También podría gustarte
- Guia Practica de Fontaneria - Bricolaje Casero, Soldadura Cobre, Plomo, Griferia (R.Hiller - Everest, 1994) PDFDocumento47 páginasGuia Practica de Fontaneria - Bricolaje Casero, Soldadura Cobre, Plomo, Griferia (R.Hiller - Everest, 1994) PDFSeudonimo NingunoAún no hay calificaciones
- Funcion de Agua en La PanificacionDocumento28 páginasFuncion de Agua en La PanificacionKevin Stharlin Rojas Pacual50% (2)
- Haccp Galletas Aguaymanto y Avena TRABAJO FINALDocumento69 páginasHaccp Galletas Aguaymanto y Avena TRABAJO FINALJessicaJulissaHermozaHuaylla50% (2)
- Plan de HACCP - Producto Repostero: TiramisúDocumento8 páginasPlan de HACCP - Producto Repostero: TiramisúItzel De los santos GutiérrezAún no hay calificaciones
- PLAN HACCP-Empanadas C Relleno No TradicionalDocumento34 páginasPLAN HACCP-Empanadas C Relleno No TradicionalDaniel Percy Rojas Hurtado100% (4)
- 2.-Examen de Entrada Curso QuesoDocumento2 páginas2.-Examen de Entrada Curso Quesomaximo palomino rodas0% (1)
- Descripción Del Proceso de Fabricación Industrial de GalletasDocumento4 páginasDescripción Del Proceso de Fabricación Industrial de GalletasDayana Moreano100% (1)
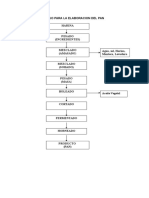
- Diagrama de Flujo para La Elaboracion Del PanDocumento6 páginasDiagrama de Flujo para La Elaboracion Del PanLenin SócolaAún no hay calificaciones
- Pan HawaianoDocumento15 páginasPan HawaianoKeily RaveloAún no hay calificaciones
- Diagrama de Flujo en Procesos AlimentariosDocumento5 páginasDiagrama de Flujo en Procesos Alimentarios浤MEXICANOʟφʟAún no hay calificaciones
- Informe BatidosDocumento19 páginasInforme Batidosyenny paola mondragon100% (1)
- Debilidades Del Asfalto Yuvas 01Documento36 páginasDebilidades Del Asfalto Yuvas 01Yuli Vásquez Herrera67% (3)
- Elaboracion Pan HamburguesaDocumento2 páginasElaboracion Pan Hamburguesalinda1203Aún no hay calificaciones
- Pan CaracolDocumento12 páginasPan CaracolBrayan Napa Quiroz100% (1)
- Plan Haccp de Panaderia PDFDocumento206 páginasPlan Haccp de Panaderia PDFMaximo Alberto Parhuana Paredes67% (3)
- Ficha Tecnica Lacteos SENADocumento24 páginasFicha Tecnica Lacteos SENAManuel Ernesto Rubiano CepedaAún no hay calificaciones
- Satanael El Ángel Dios CaídoDocumento20 páginasSatanael El Ángel Dios CaídoGnosisuichirtaps Gnosisamaeleanz100% (2)
- Pasta ChouxDocumento15 páginasPasta ChouxEdgar Carreno SanchezAún no hay calificaciones
- Pan HojaldradoDocumento4 páginasPan HojaldradoPaula AndreaAún no hay calificaciones
- Elaboracion de ManjarDocumento26 páginasElaboracion de ManjarDanae Whitney Arce RadoAún no hay calificaciones
- Psiquiatria Cto 10ma EdDocumento101 páginasPsiquiatria Cto 10ma EdSabrina Lanzoni100% (3)
- Haccp Tres Leches - Tania - RamosDocumento58 páginasHaccp Tres Leches - Tania - RamosKristel SolisAún no hay calificaciones
- Monografia HaccpDocumento77 páginasMonografia HaccpRafael Melendez ArimuyaAún no hay calificaciones
- Alfajores de QuinuaDocumento3 páginasAlfajores de QuinuaNicoleRaygada0% (1)
- Flujo Grama de Crema PasteleraDocumento3 páginasFlujo Grama de Crema PasteleraJhasmyn Natali ChavezAún no hay calificaciones
- Manual HACCP Ravioles de Carne (Autoguardado)Documento17 páginasManual HACCP Ravioles de Carne (Autoguardado)gabyalmi87100% (1)
- EVALUACIÓN SENSORIAL DEL Deterioro DE BIZCOCHO CHANCAYDocumento15 páginasEVALUACIÓN SENSORIAL DEL Deterioro DE BIZCOCHO CHANCAYGustavo CastroAún no hay calificaciones
- Pan ChocolateDocumento10 páginasPan ChocolateAngie LópezAún no hay calificaciones
- Idea de Negocio - Torta de NaranjaDocumento14 páginasIdea de Negocio - Torta de NaranjaJeny Judith Chilon Carrasco100% (1)
- Manual de Tecnoligia de Mango MermeladaDocumento12 páginasManual de Tecnoligia de Mango MermeladaArlette Cano VazquezAún no hay calificaciones
- Bizcocho SacherDocumento1 páginaBizcocho SacherCPV994Aún no hay calificaciones
- Almojabana ColombianaDocumento2 páginasAlmojabana ColombianaVictor Gomez AriasAún no hay calificaciones
- Proceso Técnico de Galletas PolvorosasDocumento8 páginasProceso Técnico de Galletas PolvorosasPaula Andrea FigueroaAún no hay calificaciones
- Diagrama de Flujo de La Torta Selva NegraDocumento1 páginaDiagrama de Flujo de La Torta Selva NegraRaúl Gutierrez SaavedraAún no hay calificaciones
- Marco Teorico PastasDocumento12 páginasMarco Teorico PastasAnDrew DG100% (2)
- BÍSQUETSDocumento4 páginasBÍSQUETSCiber Parada ElvisAún no hay calificaciones
- Pelado y Cortado - ProcesosDocumento16 páginasPelado y Cortado - ProcesosBoris Anthony Coveñas LunaAún no hay calificaciones
- Evaluación de LoncherasDocumento7 páginasEvaluación de LoncherasKaren Milagros Amao ValleAún no hay calificaciones
- Metodología Mortadela CaseraDocumento2 páginasMetodología Mortadela CaseraAlejandra SánchezAún no hay calificaciones
- Helado de Platano Rojo FinalDocumento30 páginasHelado de Platano Rojo FinalMasiel Alejandra Guaman100% (1)
- Utilización de Harina de Haba (Vicia Faba L.) en La Elaboración de PanDocumento8 páginasUtilización de Harina de Haba (Vicia Faba L.) en La Elaboración de PanYeltsin FNAún no hay calificaciones
- Ejercicios de Estandarización de Recetas.Documento3 páginasEjercicios de Estandarización de Recetas.Solange Toloza InostrozaAún no hay calificaciones
- Formato Informe Practica MermeladaDocumento19 páginasFormato Informe Practica MermeladaLuisAún no hay calificaciones
- Practica PanDocumento7 páginasPractica PanHomero Contreras SalinasAún no hay calificaciones
- Flujograma de Elaboracion de EmpanadasDocumento1 páginaFlujograma de Elaboracion de EmpanadasDisney's Del Carmen Dominguez de Medina100% (1)
- PROYECTO DEFINITIVO TARTALETAS DANAR DalilaDocumento26 páginasPROYECTO DEFINITIVO TARTALETAS DANAR DalilaIngrid Leonor Gonzalez MontañoAún no hay calificaciones
- Helado de Crema - Lehe ChocolatadaDocumento2 páginasHelado de Crema - Lehe ChocolatadagloriaAún no hay calificaciones
- Informe de Carnico x3Documento40 páginasInforme de Carnico x3YirmarDavidSolarteAún no hay calificaciones
- Diagrama de Flujo Pan Blandito, DulceDocumento4 páginasDiagrama de Flujo Pan Blandito, DulceAndres Leonardo Reyes Ariza100% (1)
- Ficha Tecnica para La Elaboracion de La Jalea de FresaDocumento9 páginasFicha Tecnica para La Elaboracion de La Jalea de FresaFernandoPeñafielAún no hay calificaciones
- Elaboracion de ChiffonDocumento4 páginasElaboracion de ChiffonFlor Cuzcano RuizAún no hay calificaciones
- Practica 5. ELABORACIÓN DE PAN DULCEDocumento10 páginasPractica 5. ELABORACIÓN DE PAN DULCEHuerta Cerro Carolina50% (2)
- BaguetteDocumento6 páginasBaguetteElizabeth Canchari RamosAún no hay calificaciones
- Mani SaladoDocumento11 páginasMani Saladoberna9308Aún no hay calificaciones
- Mermelada de CamoteDocumento4 páginasMermelada de CamoteAlonzo PeralvilloAún no hay calificaciones
- Taller Practico Practica Fabricación de CroissantDocumento34 páginasTaller Practico Practica Fabricación de Croissantwirafa24Aún no hay calificaciones
- Informe de HojaldreDocumento4 páginasInforme de Hojaldrealexis elisban lujan honorioAún no hay calificaciones
- Practica NDocumento12 páginasPractica Nhelen zairaAún no hay calificaciones
- Informe Elaboración de Torta de ChocolateDocumento13 páginasInforme Elaboración de Torta de ChocolateDeicy Lliliana Ortega Muñoz100% (1)
- Pan de ArrozDocumento12 páginasPan de ArrozRosseAún no hay calificaciones
- Elaboración de Antipasto Con Exhausting Aplicado para Una Mejor ConservaDocumento15 páginasElaboración de Antipasto Con Exhausting Aplicado para Una Mejor ConservaSebastian TividorAún no hay calificaciones
- Trabajo Colaborativo Fase 4 Grupo 4Documento16 páginasTrabajo Colaborativo Fase 4 Grupo 4jota2020Aún no hay calificaciones
- Hoja de Control Lácteos ALTAGRACIA Face 3Documento24 páginasHoja de Control Lácteos ALTAGRACIA Face 3personeria personeriaAún no hay calificaciones
- Colaborativo Fase 3 - Grupo 7Documento33 páginasColaborativo Fase 3 - Grupo 7Nancy GomezAún no hay calificaciones
- Brower, David Ross - Manual de Instrucciones para El Tercer PlanetaDocumento4 páginasBrower, David Ross - Manual de Instrucciones para El Tercer PlanetaAlejandroAltamiranoAguilarAún no hay calificaciones
- Calculo de Viga Primaria HormigonDocumento13 páginasCalculo de Viga Primaria HormigonKevin Chavez ZapataAún no hay calificaciones
- Medida de La RPT Mediante Medidor Tipo PinzaDocumento2 páginasMedida de La RPT Mediante Medidor Tipo PinzaBaj LtdaAún no hay calificaciones
- Peter Burke Historia Del CuerpoDocumento23 páginasPeter Burke Historia Del Cuerpoivan1.serna.18Aún no hay calificaciones
- CuadroDocumento11 páginasCuadroIvan MonroyAún no hay calificaciones
- Producción ArgentinaDocumento7 páginasProducción Argentinagorositojoaquin432Aún no hay calificaciones
- "Entre Homínidos": LenguajeDocumento24 páginas"Entre Homínidos": LenguajeYenifer E. Chacón RamírezAún no hay calificaciones
- Camara Frigorifica de La MandarinaDocumento7 páginasCamara Frigorifica de La Mandarinaanita arana alayoAún no hay calificaciones
- Expediente Tecnico de Mejoramiento de Vivienda RuralDocumento56 páginasExpediente Tecnico de Mejoramiento de Vivienda RuralRonald Carrasco SiancasAún no hay calificaciones
- Borne La Seleccion de Blancos en Las Operaciones Multidominio SPA Q4 2019Documento8 páginasBorne La Seleccion de Blancos en Las Operaciones Multidominio SPA Q4 2019azardarioAún no hay calificaciones
- Manejo Del Dolor Oncológico QuimicaDocumento14 páginasManejo Del Dolor Oncológico QuimicaMaria José100% (1)
- ELECTROCONTACDocumento6 páginasELECTROCONTACoscar gonzalez manquezAún no hay calificaciones
- Tarea NSE 7.9Documento4 páginasTarea NSE 7.9Alexander Aldemaro Ramirez OrtizAún no hay calificaciones
- Informe FinalDocumento15 páginasInforme FinalElida Peña RamosAún no hay calificaciones
- Fermentaciones SemisolidasDocumento22 páginasFermentaciones SemisolidaspapaquitoAún no hay calificaciones
- Significado de Proteínas IgiDocumento13 páginasSignificado de Proteínas IgiElias FrancoAún no hay calificaciones
- Chek List CapachoDocumento1 páginaChek List CapachoAilén Gonzalez VargasAún no hay calificaciones
- Protocolo Del Sistema de Puesta A Tierra - SITE TAMBO AYACUCHO1 .2okDocumento27 páginasProtocolo Del Sistema de Puesta A Tierra - SITE TAMBO AYACUCHO1 .2okLIshi Guzman RojasAún no hay calificaciones
- Informe QuimicaDocumento7 páginasInforme QuimicaHelen OrtizAún no hay calificaciones
- FICHAS DE Monica ABRIL 10 A. 14Documento14 páginasFICHAS DE Monica ABRIL 10 A. 14FLORES URRIBURUAún no hay calificaciones
- Twisted Little Truths A Reverse Harem Bully Romance Saint View HighDocumento251 páginasTwisted Little Truths A Reverse Harem Bully Romance Saint View HighLizy MorelAún no hay calificaciones
- Compruebo Lo Aprendido de Las Propiedades de La MateriaDocumento4 páginasCompruebo Lo Aprendido de Las Propiedades de La MateriaGiomar Velásquez100% (1)
- Folleto Aplicado Investigacion OperacionesDocumento48 páginasFolleto Aplicado Investigacion Operacioneslobofrank2Aún no hay calificaciones
- Salid de Ella Pueblo MioDocumento23 páginasSalid de Ella Pueblo MiotritionesAún no hay calificaciones
- 1 Series Conexiones Internet Fija Sep19 141119Documento271 páginas1 Series Conexiones Internet Fija Sep19 141119Alan GuajardoAún no hay calificaciones
- Escritura de Miguel AngelDocumento6 páginasEscritura de Miguel Angeltatiana zarateAún no hay calificaciones