También podría gustarte
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Diagrama de Flujo de Producción de HeladosDocumento5 páginasDiagrama de Flujo de Producción de HeladosEDI SAMUEL QUISPE FIGUEROA100% (2)
- Balance de Fórmulas para Helado Parte 1 Parte 2 Parte 3Documento14 páginasBalance de Fórmulas para Helado Parte 1 Parte 2 Parte 3Iztaccíhuatl Yogur100% (2)
- DIAGRAMA Materia PrimaDocumento6 páginasDIAGRAMA Materia PrimaROSMERYAún no hay calificaciones
- Practica 7 HeladosDocumento9 páginasPractica 7 HeladosRicardo Cardenas Esquivel100% (3)
- Cálculos de Rendimientos Del Proceso - LacteosDocumento3 páginasCálculos de Rendimientos Del Proceso - LacteosJossymar Arroyo DíazAún no hay calificaciones
- TEMA 2. Factores Ecológicos.Documento61 páginasTEMA 2. Factores Ecológicos.Xime Collaguazo100% (1)
- Elaboracion de Mantequilla Con Neutralizante EnvasesDocumento13 páginasElaboracion de Mantequilla Con Neutralizante EnvasesKelvin Brayan100% (1)
- Tratamiento Térmico en La Industria AlimenticiaDocumento13 páginasTratamiento Térmico en La Industria AlimenticiaDavid Hualpa AllisonsAún no hay calificaciones
- Eficiencia energética en las instalaciones de climatización en los edificios. ENAC0108De EverandEficiencia energética en las instalaciones de climatización en los edificios. ENAC0108Aún no hay calificaciones
- Informe 6 - Elaboracion de Azucar InvertidaDocumento8 páginasInforme 6 - Elaboracion de Azucar InvertidaJulia Viviana Gomez QuichaAún no hay calificaciones
- Elaboracion de NectarDocumento12 páginasElaboracion de NectarEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Elaboracion de NectarDocumento12 páginasElaboracion de NectarEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Triptico Higiene AlimenticiaDocumento2 páginasTriptico Higiene AlimenticiaDanaidys Cordero CarreroAún no hay calificaciones
- Elaboración de Cajeta de CocoDocumento89 páginasElaboración de Cajeta de CocoAdolfo Geovanni de Martinez100% (2)
- Elaboración de Base de HeladoDocumento28 páginasElaboración de Base de HeladoLuiis Fernando Diaz Cuadro67% (3)
- Haccp Yogurt ChirimoyaDocumento19 páginasHaccp Yogurt ChirimoyaRoy Fisher Corman HijarAún no hay calificaciones
- He LadosDocumento10 páginasHe LadosZiliany Coaquira QuilcaAún no hay calificaciones
- Diagrama de Flujo Básico para La Producción de Té NegroDocumento2 páginasDiagrama de Flujo Básico para La Producción de Té Negromaxed23.ups731767% (3)
- Cuestionario Dulce de LecheDocumento1 páginaCuestionario Dulce de LecheLndro Nêllcot's100% (1)
- Test Cocina HospitalariaDocumento12 páginasTest Cocina Hospitalariaantonio minchillo88% (42)
- Operaciones Unitarias YogurtDocumento21 páginasOperaciones Unitarias YogurtDylan Loardo Ruiz100% (4)
- HACCP Helados de FresaDocumento21 páginasHACCP Helados de FresaHeriberto Murillo Oviedo100% (2)
- Practica - Elaboracion de HeladoDocumento5 páginasPractica - Elaboracion de Heladokaren100% (1)
- Elaboración de Helado de LúcumaDocumento3 páginasElaboración de Helado de LúcumaDaniel Radclinffe Flores100% (1)
- Yogurt TTTDocumento6 páginasYogurt TTTRosario Hanny cruz hugoAún no hay calificaciones
- Introducción Cata de QuesosDocumento32 páginasIntroducción Cata de QuesosCAPRINOS BAJA CALIFORNIA SUR, MEXICOAún no hay calificaciones
- Marco Teòrico - Fruta en AlmìbarDocumento4 páginasMarco Teòrico - Fruta en Almìbarstefany83% (6)
- Taller Arequipe y Leche CondensadaDocumento7 páginasTaller Arequipe y Leche Condensadayury cetinaAún no hay calificaciones
- Nectar Manzana (6587)Documento25 páginasNectar Manzana (6587)Jose alfredo castilla gil50% (2)
- Bebida de SoyaDocumento10 páginasBebida de SoyaNataly Isabel Arias MaciasAún no hay calificaciones
- Elaboracion Del Nectar de DuraznoDocumento10 páginasElaboracion Del Nectar de DuraznoPepitoAún no hay calificaciones
- Marco Teórico Leche EvapDocumento2 páginasMarco Teórico Leche EvapJhonatanVidaurreTejadaAún no hay calificaciones
- Infome de Enlatados de FrijolesDocumento35 páginasInfome de Enlatados de FrijolesisrraelAún no hay calificaciones
- Diagrama de Flujo de Leche PasteurizadaDocumento8 páginasDiagrama de Flujo de Leche PasteurizadaLucy TobonAún no hay calificaciones
- Diagrama de Flujo de Elaboración de EncurtidosDocumento1 páginaDiagrama de Flujo de Elaboración de EncurtidosLeydi Ninaquispe100% (2)
- Diagrama de Flujo. MermeladaDocumento1 páginaDiagrama de Flujo. MermeladaCarolina Pretel Hiuguay100% (1)
- Equipos de Evaporacion Utilizados en La Industria AlimentariaDocumento8 páginasEquipos de Evaporacion Utilizados en La Industria AlimentariayomiAún no hay calificaciones
- Diagrama de Flujo Queso FrescoDocumento5 páginasDiagrama de Flujo Queso FrescoLennon Bustamante TelloAún no hay calificaciones
- Almibar de PiñaDocumento14 páginasAlmibar de Piñameleny yupanqui100% (1)
- Teoria de Leche Pasteurizada y TermizadaDocumento6 páginasTeoria de Leche Pasteurizada y TermizadaLUISA FERNANDA FERNANDEZ VERGARAAún no hay calificaciones
- Nectar Simposio EstructuralDocumento1 páginaNectar Simposio EstructuralSergioLymAún no hay calificaciones
- Descripción Del Proceso Productivo Elaboración de Néctar de DuraznoDocumento2 páginasDescripción Del Proceso Productivo Elaboración de Néctar de Duraznonicolas perdomo100% (2)
- Informe de HeladosDocumento25 páginasInforme de HeladosHOLA BUEN DIAAún no hay calificaciones
- Diagramas de FlujoDocumento8 páginasDiagramas de FlujodanielaAún no hay calificaciones
- Practica de Dulce de LecheDocumento4 páginasPractica de Dulce de LecheJoel Vlelez JuarezAún no hay calificaciones
- Elaboracion Industrial de Nectar de Fruta - CorregidoDocumento21 páginasElaboracion Industrial de Nectar de Fruta - CorregidoRosa Polo Chavez0% (1)
- Informe de Deshidratacion de Frutas DuraznoDocumento14 páginasInforme de Deshidratacion de Frutas DuraznoLizzy LoarteAún no hay calificaciones
- Condiciones de Almacenamiento de La LecheDocumento3 páginasCondiciones de Almacenamiento de La LecheDenisse Rocha33% (3)
- Almidón ModificadoDocumento9 páginasAlmidón ModificadoPolett JuradoAún no hay calificaciones
- Practica 2 Azúcar InvertidoDocumento4 páginasPractica 2 Azúcar InvertidoandromedaAún no hay calificaciones
- Mermelada PiñaDocumento3 páginasMermelada PiñaMax J RequelmeAún no hay calificaciones
- Ficha Tecnica Transporte y Tanque de Almacenamiento en Frio - Maquinaria de LacteosDocumento9 páginasFicha Tecnica Transporte y Tanque de Almacenamiento en Frio - Maquinaria de Lacteosedson julinho salhuana floresAún no hay calificaciones
- Evaporadores DiscontinuosDocumento5 páginasEvaporadores DiscontinuosJustin VargasAún no hay calificaciones
- Ficha Tecnica y Diagrama de Flujo de Leche CondensadaDocumento2 páginasFicha Tecnica y Diagrama de Flujo de Leche CondensadaDiiana0578% (9)
- Elaboracion de Mermelada de Fresa y MoraDocumento11 páginasElaboracion de Mermelada de Fresa y MoraRafaSilva100% (1)
- Determinación de Mejoradores en La Harina de TrigoDocumento5 páginasDeterminación de Mejoradores en La Harina de Trigomaria mercedesAún no hay calificaciones
- PRÁCTICA 6 Gelificación (Mermelada)Documento9 páginasPRÁCTICA 6 Gelificación (Mermelada)Alejandro BarragánAún no hay calificaciones
- Chips de ChocolateDocumento2 páginasChips de Chocolateelber salcedo leonAún no hay calificaciones
- Camara Frigorifica Yogurt PreDocumento42 páginasCamara Frigorifica Yogurt PreRoss M. Cazón50% (4)
- Marco Teorico Fruta-Confitada 5Documento32 páginasMarco Teorico Fruta-Confitada 5ARMANDO AMERICO MONDALGO LLANCARIAún no hay calificaciones
- Diagrama de Flujo Del VodkaDocumento2 páginasDiagrama de Flujo Del VodkaStargames LojaAún no hay calificaciones
- Diagrama de Preparacion de HeladoDocumento12 páginasDiagrama de Preparacion de HeladoANDREAAún no hay calificaciones
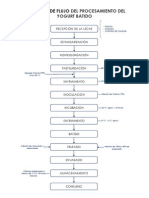
- Diagrama de Flujo Del Procesamiento Del Yogurt BatidoDocumento1 páginaDiagrama de Flujo Del Procesamiento Del Yogurt BatidoMartin Rojas LujanAún no hay calificaciones
- 4 - Producción y Tecnologia de Helados PDFDocumento27 páginas4 - Producción y Tecnologia de Helados PDFShirley Espinola RavelloAún no hay calificaciones
- Determinación de Hidratos de Carbono TotalesDocumento7 páginasDeterminación de Hidratos de Carbono TotalesCesar MamaniAún no hay calificaciones
- Anexo 1 - Carta Tecnológica Procesos Lacteos - KumisDocumento8 páginasAnexo 1 - Carta Tecnológica Procesos Lacteos - KumisJEDNY SANCHEZ CALDERONAún no hay calificaciones
- Clasificación de La Fruta ConfitadaDocumento9 páginasClasificación de La Fruta ConfitadaZully Davila BuendiaAún no hay calificaciones
- Fase 2 Termodinamica UNADDocumento11 páginasFase 2 Termodinamica UNADYelenaPCAún no hay calificaciones
- Etapas Del DramaDocumento11 páginasEtapas Del DramaSebastian LunaAún no hay calificaciones
- A. HialuronicoDocumento23 páginasA. HialuronicoEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Practica Nro 2 Tostado PDFDocumento7 páginasPractica Nro 2 Tostado PDFEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Investigacion Formativa Metalurgia 2Documento34 páginasInvestigacion Formativa Metalurgia 2EDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Practina Nro 3 MetalurgiaDocumento5 páginasPractina Nro 3 MetalurgiaEDI SAMUEL QUISPE FIGUEROA100% (1)
- PRACTICA #8. Energía SolarDocumento9 páginasPRACTICA #8. Energía SolarEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Queso MozzarellaDocumento11 páginasQueso MozzarellaEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Proceso de ExtraccionDocumento20 páginasProceso de ExtraccionEDI SAMUEL QUISPE FIGUEROAAún no hay calificaciones
- Informe de Taller N°2-Conserva de EspárragosDocumento30 páginasInforme de Taller N°2-Conserva de EspárragosMariano ErnestoAún no hay calificaciones
- Pasteurizacion Ohmica Del MangoDocumento43 páginasPasteurizacion Ohmica Del MangoManuel Santana100% (1)
- Mantequilla Exposicion Equipo 3 PPTDocumento31 páginasMantequilla Exposicion Equipo 3 PPTPatricia Aide Martinez100% (1)
- Elaboración Dulce de LecheDocumento8 páginasElaboración Dulce de LecheNelson Villarroel Veliz100% (1)
- Informe Sobre La Conferencia Electrónica de FAODocumento14 páginasInforme Sobre La Conferencia Electrónica de FAOMarcela MarAún no hay calificaciones
- Proyecto Noni. PLAZADocumento23 páginasProyecto Noni. PLAZAFernanda Del Pozo DuránAún no hay calificaciones
- Odontología EstudioDocumento31 páginasOdontología EstudioDiamond ClosetAún no hay calificaciones
- Analizar El Cambio de Las Características en Productos AlimenticiosDocumento8 páginasAnalizar El Cambio de Las Características en Productos Alimenticiosvaleria rockenAún no hay calificaciones
- Balance de Energía EN SUMO DE DURAZNODocumento12 páginasBalance de Energía EN SUMO DE DURAZNOEduardo Flores MamaniAún no hay calificaciones
- PateurizaciónDocumento7 páginasPateurizaciónJavier Espinoza MedinaAún no hay calificaciones
- 252-Manuscrito de libro-1566-1-10-20220510-MFTDocumento2 páginas252-Manuscrito de libro-1566-1-10-20220510-MFTIris SotoAún no hay calificaciones
- Metodos de ConservacionDocumento5 páginasMetodos de ConservacionAlicia Calderon ParedesAún no hay calificaciones
- Tecnologia Del HuevoDocumento26 páginasTecnologia Del HuevoAleida Fuentes Beltran100% (2)
- Practica YogurDocumento4 páginasPractica YogurTyron Zelada SegalesAún no hay calificaciones
- Pasteurización Rapída E5Documento16 páginasPasteurización Rapída E5Mariano HernandezAún no hay calificaciones
- Informe de Elaboracion de MantequillaDocumento5 páginasInforme de Elaboracion de MantequillaMELANI BRIGHIT RIVAS BUSTEAún no hay calificaciones
- Perfil de TesisDocumento58 páginasPerfil de TesisRonald Benitto FigueroaAún no hay calificaciones
- Calidad de La Leche 2023Documento3 páginasCalidad de La Leche 2023Mitzi Nayelli TellezAún no hay calificaciones
- Conservacion No Termica de AlimentosDocumento21 páginasConservacion No Termica de AlimentosCharito SuarezAún no hay calificaciones
- Informe Empresa CbbaDocumento5 páginasInforme Empresa CbbaJherssyAún no hay calificaciones
- Determinación Del Punto Más FríoDocumento18 páginasDeterminación Del Punto Más FríoRosario Cruz PerezAún no hay calificaciones
- Pruebas Fisicoquimicas de La LecheDocumento1 páginaPruebas Fisicoquimicas de La LecheDanitos Yepez RivadeneiraAún no hay calificaciones
- Sílabo - Fundamento de Conservación I - T - 1Documento12 páginasSílabo - Fundamento de Conservación I - T - 1magisterguerreroAún no hay calificaciones