También podría gustarte
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Sintesis y Caracterizacion de Grafeno (Hummers Mejorado)Documento9 páginasSintesis y Caracterizacion de Grafeno (Hummers Mejorado)Juan Jose Duque MarinAún no hay calificaciones
- Ejecución de fábricas para revestir. EOCB0208De EverandEjecución de fábricas para revestir. EOCB0208Aún no hay calificaciones
- Moldeo Por InyecciónDocumento20 páginasMoldeo Por InyecciónZamir DiazAún no hay calificaciones
- Tema Completo PLASTICOSDocumento426 páginasTema Completo PLASTICOSJamer Rocha HernandezAún no hay calificaciones
- Investigación de Moldes de Acero para Proceso de InyecciónDocumento12 páginasInvestigación de Moldes de Acero para Proceso de InyecciónIraida AlemánAún no hay calificaciones
- Conceptos Básicos Del Diseño de Moldeo Por Inyección.Documento14 páginasConceptos Básicos Del Diseño de Moldeo Por Inyección.JosephAún no hay calificaciones
- Práctica 7Documento8 páginasPráctica 7Nicolas SalgueroAún no hay calificaciones
- Inyeccion Por DadosDocumento7 páginasInyeccion Por Dados'Cathi La RosaAún no hay calificaciones
- R EstudioDocumento52 páginasR EstudiomaxparionaAún no hay calificaciones
- Planta de Produccion de Metanol LMTDocumento36 páginasPlanta de Produccion de Metanol LMTcherAún no hay calificaciones
- Deber DiseñoDocumento52 páginasDeber DiseñoNicolle HerediaAún no hay calificaciones
- Informe Moldeo Por SopladoDocumento19 páginasInforme Moldeo Por SopladoNeiser SalasAún no hay calificaciones
- Actividad 4 Taller 2 Propiedades Mecánicas y Eléctricas de Los MaterialesDocumento34 páginasActividad 4 Taller 2 Propiedades Mecánicas y Eléctricas de Los MaterialesSergio PradaAún no hay calificaciones
- El Molde de InyeccionDocumento16 páginasEl Molde de InyeccionWilzon ChambiAún no hay calificaciones
- Procesamiento de Ceramicos, Vidrios y SuperconductoresDocumento17 páginasProcesamiento de Ceramicos, Vidrios y SuperconductoresOrlando Charis PerezAún no hay calificaciones
- Proyecto Final Procesos de FabricaciónDocumento25 páginasProyecto Final Procesos de FabricaciónAllison EstradaAún no hay calificaciones
- Materiales CompuestosDocumento35 páginasMateriales CompuestosCarpeDiem MilagrosAún no hay calificaciones
- Aceros para Moldes de PlásticosDocumento11 páginasAceros para Moldes de PlásticosTomas MejiaAún no hay calificaciones
- Descripcion General de Los Procesos Moldes Final FinalDocumento26 páginasDescripcion General de Los Procesos Moldes Final FinalNASTIA FRANCHESCA ANCASI CALISAYAAún no hay calificaciones
- Procesos de Fabricacion Materiales CompuestosDocumento42 páginasProcesos de Fabricacion Materiales CompuestosJuan Daniel MontalvoAún no hay calificaciones
- Tarea ReporteDocumento8 páginasTarea ReporteNaydelin GallardoAún no hay calificaciones
- Guía 04 Modelos de FundiciónDocumento9 páginasGuía 04 Modelos de FundiciónDaniel Antonio Meneses BrittonAún no hay calificaciones
- Moldeo Por Extrusión y SopladoDocumento7 páginasMoldeo Por Extrusión y SopladoMaicol PilcoAún no hay calificaciones
- HachaDocumento31 páginasHachaadrian chavAún no hay calificaciones
- Guía 04 Modelos de FundiciónDocumento9 páginasGuía 04 Modelos de FundiciónMaricel Parra OsorioAún no hay calificaciones
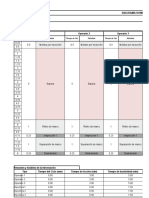
- Costó Tecnológico de La Producción de Vitaminas InyectablesDocumento2 páginasCostó Tecnológico de La Producción de Vitaminas Inyectablesvidal ferAún no hay calificaciones
- AGUILAR MEDINA CRISTHIAN MAURICIO - Capítulo 12-GRUPO1-INGENIERIA INDUSTRIALDocumento11 páginasAGUILAR MEDINA CRISTHIAN MAURICIO - Capítulo 12-GRUPO1-INGENIERIA INDUSTRIALDeyvi AguilarAún no hay calificaciones
- 01 SinterizacionDocumento25 páginas01 SinterizacionLoko Darwin D D FAún no hay calificaciones
- Fundición y MoldeoDocumento8 páginasFundición y MoldeoEnriqueMartinezRomeroAún no hay calificaciones
- Manual de Diseño de Moldes para Inyección de PlastDocumento12 páginasManual de Diseño de Moldes para Inyección de PlastOscar FigueroaAún no hay calificaciones
- Proceso de Munufactura Sin Perdida de MaterialDocumento15 páginasProceso de Munufactura Sin Perdida de MaterialCastor LucenaAún no hay calificaciones
- TAREADocumento5 páginasTAREAGian Islas DominguezAún no hay calificaciones
- Investigacion de Moldeo Por InyecciónDocumento10 páginasInvestigacion de Moldeo Por InyecciónDibujo Mecanico MEAún no hay calificaciones
- Forjado PDFDocumento28 páginasForjado PDFLuis Muñoz Villegas50% (4)
- Granillo 2Documento5 páginasGranillo 2Alejandro PaizAún no hay calificaciones
- Prensado Isostático, María Villaescusa ZapataDocumento10 páginasPrensado Isostático, María Villaescusa ZapataMARÍA VILLAESCUSA ZAPATAAún no hay calificaciones
- Tecnologìa 1: Eje CDocumento12 páginasTecnologìa 1: Eje CIgnacio NavesAún no hay calificaciones
- Moldeo de Piezas MetálicasDocumento30 páginasMoldeo de Piezas MetálicasIrineo Avalos MejiaAún no hay calificaciones
- Taller 3-Procesos de ManufacturaDocumento4 páginasTaller 3-Procesos de ManufacturaMaria Jose ÁngelAún no hay calificaciones
- 1 Practica de LaboratorioDocumento11 páginas1 Practica de Laboratoriogean marco100% (1)
- Proceso de Fundición de Una PiezaDocumento13 páginasProceso de Fundición de Una PiezaMoisés IsaíasAún no hay calificaciones
- Exposición Procesos de Fundición en Molde PermanenteDocumento6 páginasExposición Procesos de Fundición en Molde PermanenteAlex Eddie MacasAún no hay calificaciones
- Pulvimetalurgía NuevoDocumento9 páginasPulvimetalurgía Nuevo•Min Sempai•Aún no hay calificaciones
- Exposicion ProcesosDocumento6 páginasExposicion ProcesosShirley Bautista DiazAún no hay calificaciones
- Compueestos Part IDocumento44 páginasCompueestos Part IJavier JimenezAún no hay calificaciones
- SopladoDocumento4 páginasSopladoRenzo Romani QuispeAún no hay calificaciones
- Planificación Del Proceso de Forja para Una Llave StilsonDocumento32 páginasPlanificación Del Proceso de Forja para Una Llave StilsonAnay C. Pereira100% (1)
- Laboratorio n2Documento17 páginasLaboratorio n2Mari DaryAún no hay calificaciones
- ColadaDocumento16 páginasColadaprince zamudioAún no hay calificaciones
- Molde InyeccionDocumento14 páginasMolde InyeccionDiego AndresAún no hay calificaciones
- G2-Ingenieria Industrial-R12Documento11 páginasG2-Ingenieria Industrial-R12ROMER CHOQUERIVE CHOQUEAún no hay calificaciones
- Tarea 3 Procesos de ManufacturaDocumento7 páginasTarea 3 Procesos de ManufacturaAna SantanaAún no hay calificaciones
- Desempeño Materiales en Procesos de ManufacturaDocumento12 páginasDesempeño Materiales en Procesos de ManufacturaRoberto SánchezAún no hay calificaciones
- Informe Final Procesos de ManufacturaDocumento27 páginasInforme Final Procesos de ManufacturaAndrés Pavas BedoyaAún no hay calificaciones
- Moldeo Por InyecciónDocumento13 páginasMoldeo Por Inyecciónlduran_63Aún no hay calificaciones
- Presentacion Elaboracion de CigüeñalDocumento16 páginasPresentacion Elaboracion de CigüeñalfelipeAún no hay calificaciones
- Recopilación de PreguntasDocumento24 páginasRecopilación de Preguntasphilipmaister98Aún no hay calificaciones
- InyecciónDocumento10 páginasInyecciónKaty EstradaAún no hay calificaciones
- Conformado de CerámicaDocumento6 páginasConformado de CerámicaRafaAún no hay calificaciones
- Tema 5.4 Fabricación-ChaxiDocumento198 páginasTema 5.4 Fabricación-Chaximarcosmlg9999Aún no hay calificaciones
- PROCESOS-de Fabricacion 6bDocumento20 páginasPROCESOS-de Fabricacion 6bJonathan GabrielAún no hay calificaciones
- Scilabprobabilidades PDFDocumento12 páginasScilabprobabilidades PDFjavier usmaAún no hay calificaciones
- Retroalimentación 2-1Documento3 páginasRetroalimentación 2-1HermesAún no hay calificaciones
- Virfia Pye115 U1 CT 1.6-1.7 MeDocumento10 páginasVirfia Pye115 U1 CT 1.6-1.7 MeHermesAún no hay calificaciones
- Práctica Tutoría 5Documento3 páginasPráctica Tutoría 5HermesAún no hay calificaciones
- Clases EstadisticaDocumento19 páginasClases EstadisticaFrancisco MendozaAún no hay calificaciones
- Retroalimentación 2-3Documento3 páginasRetroalimentación 2-3HermesAún no hay calificaciones
- Práctica Tutoría 4Documento8 páginasPráctica Tutoría 4HermesAún no hay calificaciones
- Retroalimentación 2-2Documento1 páginaRetroalimentación 2-2HermesAún no hay calificaciones
- IMT115 - UNIDAD 2 - DiapositivasDocumento19 páginasIMT115 - UNIDAD 2 - DiapositivasHermesAún no hay calificaciones
- Probabilidad ClasesDocumento29 páginasProbabilidad ClasesAlejo TazinAún no hay calificaciones
- Diagramas Antes y DespuesDocumento2 páginasDiagramas Antes y DespuesHermesAún no hay calificaciones
- Guía 1 de Apoyo PDFDocumento5 páginasGuía 1 de Apoyo PDFYorch CalderónAún no hay calificaciones
- EXCEL - Diagrama Hombre-Maquina ACTUALDocumento9 páginasEXCEL - Diagrama Hombre-Maquina ACTUALHermesAún no hay calificaciones
- Excel - Otida Cursograma PropuestaDocumento13 páginasExcel - Otida Cursograma PropuestaHermesAún no hay calificaciones
- Excel - Otida Cursograma ActualDocumento14 páginasExcel - Otida Cursograma ActualHermesAún no hay calificaciones
- 3.2.3.material de Lectura 4 - BENCHMARKINGDocumento7 páginas3.2.3.material de Lectura 4 - BENCHMARKINGHermesAún no hay calificaciones
- 3.1.material de Lectura 1 - Definicion de Procesos y Procedimiendos V1Documento18 páginas3.1.material de Lectura 1 - Definicion de Procesos y Procedimiendos V1HermesAún no hay calificaciones
- Con Marca de AguaDocumento14 páginasCon Marca de AguaHermesAún no hay calificaciones
- 3.2.1.material de Lectura 1 - Definicion de Procesos y Procedimiendos V1Documento17 páginas3.2.1.material de Lectura 1 - Definicion de Procesos y Procedimiendos V1HermesAún no hay calificaciones
- EXCEL - Hojas de Ruta y Cartas de Proceso ACTUALDocumento77 páginasEXCEL - Hojas de Ruta y Cartas de Proceso ACTUALHermesAún no hay calificaciones
- 3.2.2.material de Lectura 3 - ReingenieriaDocumento16 páginas3.2.2.material de Lectura 3 - ReingenieriaHermesAún no hay calificaciones
- Caso Practico AL 5-21Documento1 páginaCaso Practico AL 5-21HermesAún no hay calificaciones
- Parte A TecnoDocumento6 páginasParte A TecnoHermesAún no hay calificaciones
- IntroducciónDocumento2 páginasIntroducciónHermesAún no hay calificaciones
- Consideraciones Del Uso Final de La Pieza y Del Montaje CompletoDocumento5 páginasConsideraciones Del Uso Final de La Pieza y Del Montaje CompletoHermesAún no hay calificaciones
- Iop115 U1Documento2 páginasIop115 U1HermesAún no hay calificaciones
- Ado115 LP18010 Al5Documento9 páginasAdo115 LP18010 Al5HermesAún no hay calificaciones
- BibliographyDocumento2 páginasBibliographyHermesAún no hay calificaciones
- Entrenamiento Sensorial de Sabores BasicosDocumento3 páginasEntrenamiento Sensorial de Sabores BasicosAndrea100% (1)
- Tema 3Documento14 páginasTema 3Andrea CabreraAún no hay calificaciones
- ReaccionesDocumento17 páginasReaccionesDavidAún no hay calificaciones
- LipidosDocumento13 páginasLipidosNATALIA CRIOLLO NOGUERAAún no hay calificaciones
- Charolas Basor de AluminioDocumento49 páginasCharolas Basor de Aluminioomaralexei86Aún no hay calificaciones
- Marco Teorico NiqueladoDocumento4 páginasMarco Teorico NiqueladoSilvia GutierrezAún no hay calificaciones
- P#2 PH, Colo, Conductividad y TurbidezDocumento7 páginasP#2 PH, Colo, Conductividad y TurbidezMARIA JOSE CORONEL VERAAún no hay calificaciones
- Ex Adm Unsa II Fase-2023 (Bio)Documento13 páginasEx Adm Unsa II Fase-2023 (Bio)Efrain CAAún no hay calificaciones
- Cátalogo Fattin Metales 1Documento20 páginasCátalogo Fattin Metales 1Christian LlanoAún no hay calificaciones
- Soluciones QuímicasDocumento10 páginasSoluciones QuímicasIscela Correa JaraAún no hay calificaciones
- Practica 12 - Celdas Galvanicas y Celdas ElectroliticasDocumento5 páginasPractica 12 - Celdas Galvanicas y Celdas ElectroliticasPaul Mantilla100% (1)
- 2iv41 - Equipo 3 - Obtención de Éter MetilnaftílicoDocumento11 páginas2iv41 - Equipo 3 - Obtención de Éter MetilnaftílicoJess CárdenasAún no hay calificaciones
- Anexos Cuali Unidad 1Documento5 páginasAnexos Cuali Unidad 1Yeraldi Emmanuel Chiñas TinocoAún no hay calificaciones
- Informe #1 Reconocimiento Materiales de LaboratorioDocumento11 páginasInforme #1 Reconocimiento Materiales de LaboratorioSharyl CondiaAún no hay calificaciones
- Guia para El Examen 182654 Downloadable 4455368Documento9 páginasGuia para El Examen 182654 Downloadable 4455368esmokwitAún no hay calificaciones
- Biología Taller4Documento2 páginasBiología Taller4Paul GonzalezAún no hay calificaciones
- Reporte 4Documento8 páginasReporte 4Manuel BravoAún no hay calificaciones
- 2019 1 IqDocumento132 páginas2019 1 IqAdrian MorenoAún no hay calificaciones
- Castillo ADA Peralta CLG SDDocumento164 páginasCastillo ADA Peralta CLG SDJORGE LUIS BRICEÑO VILLAAún no hay calificaciones
- 10 Reacciones de La GlucolisisDocumento3 páginas10 Reacciones de La GlucolisisFernando CruzAún no hay calificaciones
- Propiedades Fisicas y Quimicas de Los MaterialesDocumento3 páginasPropiedades Fisicas y Quimicas de Los MaterialesDaniel Martinez100% (1)
- Preinforme 1Documento10 páginasPreinforme 1Natalia RomeroAún no hay calificaciones
- 2º ESO - UNIDAD 3 - Diversidad de La Materia - 22-23Documento30 páginas2º ESO - UNIDAD 3 - Diversidad de La Materia - 22-23Nacho Picazo LópezAún no hay calificaciones
- Trabajo de Quimica Reactivo Limite-Rendimiento y Pureza de Una Reacción Maria Paula Silvera 11a #3Documento10 páginasTrabajo de Quimica Reactivo Limite-Rendimiento y Pureza de Una Reacción Maria Paula Silvera 11a #3manuel silveraAún no hay calificaciones
- Analisis Via Seca y HumedaDocumento12 páginasAnalisis Via Seca y HumedaBlanca Flores ChambiAún no hay calificaciones
- Informe de Laboratorio 3.1Documento24 páginasInforme de Laboratorio 3.1Bryan RivadeneiraAún no hay calificaciones
- Practica 2 MDocumento15 páginasPractica 2 MTito Bogart Osorio JuarezAún no hay calificaciones