También podría gustarte
- Procedimiento para Ensamblar y Ajustar Una Estación de Troquelado de Una Máquina Termoformadora ILLiG Modelo RDKDocumento17 páginasProcedimiento para Ensamblar y Ajustar Una Estación de Troquelado de Una Máquina Termoformadora ILLiG Modelo RDKHector Callejas ValdezAún no hay calificaciones
- Eeid-322 - Cuaderno de Informes 2Documento14 páginasEeid-322 - Cuaderno de Informes 2Monica xiomara Auris AlvarezAún no hay calificaciones
- Procedimiento para Corregir Paralelismo Entre Puente Superior Y Mesa Inferior en La Estación de Troquelado de Una Termoformadora ModeloDocumento5 páginasProcedimiento para Corregir Paralelismo Entre Puente Superior Y Mesa Inferior en La Estación de Troquelado de Una Termoformadora ModeloHector Callejas ValdezAún no hay calificaciones
- Alineacion Cuerda Piano V2 25022019Documento4 páginasAlineacion Cuerda Piano V2 25022019camodiAún no hay calificaciones
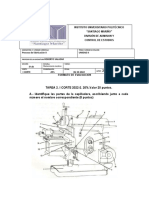
- Tarea 2. 20%. I Corte.Documento8 páginasTarea 2. 20%. I Corte.Alejandra FajardoAún no hay calificaciones
- Tarea 2. 20%. I Corte.Documento8 páginasTarea 2. 20%. I Corte.Alejandra FajardoAún no hay calificaciones
- Metodologia Perforacion Horizontal Dirigida - HDD PDFDocumento23 páginasMetodologia Perforacion Horizontal Dirigida - HDD PDFAlex GuzmanAún no hay calificaciones
- Topografia en Obras Civiles en Lineas de Transmision ElectricaDocumento21 páginasTopografia en Obras Civiles en Lineas de Transmision Electricarichard wilmar salas caballero100% (3)
- Tajima IntruccionesDocumento112 páginasTajima IntruccionesaldldAún no hay calificaciones
- SOLDADURA A TOPE EN V EN POSICION PLANA - Garcia Almeyda FavioDocumento17 páginasSOLDADURA A TOPE EN V EN POSICION PLANA - Garcia Almeyda FavioD Garcia Almeyda100% (1)
- Manual de InstalacionDocumento21 páginasManual de InstalacionMatías nicolasAún no hay calificaciones
- Cuaderno de Informes FB03..Documento17 páginasCuaderno de Informes FB03..nathaly bustamanteAún no hay calificaciones
- Practica 7.calibre Conico InformeDocumento7 páginasPractica 7.calibre Conico Informedoochoa2005Aún no hay calificaciones
- Trabajo Seguro en PostesDocumento71 páginasTrabajo Seguro en PostesJuan Bond100% (1)
- Cuaderno de Informe 5 Maquinas y Herra.Documento11 páginasCuaderno de Informe 5 Maquinas y Herra.salgadoq01maykAún no hay calificaciones
- 05 Teleconferencia Teams Semana 5-5Documento35 páginas05 Teleconferencia Teams Semana 5-5Roger PardoAún no hay calificaciones
- Modulo 3 Fasciculo 7 Hacer Armadura para Placa Hacer Paneles Encofrar Placa Con PanelesDocumento114 páginasModulo 3 Fasciculo 7 Hacer Armadura para Placa Hacer Paneles Encofrar Placa Con PanelesErickson Jesús Rodriguez PurisacaAún no hay calificaciones
- Metodo de Los EslabonesDocumento18 páginasMetodo de Los Eslabonesmiguelitosud16Aún no hay calificaciones
- Imforme5 CGDocumento10 páginasImforme5 CGcobenasguerracrisAún no hay calificaciones
- Emit-218 - Cuaderno de InformesDocumento12 páginasEmit-218 - Cuaderno de InformesDarwin Sandoval santistebanAún no hay calificaciones
- Practica 3 Inspeccion Con Haz Angular de Una Union Soldada Version NuevaDocumento24 páginasPractica 3 Inspeccion Con Haz Angular de Una Union Soldada Version NuevaRené Vergara De la VegaAún no hay calificaciones
- TRABAJOFINALDocumento16 páginasTRABAJOFINALJino Aldair Vega OrnetaAún no hay calificaciones
- Anchi Tovar Cuaderno de InformesDocumento13 páginasAnchi Tovar Cuaderno de InformesJonathan21 AnchiAún no hay calificaciones
- Manual Básico de Instalación Yazaki Serie WFC SC - 10!20!30 - 50Documento41 páginasManual Básico de Instalación Yazaki Serie WFC SC - 10!20!30 - 50Eduardo DussanAún no hay calificaciones
- Eind-201 - Cuaderno de InformesDocumento10 páginasEind-201 - Cuaderno de Informesfiorella olazaAún no hay calificaciones
- Cuaderno de Informe 6 Maquinas y Herra.Documento11 páginasCuaderno de Informe 6 Maquinas y Herra.salgadoq01maykAún no hay calificaciones
- Informe Topografia - Analisis de Curva VerticalDocumento11 páginasInforme Topografia - Analisis de Curva VerticalWladimir Tarqu FloresAún no hay calificaciones
- Sepilladora MecánicoDocumento232 páginasSepilladora Mecánicowilson alejandro50% (2)
- Tca 50 KOLOMBOORMACHINE HANDLEIDINGDocumento26 páginasTca 50 KOLOMBOORMACHINE HANDLEIDINGmad zollaAún no hay calificaciones
- MECD - MECD-504 - CUADERNO - DE - INFORMES Alache Escobar VictorDocumento12 páginasMECD - MECD-504 - CUADERNO - DE - INFORMES Alache Escobar VictorVîčtôr MânûêlAún no hay calificaciones
- HomeGlide Manual de InstalacionDocumento42 páginasHomeGlide Manual de InstalacionCreaciones Vilber100% (3)
- Informe Semanal - Sem. 04Documento10 páginasInforme Semanal - Sem. 04Harmon GarciaAún no hay calificaciones
- Cuaderno de Informes - 6TO - 3SDocumento10 páginasCuaderno de Informes - 6TO - 3SAlexis MJAún no hay calificaciones
- Cuaderno de Informe 4 Maquinas y Herra.Documento10 páginasCuaderno de Informe 4 Maquinas y Herra.salgadoq01maykAún no hay calificaciones
- Cuaderno de Informe 9 TornoDocumento13 páginasCuaderno de Informe 9 TornoStonzhito Aldairzhito Vivanco SilvestreAún no hay calificaciones
- Diseño Mecánico de Una Plataforma Multi-Registro para La Verificación de Instrumentos de Medir Por Coordenadas PortátilesDocumento2 páginasDiseño Mecánico de Una Plataforma Multi-Registro para La Verificación de Instrumentos de Medir Por Coordenadas PortátilesAgustin Brau AvilaAún no hay calificaciones
- TP5 Composición Geométrica IDocumento18 páginasTP5 Composición Geométrica IASTRID ELIZABET CUEVA GUTIERREZAún no hay calificaciones
- Cuaderno de Informes - JhovanyDocumento13 páginasCuaderno de Informes - JhovanyCleyser Torrejón achoAún no hay calificaciones
- Cuaderno de InformesDocumento12 páginasCuaderno de Informesharoldipanaque3Aún no hay calificaciones
- Nopin - Manual Encofrado Cimbra RápidaDocumento15 páginasNopin - Manual Encofrado Cimbra RápidaAlberto SampsonAún no hay calificaciones
- NTC 2093 Muebles. Mesas de DibujoDocumento9 páginasNTC 2093 Muebles. Mesas de DibujoAlexander LeguizamoAún no hay calificaciones
- Alejandra Fajardo - Tarea 2. 20%. I Corte.Documento8 páginasAlejandra Fajardo - Tarea 2. 20%. I Corte.Alejandra FajardoAún no hay calificaciones
- 07.04 Poste DelinedorDocumento3 páginas07.04 Poste DelinedorYUMI DETALLESAún no hay calificaciones
- Poste DelinedorDocumento3 páginasPoste DelinedorVictor Seminario PuyenAún no hay calificaciones
- Vittoautolab 3Documento7 páginasVittoautolab 3Enmanuel NievesAún no hay calificaciones
- Cuaderno de Informe 2 FcawDocumento10 páginasCuaderno de Informe 2 Fcawtumayanderson71Aún no hay calificaciones
- Procedimiento Técnico de Cambio de MoldeDocumento14 páginasProcedimiento Técnico de Cambio de MoldeJesus Eduardo Hernandez AlvarezAún no hay calificaciones
- Cuaderno de Informe Sem 7 SmawsalzarDocumento11 páginasCuaderno de Informe Sem 7 SmawsalzarVîčtôr MânûêlAún no hay calificaciones
- Alejandra Fajardotarea III. II CorteDocumento8 páginasAlejandra Fajardotarea III. II CorteAlejandra FajardoAún no hay calificaciones
- Normatividad N - 03 - 010 - 06 - A4Documento23 páginasNormatividad N - 03 - 010 - 06 - A4Kevin LazaroAún no hay calificaciones
- PW-OP-P-06 Procedimiento para Instalacion de Subestructura Mesa RotariaDocumento8 páginasPW-OP-P-06 Procedimiento para Instalacion de Subestructura Mesa RotariaJEFFERSONOROZCO86Aún no hay calificaciones
- Informe 05Documento11 páginasInforme 05Alvaro ManyaAún no hay calificaciones
- Informe TaquimetriaDocumento10 páginasInforme TaquimetriaJorgeAún no hay calificaciones
- Matricería - Semestre II PDFDocumento39 páginasMatricería - Semestre II PDFPavel Venero80% (5)
- Informe de Torno-Lab1Documento12 páginasInforme de Torno-Lab1Nicole JiménezAún no hay calificaciones
- Dibujo técnico para la transformación de polímeros. QUIT0209De EverandDibujo técnico para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Elaboración de soluciones para la instalación de elementos de carpintería. MAMS0108De EverandElaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Aún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Technology TiacDocumento6 páginasTechnology TiacHector Callejas ValdezAún no hay calificaciones
- Procedimiento para Referenciar Los Servomotores en Una Máquina Termoformadora iILLiG Modelo RDK80 3GDocumento21 páginasProcedimiento para Referenciar Los Servomotores en Una Máquina Termoformadora iILLiG Modelo RDK80 3GHector Callejas ValdezAún no hay calificaciones
- Procedimiento para Revisar y Ajustar El Transporte de Lámina de Una Máquina Termoformadora iILLiG Modelo RDK80Documento3 páginasProcedimiento para Revisar y Ajustar El Transporte de Lámina de Una Máquina Termoformadora iILLiG Modelo RDK80Hector Callejas ValdezAún no hay calificaciones
- Procedimiento para Referenciar El Mecanismo Accionamiento Principal de La Estación de Formado de Una Máquina Termoformadora iLLiG Modelo RV74cDocumento10 páginasProcedimiento para Referenciar El Mecanismo Accionamiento Principal de La Estación de Formado de Una Máquina Termoformadora iLLiG Modelo RV74cHector Callejas ValdezAún no hay calificaciones
- Presentación1 (Autoguardado) (Autoguardado)Documento18 páginasPresentación1 (Autoguardado) (Autoguardado)Hector Callejas ValdezAún no hay calificaciones
- Tesis Mediana EntalpiaDocumento135 páginasTesis Mediana EntalpiaHector Callejas ValdezAún no hay calificaciones
- BU2PDocumento41 páginasBU2PHector Callejas ValdezAún no hay calificaciones
- BU2Documento33 páginasBU2Hector Callejas ValdezAún no hay calificaciones
- Guia Sonora Aves Alto San Miguel ComprimidoDocumento248 páginasGuia Sonora Aves Alto San Miguel ComprimidoEl PapuAún no hay calificaciones
- Regresion MultipleDocumento4 páginasRegresion MultipleTilo CastilloAún no hay calificaciones
- Transfusion en PediatriaDocumento23 páginasTransfusion en PediatriaConsultor ForestalAún no hay calificaciones
- Reporte 45006.1 Mantenimiento A Motor Electrico de Comp FEEDDocumento13 páginasReporte 45006.1 Mantenimiento A Motor Electrico de Comp FEEDAsesoramiento y Servicios Múltiples S.A.R, C.A.Aún no hay calificaciones
- Cuadro Comparativo Grecia y Roma (Angel Domínguez OrozcoDocumento2 páginasCuadro Comparativo Grecia y Roma (Angel Domínguez OrozcoAngel Dominguez50% (2)
- Romanos 1 7 para Ti Muestra PDFDocumento20 páginasRomanos 1 7 para Ti Muestra PDFMoisés Cho100% (1)
- HISTOLOGIA 04 Sistema Linfatico y Organos LinfaticosDocumento21 páginasHISTOLOGIA 04 Sistema Linfatico y Organos LinfaticosJose Miranda ChavezAún no hay calificaciones
- Flourish Potassium FTDocumento1 páginaFlourish Potassium FTRonald TruyenqueAún no hay calificaciones
- Las TIC en La Escuela Secundaria BonaerenseDocumento165 páginasLas TIC en La Escuela Secundaria BonaerenseAdriana FavieriAún no hay calificaciones
- Plantilla Cliente CSVDocumento175 páginasPlantilla Cliente CSVElizabeth MartinezAún no hay calificaciones
- S 60 EspanolDocumento1760 páginasS 60 EspanolSalvador Crespo98% (52)
- Generador de Informes RG AutolineDocumento93 páginasGenerador de Informes RG AutolinejfcornejomAún no hay calificaciones
- Estadios de La Adquisicion Del Rol MaternalDocumento4 páginasEstadios de La Adquisicion Del Rol MaternalVictor BrontAún no hay calificaciones
- Informe Avance 2 FIP 2014-48Documento642 páginasInforme Avance 2 FIP 2014-48Miguel EspindolaAún no hay calificaciones
- Capitulo-3 Conducción Al 6sept2023Documento26 páginasCapitulo-3 Conducción Al 6sept2023frajoahuAún no hay calificaciones
- Cuadro de Niveles de Comprensión Lectora y Preguntas: Equipo: Nombre de Los Estudiantes: William Olssen Gómez GonzálezDocumento3 páginasCuadro de Niveles de Comprensión Lectora y Preguntas: Equipo: Nombre de Los Estudiantes: William Olssen Gómez GonzálezManuelAún no hay calificaciones
- Control de ConstitucionalidadDocumento17 páginasControl de ConstitucionalidadArlet FlameAún no hay calificaciones
- Cierre Espacios Ortodoncia PDFDocumento17 páginasCierre Espacios Ortodoncia PDFnicci0% (1)
- Formato de PracticaDocumento13 páginasFormato de PracticaSolo NesTor QuispeAún no hay calificaciones
- ManualUsuario MEP V4.0Documento15 páginasManualUsuario MEP V4.0CLAUDIO TOSOLINIAún no hay calificaciones
- Tarea de Fluidez VerbalDocumento2 páginasTarea de Fluidez Verbalberuchi6257Aún no hay calificaciones
- Anexo Al Pliego de Condiciones Electro NicoDocumento47 páginasAnexo Al Pliego de Condiciones Electro NicoJavier TrillosAún no hay calificaciones
- David Perkins - Como Hacer Visible El PensamientoDocumento3 páginasDavid Perkins - Como Hacer Visible El PensamientoJorge100% (1)
- Diseño de PozosDocumento23 páginasDiseño de PozosmiguelAún no hay calificaciones
- U1S2 - Test 2Documento10 páginasU1S2 - Test 2Sharon Osorio CalderonAún no hay calificaciones
- Tema 5Documento26 páginasTema 5Ma. Ximena OrtizAún no hay calificaciones
- Práctica de Laboratorio Nº08Documento5 páginasPráctica de Laboratorio Nº08Arnold Condori RodriguezAún no hay calificaciones
- Maíz DuroDocumento3 páginasMaíz DuroJose PopAún no hay calificaciones
- ALCOHOLESDocumento26 páginasALCOHOLESPaul Paz Cieza100% (3)
- Permisos Trabajo de Especial PeligrosidadDocumento25 páginasPermisos Trabajo de Especial PeligrosidadLUIS ALBERTO VENEGASAún no hay calificaciones