciones
- Corte Ortogonal PDFDocumento53 páginasCorte Ortogonal PDFhaxfidAún no hay calificaciones
- Troquelado MLCE 6SM1Documento6 páginasTroquelado MLCE 6SM1Eduardo MendiolaAún no hay calificaciones
- Conformado de Chapas PDFDocumento10 páginasConformado de Chapas PDFjheison martinezAún no hay calificaciones
- Proceso de Elaboracion de RinDocumento6 páginasProceso de Elaboracion de RinArturo MendozaAún no hay calificaciones
- 2.2. Taller CizalladoDocumento4 páginas2.2. Taller CizalladoOriana PorrasAún no hay calificaciones
- 4a. - CORTE ORTOGONAL Y Maquinas HerramientasDocumento41 páginas4a. - CORTE ORTOGONAL Y Maquinas HerramientasOrlando CapristanAún no hay calificaciones
- Conformacion MecanicaDocumento61 páginasConformacion MecanicaRamiro Patzi ApuriAún no hay calificaciones
- Armenta Arias FJ. Tarea 1. Sist. Manufactura Integrada.Documento7 páginasArmenta Arias FJ. Tarea 1. Sist. Manufactura Integrada.FRIDA JOSELYN ARMENTA ARIASAún no hay calificaciones
- Tarea 2. Procesos de Manufactura. Jesus Antonio Lopez VillatoroDocumento12 páginasTarea 2. Procesos de Manufactura. Jesus Antonio Lopez VillatoroAntonio LopezAún no hay calificaciones
- Cuestionario 3.2Documento7 páginasCuestionario 3.2said gomezAún no hay calificaciones
- Trabajado Metálico de LaminasDocumento26 páginasTrabajado Metálico de LaminasMichell ContrerasAún no hay calificaciones
- Trabajo Dibujo Técnico M2 Motce OrellanaDocumento11 páginasTrabajo Dibujo Técnico M2 Motce OrellanamontceAún no hay calificaciones
- Máquinas y Equipos Auxiliares para Transformación en Frío de Hojas MetálicasDocumento25 páginasMáquinas y Equipos Auxiliares para Transformación en Frío de Hojas MetálicasEmilio FerroAún no hay calificaciones
- Trabajo Metálico en LáminaDocumento22 páginasTrabajo Metálico en LáminaJonathan HernandezAún no hay calificaciones
- DISEÑO Corte Ortogonal CLASE 6 1Documento61 páginasDISEÑO Corte Ortogonal CLASE 6 1Víctor ArrietaAún no hay calificaciones
- Matriceria ExDocumento16 páginasMatriceria ExAlex gyamanAún no hay calificaciones
- Procesos de Trabajo en Lamina MetalicaDocumento37 páginasProcesos de Trabajo en Lamina MetalicabryanxddddAún no hay calificaciones
- UT #14 - Punzonado y DGDDocumento8 páginasUT #14 - Punzonado y DGDfedeAún no hay calificaciones
- Clase 21Documento41 páginasClase 21pablo marcelo silvaAún no hay calificaciones
- TROQUELADODocumento7 páginasTROQUELADOIndira100% (1)
- Manejo y Almacenamiento de Materia Prima y Producto FinalDocumento8 páginasManejo y Almacenamiento de Materia Prima y Producto FinalSaul GonzalezAún no hay calificaciones
- Preguntas de Repaso Capitulo 26Documento8 páginasPreguntas de Repaso Capitulo 26jossue50% (2)
- Gmaw Aluminio Aga TraduccionDocumento1 páginaGmaw Aluminio Aga TraduccionEmilce Bogado MartinezAún no hay calificaciones
- Soldadura MIG Materiales de Aluminio (13359-08)Documento4 páginasSoldadura MIG Materiales de Aluminio (13359-08)Jor SimonelliAún no hay calificaciones
- UT 06.1 ReformadoDocumento81 páginasUT 06.1 ReformadoEmilce Bogado MartinezAún no hay calificaciones
- UT 06.3 - Blending - 2020Documento48 páginasUT 06.3 - Blending - 2020Emilce Bogado MartinezAún no hay calificaciones
- Soldar AluminioDocumento5 páginasSoldar AluminioEmilce Bogado MartinezAún no hay calificaciones
- Soldabilidad Del AluminioDocumento21 páginasSoldabilidad Del AluminioEmilce Bogado MartinezAún no hay calificaciones
- UT 07 - Lubricantes - 2020Documento105 páginasUT 07 - Lubricantes - 2020Emilce Bogado MartinezAún no hay calificaciones
- UT 06.1 Hidrotratamiento - 2020Documento42 páginasUT 06.1 Hidrotratamiento - 2020Emilce Bogado MartinezAún no hay calificaciones
- 2020-PIP1-Preguntas Guía de Estudio 1Documento5 páginas2020-PIP1-Preguntas Guía de Estudio 1Emilce Bogado MartinezAún no hay calificaciones
- Apuntes y TPDocumento1 páginaApuntes y TPEmilce Bogado MartinezAún no hay calificaciones
- UT 06.2 - Isomerizacion - 2020Documento57 páginasUT 06.2 - Isomerizacion - 2020Emilce Bogado MartinezAún no hay calificaciones
- Anexo SIMELADocumento13 páginasAnexo SIMELAgab1501Aún no hay calificaciones
- 6 PoyntingDocumento15 páginas6 PoyntingMario RodasAún no hay calificaciones
- Cuadernillo Regiones 2015 PDFDocumento86 páginasCuadernillo Regiones 2015 PDFJuan TorrealdayAún no hay calificaciones
- Anexo 3 Servicio Meteorol Gico Nacional Ed 20 2018Documento220 páginasAnexo 3 Servicio Meteorol Gico Nacional Ed 20 2018Emilce Bogado MartinezAún no hay calificaciones
- 4 5 PolarDocumento23 páginas4 5 PolarEmilce Bogado MartinezAún no hay calificaciones
- Guia TP Lubricación 2020Documento8 páginasGuia TP Lubricación 2020Lamonega Milena RocioAún no hay calificaciones
- 2 OndasenelespaciolibreDocumento11 páginas2 OndasenelespaciolibreAntonio CarlosAún no hay calificaciones
- 00 Ce Cig 001Documento1 página00 Ce Cig 001Emilce Bogado MartinezAún no hay calificaciones
- TP Levas 2020Documento3 páginasTP Levas 2020Emilce Bogado MartinezAún no hay calificaciones
- 00 Ce Cig 001Documento1 página00 Ce Cig 001Emilce Bogado MartinezAún no hay calificaciones
- Parametros de TransporteDocumento8 páginasParametros de TransporteCristian FWAún no hay calificaciones
- Cinematica ParticulaDocumento28 páginasCinematica ParticulaEmilce Bogado MartinezAún no hay calificaciones
- BibliografíaDocumento5 páginasBibliografíaEmilce Bogado MartinezAún no hay calificaciones
- Clase 6 - Sistema de DistribuciónDocumento18 páginasClase 6 - Sistema de DistribuciónEmilce Bogado MartinezAún no hay calificaciones
- Historia de La Aviación 17Documento11 páginasHistoria de La Aviación 17Emilce Bogado MartinezAún no hay calificaciones
- Apte TORNILLO 2019 PDFDocumento31 páginasApte TORNILLO 2019 PDFGustavo Ariel CalpanchayAún no hay calificaciones
- Folleto Técnico CMD600iDocumento4 páginasFolleto Técnico CMD600iRuben RamirezAún no hay calificaciones
- Taller 2 ÁLGEBRA LINEAL 2020-3Documento7 páginasTaller 2 ÁLGEBRA LINEAL 2020-3Juliana Posada33% (3)
- Prismyan IntroduzioneTecnicaDocumento72 páginasPrismyan IntroduzioneTecnicaJesús Manuel Giz NovoAún no hay calificaciones
- Horarios IntercityBusLanzaroteDocumento2 páginasHorarios IntercityBusLanzaroteLucía Reyes BarrosoAún no hay calificaciones
- Leccion 6Documento3 páginasLeccion 6thebpm96Aún no hay calificaciones
- Samuel Igor RESTREPO PÉREZ-Habilidades ComunicativasDocumento5 páginasSamuel Igor RESTREPO PÉREZ-Habilidades ComunicativasIgor Restrepo PerezAún no hay calificaciones
- Tesis Doctoral Elena Carneros García 2009Documento274 páginasTesis Doctoral Elena Carneros García 2009aguilaquecaeAún no hay calificaciones
- Temario de Álgebra (6° de Primaria, 4° de Secundaria y 5° de SecundariaDocumento3 páginasTemario de Álgebra (6° de Primaria, 4° de Secundaria y 5° de SecundariaJHONY DAVID YDROGO BEJARANOAún no hay calificaciones
- UntitledDocumento18 páginasUntitledEdzon MaldonadoAún no hay calificaciones
- Guia 7 Geometria 6Documento3 páginasGuia 7 Geometria 6Andrés MaldonadoAún no hay calificaciones
- Seminario Albany G Relacion Padres-DocentesDocumento9 páginasSeminario Albany G Relacion Padres-Docentesalbany garciaAún no hay calificaciones
- Folleto SIGA para La RETOMADocumento2 páginasFolleto SIGA para La RETOMAjavierAún no hay calificaciones
- Resumen Unidad II Matematica IDocumento18 páginasResumen Unidad II Matematica IAna GonzálezAún no hay calificaciones
- Actividad 1 - La Teoría Del Aprendizaje SocialDocumento2 páginasActividad 1 - La Teoría Del Aprendizaje Socialdoris quinayasAún no hay calificaciones
- QUE ES EL Copasst-Vigia-SstDocumento42 páginasQUE ES EL Copasst-Vigia-SstPolo Parrasi AndreaAún no hay calificaciones
- TESIS Evaluacion de La Resitencia A Compresion Del Concreto Con Material Reciclado en La Ciudad de IlaveDocumento167 páginasTESIS Evaluacion de La Resitencia A Compresion Del Concreto Con Material Reciclado en La Ciudad de IlaveZzeroRivendelAún no hay calificaciones
- Alfa Arrástrame Contigo - Meldie93 - CompletaDocumento2008 páginasAlfa Arrástrame Contigo - Meldie93 - Completabperugini.21Aún no hay calificaciones
- Sistemas de Información en La Toma de Decisiones GerencialesDocumento3 páginasSistemas de Información en La Toma de Decisiones Gerencialesselena torresAún no hay calificaciones
- Patrimonio Cultural de LambayequeDocumento11 páginasPatrimonio Cultural de LambayequeJOSE LIZARDO UMBO CASTILLOAún no hay calificaciones
- POS-4771 DIPLOMADO EN MEDICINA ESTETICA v. XVIIIDocumento5 páginasPOS-4771 DIPLOMADO EN MEDICINA ESTETICA v. XVIIIXavi ChanezAún no hay calificaciones
- Trabajo de Jersiño Gomez Andia 2wvwwwDocumento16 páginasTrabajo de Jersiño Gomez Andia 2wvwwwJERSON ROSWEL GOMEZ ANDIAAún no hay calificaciones
- Cuarta Edición de Voz Literaria, Junio-Septiembre 2022.Documento33 páginasCuarta Edición de Voz Literaria, Junio-Septiembre 2022.maria montes riosAún no hay calificaciones
- Actividad 2 - Liderazgo y Toma de Decisiones en La Gerencia para EnviarDocumento8 páginasActividad 2 - Liderazgo y Toma de Decisiones en La Gerencia para EnviarMONICA ANDREA IBARRA ZAPATAAún no hay calificaciones
- Caste - 6.° Grado - VFDocumento4 páginasCaste - 6.° Grado - VFGill Ramon Silva PeraltaAún no hay calificaciones
- Distribuciones Probabilisticas ContinuasDocumento61 páginasDistribuciones Probabilisticas ContinuasBRYAN DANIEL ARAUJO GARAYAún no hay calificaciones
- Manual de Actividades Del Aprendizaje Basado en ProblemasDocumento30 páginasManual de Actividades Del Aprendizaje Basado en ProblemasPercy Diaz MoronAún no hay calificaciones
- Marcos Huaman Renzo Ricardo CO09 Ensayo FinalDocumento4 páginasMarcos Huaman Renzo Ricardo CO09 Ensayo FinalRenzo MarcosAún no hay calificaciones