También podría gustarte
- Apuntes Tecnologia Mecanica IDocumento181 páginasApuntes Tecnologia Mecanica ICabero Schulze Rodrigo100% (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Fdocuments - Es - Apuntes Tecnologia Mecanica IDocumento199 páginasFdocuments - Es - Apuntes Tecnologia Mecanica IMia SwigiAún no hay calificaciones
- Investigacion 000666Documento8 páginasInvestigacion 000666Jhesner Yefin Vicente QAún no hay calificaciones
- Operaciones de verificación y control de productos mecánicos. FMEE0108De EverandOperaciones de verificación y control de productos mecánicos. FMEE0108Aún no hay calificaciones
- Super Importante - Calibre de Tolerancia Sirve para Diseño de PiesasDocumento12 páginasSuper Importante - Calibre de Tolerancia Sirve para Diseño de PiesasDavid LeónAún no hay calificaciones
- Guía para el análisis y solución de problemas de resistencia de materialesDe EverandGuía para el análisis y solución de problemas de resistencia de materialesAún no hay calificaciones
- Unidad 3Documento5 páginasUnidad 3Lui OrtAún no hay calificaciones
- Trabajo - Tolerancias y AjustesDocumento11 páginasTrabajo - Tolerancias y Ajustesalexis solizAún no hay calificaciones
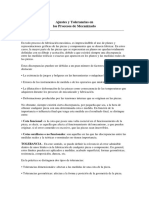
- AJUSTES Y TOLERANCIAS Dibujo ElectromecanicoDocumento16 páginasAJUSTES Y TOLERANCIAS Dibujo ElectromecanicoomarAún no hay calificaciones
- Holguras y ToleranciasDocumento4 páginasHolguras y ToleranciasIsaac MuñozAún no hay calificaciones
- Ajuste y Tolerancia 09Documento57 páginasAjuste y Tolerancia 09Noel HerreraAún no hay calificaciones
- Ajustes y ToleranciasDocumento8 páginasAjustes y Toleranciasmarco jesus cadena valentinAún no hay calificaciones
- Ajuste y Tolerancia Clase1Documento57 páginasAjuste y Tolerancia Clase1Nelson Jose Alzate MarínAún no hay calificaciones
- Ajustes y ToleranciasDocumento8 páginasAjustes y Toleranciasmarco jesus cadena valentinAún no hay calificaciones
- Gestión y Mantenimiento de Maquinaria IndustrialDocumento20 páginasGestión y Mantenimiento de Maquinaria IndustrialAdailton Umasi PilaAún no hay calificaciones
- ManufacturaDocumento4 páginasManufacturaSarahi GallosoAún no hay calificaciones
- MetrologíaDocumento12 páginasMetrologíamartin cataldoAún no hay calificaciones
- Acotaciones 1Documento44 páginasAcotaciones 1Hugo Martinez RivasAún no hay calificaciones
- #3 JMSCDocumento6 páginas#3 JMSCJuana Maria SeguraAún no hay calificaciones
- Tolerancias Normalizadas para EngranesDocumento11 páginasTolerancias Normalizadas para EngranesValle Avilés Jorge ArmandoAún no hay calificaciones
- Ajustes y ToleranciasDocumento16 páginasAjustes y ToleranciasAriel Díaz100% (1)
- MEC05-Ajustes y ToleranciasDocumento43 páginasMEC05-Ajustes y Toleranciasc07170100% (1)
- Clase Ajustes y ToleranciasDocumento25 páginasClase Ajustes y ToleranciaskarlambAún no hay calificaciones
- Metrologia-Unidad 2Documento12 páginasMetrologia-Unidad 2Ismael cardozoAún no hay calificaciones
- 03 M&SM 2 Complemento Ajus-TolerDocumento57 páginas03 M&SM 2 Complemento Ajus-TolerDiego Andrés BaquedanoAún no hay calificaciones
- TOLERANCIADocumento19 páginasTOLERANCIACataAún no hay calificaciones
- AJUSTES Y TOLERANCIAS - GRUPO 7 T ExpoDocumento45 páginasAJUSTES Y TOLERANCIAS - GRUPO 7 T ExpoJose Antonio Berru HuamaniAún no hay calificaciones
- Tolerancias y Sistemas de AjustesDocumento6 páginasTolerancias y Sistemas de AjustesMarco Antonio Sandoval AlvaradoAún no hay calificaciones
- 3.1 Simbologia en Planos - Ricaño - Sanchez - Carlos AdrianDocumento17 páginas3.1 Simbologia en Planos - Ricaño - Sanchez - Carlos AdrianAdrian Ricaño SanchezAún no hay calificaciones
- Normas TornillosDocumento14 páginasNormas TornillosCristofer NavaAún no hay calificaciones
- C 9Documento35 páginasC 9EXAMENQUIMESTRAL0% (1)
- Tolerancias y AjustesDocumento5 páginasTolerancias y AjustesEmanuel RivasAún no hay calificaciones
- Ajuste y Tolerancia Unidad 1-1 PDFDocumento101 páginasAjuste y Tolerancia Unidad 1-1 PDFMaickol SalazarAún no hay calificaciones
- Tolerancia y Ajustes 1Documento22 páginasTolerancia y Ajustes 1Angel L Aramayo VelaAún no hay calificaciones
- Ajustes y Tolerancias enDocumento8 páginasAjustes y Tolerancias enLen TsjAún no hay calificaciones
- Tecmec FinalDocumento51 páginasTecmec FinalSofi BelloAún no hay calificaciones
- Metrologia (Ajustes y Tolerancias)Documento30 páginasMetrologia (Ajustes y Tolerancias)Rehisa RhAún no hay calificaciones
- Ajustes y ToleranciasDocumento60 páginasAjustes y ToleranciasAngel Echevarría AraucoAún no hay calificaciones
- Ajustes y ToleraciasDocumento8 páginasAjustes y Toleraciascarlangas45Aún no hay calificaciones
- Ajustes, Tolerancias y Acabado SuperficialDocumento58 páginasAjustes, Tolerancias y Acabado SuperficialRaysa100% (1)
- Diametros Nominales y Grupos FormadosDocumento10 páginasDiametros Nominales y Grupos Formadosyeison adrian vargasAún no hay calificaciones
- Ejercicios AjustesDocumento28 páginasEjercicios AjustesChris Lpg ProañoAún no hay calificaciones
- Normas para El Dibujo MecanicoDocumento66 páginasNormas para El Dibujo MecanicoGenesis SznoAún no hay calificaciones
- Dibujo Técnico - Teoria de Tolerancias Y AjustesDocumento6 páginasDibujo Técnico - Teoria de Tolerancias Y AjustesJavier Javier Perez PerezAún no hay calificaciones
- Ajuste y ToleranciaDocumento52 páginasAjuste y ToleranciaLuisangel NavaAún no hay calificaciones
- Tolerancia S de FabricacionDocumento5 páginasTolerancia S de FabricacionpepopetaAún no hay calificaciones
- Tolerancias TECSUPDocumento28 páginasTolerancias TECSUPCesar Raul Alta-Torre FloresAún no hay calificaciones
- Ajustes y ToleranciasDocumento32 páginasAjustes y ToleranciasMikhael Giordan CAAún no hay calificaciones
- Ajustes Y Tolerancias MetalurgicasDocumento18 páginasAjustes Y Tolerancias MetalurgicasBenjamin BellidoAún no hay calificaciones
- Sistema de Ajustes y ToleranciasDocumento12 páginasSistema de Ajustes y ToleranciasLola TrujilloAún no hay calificaciones
- Sistemas de Tolerancias y AjustesDocumento32 páginasSistemas de Tolerancias y AjustesJavier Solís FernándezAún no hay calificaciones
- Actividad de Clase Vi MetrologiaDocumento5 páginasActividad de Clase Vi MetrologiaJohn PonceAún no hay calificaciones
- Practica 2 ElementosDocumento10 páginasPractica 2 Elementoscra29Aún no hay calificaciones
- Tolerancias DimensionalesDocumento19 páginasTolerancias DimensionalesJosé M EstebanAún no hay calificaciones
- METROLOGIADocumento8 páginasMETROLOGIANayla ReinaAún no hay calificaciones
- Sesión 1 Tolerancias y Ajuste PDFDocumento37 páginasSesión 1 Tolerancias y Ajuste PDFWilder MolinaAún no hay calificaciones
- 01 Tolerancias CompletaDocumento37 páginas01 Tolerancias CompletaLuis Fernando HernándezAún no hay calificaciones
- Proceso de La HominizacionDocumento16 páginasProceso de La HominizacionWILSON ROLANDOAún no hay calificaciones
- El Horóscopo y Los SueñosDocumento6 páginasEl Horóscopo y Los SueñosFabian SanchezAún no hay calificaciones
- Tonicos Faciales PDFDocumento6 páginasTonicos Faciales PDFAngelRamAún no hay calificaciones
- Ensayo La Psicologia de La Salud en La Atencion PrimariaDocumento2 páginasEnsayo La Psicologia de La Salud en La Atencion PrimariaBrandon Castillo100% (1)
- FALACIASDocumento5 páginasFALACIAS03-DE-HU-JORGE LUIS REYES UCHUYPOMAAún no hay calificaciones
- Sustentacion Trabajo Colaborativo - Escenario 7 - Segundo Bloque-Ciencias Basicas - Virtual - Estadística 2 - (Grupo b16)Documento4 páginasSustentacion Trabajo Colaborativo - Escenario 7 - Segundo Bloque-Ciencias Basicas - Virtual - Estadística 2 - (Grupo b16)Giovanny GuerraAún no hay calificaciones
- Test Inteligencia Emocional BaronDocumento7 páginasTest Inteligencia Emocional BaronFiorella Yupanqui MamaniAún no hay calificaciones
- MacroinvertebradosDocumento8 páginasMacroinvertebradosgraciaAún no hay calificaciones
- Fábulas de Duss y FH INFORMEDocumento3 páginasFábulas de Duss y FH INFORMEIbarra JesúsAún no hay calificaciones
- Teorias de Taylor, Fayol y Administracion ModernaDocumento21 páginasTeorias de Taylor, Fayol y Administracion ModernaDrake GrahamAún no hay calificaciones
- Plan de Desarrollo Concertado de BreñaDocumento94 páginasPlan de Desarrollo Concertado de BreñaaducvAún no hay calificaciones
- Guia de Afianzamiento N°1 - Ii BimestreDocumento2 páginasGuia de Afianzamiento N°1 - Ii BimestreLuis Jorge Rivera MalpartidaAún no hay calificaciones
- Proyecto Mildred CondorDocumento65 páginasProyecto Mildred CondorvilmaAún no hay calificaciones
- B301 Priorizacion para El Cierre de Brechas en Educacion y PMIDocumento14 páginasB301 Priorizacion para El Cierre de Brechas en Educacion y PMIGisella Saida Flores GalanAún no hay calificaciones
- Tareas - Unidad 4.3 y 4.4Documento15 páginasTareas - Unidad 4.3 y 4.4Diomaris DuranAún no hay calificaciones
- Comentario de TextoDocumento3 páginasComentario de TextoBegoña Martinez GomezAún no hay calificaciones
- Progamaci On L Ogica Inductiva: Eduardo Morales, Hugo Jair EscalanteDocumento104 páginasProgamaci On L Ogica Inductiva: Eduardo Morales, Hugo Jair Escalantelelitopollito91Aún no hay calificaciones
- Sistemas Administrativos Estructuras y Procesos Fulao1Documento698 páginasSistemas Administrativos Estructuras y Procesos Fulao1Crystal Smith93% (29)
- Revista Científica de Ingenieria II PDFDocumento72 páginasRevista Científica de Ingenieria II PDFReymi ThenAún no hay calificaciones
- Indicadores de Gestion ComercialDocumento4 páginasIndicadores de Gestion ComercialCarolina Ulloa PérezAún no hay calificaciones
- MetodologíaDocumento24 páginasMetodologíaFelipe Gamboa GálvezAún no hay calificaciones
- Madurez HormigónDocumento5 páginasMadurez HormigónAlejandro Ernesto CoronadoAún no hay calificaciones
- Presentación BSI8801Documento19 páginasPresentación BSI8801Liliveth Martinez GalvanAún no hay calificaciones
- CE - La Balada Del AguaDocumento1 páginaCE - La Balada Del AguaInes AmisseAún no hay calificaciones
- Informe Etica Profesional 3 Avance Final PDFDocumento47 páginasInforme Etica Profesional 3 Avance Final PDFIvan VelasquezAún no hay calificaciones
- InformePreliminar-Oficial Contraloría Distrital de MedellínDocumento22 páginasInformePreliminar-Oficial Contraloría Distrital de MedellínCarlos Andrés Echavarria BlandónAún no hay calificaciones
- Ejercicio 2Documento5 páginasEjercicio 2Lucero Andree Sihuin Mendoza100% (1)
- 1° S36 Cuadernillo de Actividades-Profa KempisDocumento13 páginas1° S36 Cuadernillo de Actividades-Profa Kempis23DTV0151M CARLOS FUENTES MACIASAún no hay calificaciones
- Variables de Estudio PDFDocumento21 páginasVariables de Estudio PDFPaula Abarzúa LagosAún no hay calificaciones