También podría gustarte
- Ensayos No Destructivos BaezDocumento68 páginasEnsayos No Destructivos BaezJavier Lafont50% (2)
- Electrodos para SoldaduraDocumento1 páginaElectrodos para Soldaduraalibuchy100% (1)
- Diseño de Cables MetalicosDocumento16 páginasDiseño de Cables MetalicosEsteban GallardoAún no hay calificaciones
- Comparacion Entre Liquidos Penetrantes y Particulas MagneticasDocumento8 páginasComparacion Entre Liquidos Penetrantes y Particulas MagneticasFrancisco Tipan100% (1)
- Asme B31.3Documento11 páginasAsme B31.3Monica SuarezAún no hay calificaciones
- Tipos Técnicas de Mantenimiento A Bombas de Desplazamiento PositivoDocumento7 páginasTipos Técnicas de Mantenimiento A Bombas de Desplazamiento PositivoJesus Medina LeonAún no hay calificaciones
- Cuestionario Practica Ensayos No DestructivosDocumento6 páginasCuestionario Practica Ensayos No Destructivosdax valenAún no hay calificaciones
- Clasificación de BridasDocumento7 páginasClasificación de BridasAlbertoBrionesParraAún no hay calificaciones
- UTN Tema 3 - Particulas MagnetizablesDocumento22 páginasUTN Tema 3 - Particulas MagnetizablesMatias BuccinoAún no hay calificaciones
- PRACTICA Calibracion EspesoresDocumento4 páginasPRACTICA Calibracion EspesoresCristian BernalAún no hay calificaciones
- Longitud Normalizada de Correas. AjustesDocumento2 páginasLongitud Normalizada de Correas. AjustesGuillermo Franco100% (1)
- Informe de Tintas Penetrantes Fluorecentes UtaDocumento38 páginasInforme de Tintas Penetrantes Fluorecentes UtaantonyAún no hay calificaciones
- Defectos en Placas y Hojas LaminadasDocumento4 páginasDefectos en Placas y Hojas LaminadasGinger BravoAún no hay calificaciones
- Prueba HidrostáticaDocumento5 páginasPrueba HidrostáticaAnonymous SSzuuR1dAún no hay calificaciones
- Particula Magnetica CasoDocumento7 páginasParticula Magnetica CasoERICK FLORESAún no hay calificaciones
- Quemadoe Grupo 2Documento8 páginasQuemadoe Grupo 2dair rodriguezAún no hay calificaciones
- Normatividad y Seguridad de Un Intercambiador de CalorDocumento60 páginasNormatividad y Seguridad de Un Intercambiador de CalorYzi Madai ChargoyAún no hay calificaciones
- Inspeccion de VarillasDocumento4 páginasInspeccion de Varillasjannet0% (1)
- Fundamentos de La Inspección VisualDocumento9 páginasFundamentos de La Inspección Visualgapc21Aún no hay calificaciones
- NMX B 182 1987Documento12 páginasNMX B 182 1987DTA333Aún no hay calificaciones
- Practica (1) Liquidos Penetrantes Equpo 7Documento45 páginasPractica (1) Liquidos Penetrantes Equpo 7Adriana CalderonAún no hay calificaciones
- PRO-MAN-006 Procedimiento de Inspecciones VV 001Documento17 páginasPRO-MAN-006 Procedimiento de Inspecciones VV 001Juanita A BuenaventuraAún no hay calificaciones
- Reporte Liquidos PenetrantesDocumento9 páginasReporte Liquidos PenetrantesLuis Enrique Avila MichelAún no hay calificaciones
- INSPECCIÓN VISUAL Trabajo CamposDocumento5 páginasINSPECCIÓN VISUAL Trabajo CamposGott PlankAún no hay calificaciones
- Replicas MetalográficasDocumento13 páginasReplicas MetalográficasCarlos Bryan AvilaAún no hay calificaciones
- DISCONTINUIDADESDocumento5 páginasDISCONTINUIDADESCharly Loor L PrimosAún no hay calificaciones
- Ensayo de UltrasonidoDocumento11 páginasEnsayo de UltrasonidoEdward FuentesAún no hay calificaciones
- 2.3 - Discontinuidades en SoldaduraDocumento56 páginas2.3 - Discontinuidades en SoldaduraRenatoLlamocaAún no hay calificaciones
- EXAMEN Líquidos Penetrantes Específico 01Documento4 páginasEXAMEN Líquidos Penetrantes Específico 01ChuretaVieira100% (1)
- Procesos de Soldadura-Soldadura A Tope Con Bisel en V N 7Documento21 páginasProcesos de Soldadura-Soldadura A Tope Con Bisel en V N 7paredessegur0% (1)
- Introducción A Los Liquidos PenetrantesDocumento31 páginasIntroducción A Los Liquidos Penetrantesmaac1987Aún no hay calificaciones
- Caso Practico de Inspeccion Visual)Documento7 páginasCaso Practico de Inspeccion Visual)ERICK FLORES0% (1)
- Discontinuidades en ServicioDocumento21 páginasDiscontinuidades en ServicioMauricio Bautista100% (1)
- Flushing Work Over) ProduccionDocumento7 páginasFlushing Work Over) ProduccionCisto Idarraga ArismendyAún no hay calificaciones
- Pruebas de Soldadura en Tuberías de PVC, CPVC, Polipropileno, HDPE, Acero Negro Cedula 40,60 y 80, Hierro Dúctil, Fibra de Vidrio, Tubería de Cobre y de Acero InoxidableDocumento27 páginasPruebas de Soldadura en Tuberías de PVC, CPVC, Polipropileno, HDPE, Acero Negro Cedula 40,60 y 80, Hierro Dúctil, Fibra de Vidrio, Tubería de Cobre y de Acero InoxidableAlexis Puente BurgaAún no hay calificaciones
- Clasificación de Los Líquidos PenetrantesDocumento17 páginasClasificación de Los Líquidos PenetrantesJavier Jimenez100% (1)
- Informe Bridas 1Documento16 páginasInforme Bridas 1Victor Hugo FloresAún no hay calificaciones
- Abertura de La RaízDocumento7 páginasAbertura de La RaízHector ChavezAún no hay calificaciones
- Técnica de Ensayos No Destructivos M.F.LDocumento11 páginasTécnica de Ensayos No Destructivos M.F.LSergio Andrés Cortés Londoño0% (1)
- Informe Inspeccion Por Liquidos PenetrantesDocumento1 páginaInforme Inspeccion Por Liquidos PenetrantesDaniel Fernando Godoy JimenezAún no hay calificaciones
- REPORTE DE INSPECCIÓN POR LÍQUIDOS PENETRANTES Danny Zabaleta - 1Documento6 páginasREPORTE DE INSPECCIÓN POR LÍQUIDOS PENETRANTES Danny Zabaleta - 1randy nota lokAún no hay calificaciones
- Hoja de Datos - Líquidos Penetrantes RojosDocumento3 páginasHoja de Datos - Líquidos Penetrantes Rojosgeologia1000Aún no hay calificaciones
- Discontinuidades InherentesDocumento2 páginasDiscontinuidades InherentesJorge Ayle AlexanderAún no hay calificaciones
- Inspeccion VisualDocumento27 páginasInspeccion VisualRous MąbAún no hay calificaciones
- Indentificación Del Material A SoldarDocumento3 páginasIndentificación Del Material A SoldarLaura Sesnich0% (1)
- Electrodos de Acero Inoxidable y Electrodos para Soldar AluminioDocumento4 páginasElectrodos de Acero Inoxidable y Electrodos para Soldar AluminioJosué RodríguezAún no hay calificaciones
- Caso Practico de Liquidos PenetrantesDocumento6 páginasCaso Practico de Liquidos PenetrantesJuan Carlos Ramírez ChaírezAún no hay calificaciones
- Explicar Las CaracterísticasDocumento14 páginasExplicar Las CaracterísticasHéctor Hernández CarréonAún no hay calificaciones
- 2 Uniones de Tuberias ValvulasDocumento35 páginas2 Uniones de Tuberias ValvulasCsar_Arza100% (1)
- Esferas ASME Los Tanques EsféricosDocumento2 páginasEsferas ASME Los Tanques EsféricosJUAN CARLOS RacedoAún no hay calificaciones
- Dinamica RespuestasDocumento2 páginasDinamica Respuestasericka vargasAún no hay calificaciones
- Dureza Leeb InformeDocumento6 páginasDureza Leeb InformeJeanzhito SweetAún no hay calificaciones
- Ensayos No DestructivosDocumento34 páginasEnsayos No DestructivosBrayan AlvarezAún no hay calificaciones
- Informe Inspeccion Visual de SoldaduraDocumento3 páginasInforme Inspeccion Visual de SoldaduraRaúl ReveloAún no hay calificaciones
- 08 Pruebas de Presión de Casing, Liner y Tubing PWO 1.2Documento8 páginas08 Pruebas de Presión de Casing, Liner y Tubing PWO 1.2Pablo SotoAún no hay calificaciones
- Propiedades de Recubrimientos Por Metalizado PDFDocumento6 páginasPropiedades de Recubrimientos Por Metalizado PDFcarlos sotoAún no hay calificaciones
- Inspección de CalderasDocumento44 páginasInspección de CalderasEdwin Fernando RojasAún no hay calificaciones
- Líquidos Penetrantes FluorescentesDocumento19 páginasLíquidos Penetrantes FluorescentesGustavo PomaqueroAún no hay calificaciones
- Aplicación de Sistema RMD en Soldaduras InoxidablesDocumento32 páginasAplicación de Sistema RMD en Soldaduras InoxidablesKary ShitoAún no hay calificaciones
- Deber 2 Leak TestingDocumento6 páginasDeber 2 Leak Testingkevin tandazoAún no hay calificaciones
- Eje de Malla SelectoraDocumento1 páginaEje de Malla SelectoraChärly ZumbäAún no hay calificaciones
- DesgranadoraDocumento1 páginaDesgranadoraChärly ZumbäAún no hay calificaciones
- Problemas MecanizadoDocumento4 páginasProblemas MecanizadoChärly Zumbä100% (3)
- Fundamento de La Energía FotovoltaicaDocumento4 páginasFundamento de La Energía FotovoltaicaChärly ZumbäAún no hay calificaciones
- Galgas Utilizadas en Inspección Visual para La Medición de RoscasDocumento4 páginasGalgas Utilizadas en Inspección Visual para La Medición de RoscasChärly ZumbäAún no hay calificaciones
- RESISTENCIA PRAc2Documento12 páginasRESISTENCIA PRAc2Chärly ZumbäAún no hay calificaciones
- Intercambiador de Calor ZumbaDocumento38 páginasIntercambiador de Calor ZumbaChärly ZumbäAún no hay calificaciones
- Consultar Sobre Galgas Utilizadas en Inspección Visual para La Medición de RoscasDocumento4 páginasConsultar Sobre Galgas Utilizadas en Inspección Visual para La Medición de RoscasChärly Zumbä100% (1)
- Tipos-De-Resorte... (1) 2Documento15 páginasTipos-De-Resorte... (1) 2Chärly Zumbä100% (1)
- Tarea 1 de Aula - 1Documento3 páginasTarea 1 de Aula - 1Chärly ZumbäAún no hay calificaciones
- Ejercicio Por El Metodo MatricialDocumento7 páginasEjercicio Por El Metodo MatricialChärly ZumbäAún no hay calificaciones
- Nfpa 288Documento19 páginasNfpa 288Chärly ZumbäAún no hay calificaciones
- Soldadura Tarea 2 (Autoguardado)Documento6 páginasSoldadura Tarea 2 (Autoguardado)Chärly ZumbäAún no hay calificaciones
- Preguntas de SoldaduraDocumento6 páginasPreguntas de SoldaduraChärly ZumbäAún no hay calificaciones
- Tarea 3 de NeumaticaDocumento7 páginasTarea 3 de NeumaticaChärly ZumbäAún no hay calificaciones
- Resumen de Instalaciones IndustrialesDocumento2 páginasResumen de Instalaciones IndustrialesChärly ZumbäAún no hay calificaciones
- Ejercicios Resueltos S de Transferencia de Calor 1.9 - 2,19 - 3,19Documento4 páginasEjercicios Resueltos S de Transferencia de Calor 1.9 - 2,19 - 3,19Chärly Zumbä67% (3)
- Disipador Acer Hi 2490c 004Documento2 páginasDisipador Acer Hi 2490c 004Chärly ZumbäAún no hay calificaciones
- Transferencia de Calor Ejercicio Resuelto .4.66Documento6 páginasTransferencia de Calor Ejercicio Resuelto .4.66Chärly ZumbäAún no hay calificaciones
- Retraso Del CortanteDocumento2 páginasRetraso Del CortanteChärly ZumbäAún no hay calificaciones
- Ftocap05T MATRIZ GENERAL DE CAPACITACIONDocumento4 páginasFtocap05T MATRIZ GENERAL DE CAPACITACIONVivianiita Harold SuazaAún no hay calificaciones
- Evaluacion de Los Aprendizajes Tarea IIIDocumento4 páginasEvaluacion de Los Aprendizajes Tarea IIIyanibel altagracia monegroAún no hay calificaciones
- WayToEnglish1 PRGDid LOMCE-Canarias 17990Documento133 páginasWayToEnglish1 PRGDid LOMCE-Canarias 17990Anonymous QBDK1ZJkpAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 3 - Tarea 4 - Potenciación de Las Habilidades Cognoscitivas SuperioresDocumento8 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 3 - Tarea 4 - Potenciación de Las Habilidades Cognoscitivas SuperioresjuanAún no hay calificaciones
- Cuestionario 5Documento6 páginasCuestionario 5super stormAún no hay calificaciones
- Trabajo Final Neuropsicologia Fase IIIDocumento6 páginasTrabajo Final Neuropsicologia Fase IIIPilar Zapana castroAún no hay calificaciones
- Secuencia Didactica Modulo IV Submodulo 1 Parcial 2Documento13 páginasSecuencia Didactica Modulo IV Submodulo 1 Parcial 2Salvador Mendiola PachecoAún no hay calificaciones
- Actas PMI 02-06-2020 IED UNIVERSALDocumento2 páginasActas PMI 02-06-2020 IED UNIVERSALBerledys GutierrezAún no hay calificaciones
- Pruebas Diagnostico 2020-Cultura FisicaDocumento1 páginaPruebas Diagnostico 2020-Cultura FisicaXavier SarangoAún no hay calificaciones
- Prueba Escrita 17.246.789-kDocumento3 páginasPrueba Escrita 17.246.789-kDaya CapiAún no hay calificaciones
- Wais IV - TripticoDocumento2 páginasWais IV - TripticoandreamallmajuegosAún no hay calificaciones
- Tarea 4 - Contextualización de Los Conceptos y Aplicaciones en La Comunidad - Grupo-34.Documento27 páginasTarea 4 - Contextualización de Los Conceptos y Aplicaciones en La Comunidad - Grupo-34.Aris Torrado100% (2)
- Cédula de Evaluación de Presentaciones (CG)Documento4 páginasCédula de Evaluación de Presentaciones (CG)García Rodríguez AlejandroAún no hay calificaciones
- Evamen Final Matemática 2.1 2020 IIDocumento3 páginasEvamen Final Matemática 2.1 2020 IIJason De La Gala Retamozo100% (1)
- Trabajo de Fundamentos de AprendizajeDocumento7 páginasTrabajo de Fundamentos de AprendizajeDuvan OsorioAún no hay calificaciones
- Tea 1 y 2Documento35 páginasTea 1 y 2Milagros LaleskaAún no hay calificaciones
- Test de Hábitos de EstudioDocumento3 páginasTest de Hábitos de EstudioBrenda CarrizoAún no hay calificaciones
- Etapas de Un Ensayo CientíficoDocumento3 páginasEtapas de Un Ensayo CientíficoRonald JulianAún no hay calificaciones
- Ensayo Evaluacion y Planificacion1Documento10 páginasEnsayo Evaluacion y Planificacion1Estebania VillamanAún no hay calificaciones
- USS EcMt S1 20T3Documento2 páginasUSS EcMt S1 20T3Victor HernándezAún no hay calificaciones
- El Proceso de Compras en ISO 9001Documento3 páginasEl Proceso de Compras en ISO 9001Daniela RamosAún no hay calificaciones
- Primer Examen Parcial 11 de NoviembreDocumento3 páginasPrimer Examen Parcial 11 de NoviembreJose RamirezAún no hay calificaciones
- ActividadDocumento3 páginasActividadERICK EDSON FEIJOO DOMINGUEZAún no hay calificaciones
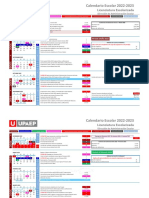
- Calendario Escolar 2022-2023: Licenciatura EscolarizadaDocumento3 páginasCalendario Escolar 2022-2023: Licenciatura EscolarizadaCARLOS JESUS GARCIA HERNANDEZAún no hay calificaciones
- ACTIVIDAD 10 Organizador GráficoDocumento2 páginasACTIVIDAD 10 Organizador Gráficomartha rodriguezAún no hay calificaciones
- Perímetro PruebaDocumento4 páginasPerímetro Pruebaestefania Rios100% (1)
- Capitulo 25 SIMULACIONDocumento18 páginasCapitulo 25 SIMULACIONMariajosé PuertaAún no hay calificaciones
- Clase 5 Pruebas y EvaluacionDocumento17 páginasClase 5 Pruebas y EvaluacionKelly Olarte segoviaAún no hay calificaciones
- AUTORREGULACIONDocumento4 páginasAUTORREGULACIONgabriela garciaAún no hay calificaciones
- Ejercicio Diagrama de ProcesoDocumento17 páginasEjercicio Diagrama de ProcesoVictor VicmanAún no hay calificaciones