También podría gustarte
- TramoyistaDocumento3 páginasTramoyistacarlospesantz100% (1)
- Guia FischertechnikDocumento88 páginasGuia FischertechnikandresAún no hay calificaciones
- Programador de PICsDocumento11 páginasProgramador de PICsIvo Ampuero Ríos100% (1)
- Laboratorio 2Documento11 páginasLaboratorio 2Cesar Cordova FuentesAún no hay calificaciones
- Atando Cabos - Ejemplos Prácticos de Asociación, Agregación, Composición y Dependencia Con C#Documento7 páginasAtando Cabos - Ejemplos Prácticos de Asociación, Agregación, Composición y Dependencia Con C#Mauricio Rojas ValdiviaAún no hay calificaciones
- Implementacion de Un Alimentador ElectroneumaticoDocumento79 páginasImplementacion de Un Alimentador ElectroneumaticoAn HFAún no hay calificaciones
- Trabajo Final Curso SolucionDocumento4 páginasTrabajo Final Curso SolucionFreddy EscorzaAún no hay calificaciones
- Puesta en marcha de sistemas de automatización industrial. ELEM0311De EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Calificación: 3 de 5 estrellas3/5 (1)
- TRABAJO FINAL GESTION DE CALIDAD - OdtDocumento44 páginasTRABAJO FINAL GESTION DE CALIDAD - Odtdisney biaAún no hay calificaciones
- Ciencia moderna y sabiduría tradicionalDocumento66 páginasCiencia moderna y sabiduría tradicionalAlbaa100% (1)
- Unidad 3.1 Celda UnitariaDocumento63 páginasUnidad 3.1 Celda UnitariaNicolHernandezNarvaezAún no hay calificaciones
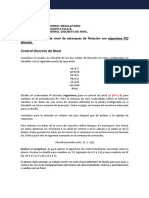
- Proyecto 02 Control RegulatorioDocumento2 páginasProyecto 02 Control RegulatorioAuberAún no hay calificaciones
- Unidad 5 DifusionDocumento6 páginasUnidad 5 DifusionCésar PérezAún no hay calificaciones
- Guia Usuario Irb 2400 Castellano PDFDocumento585 páginasGuia Usuario Irb 2400 Castellano PDFimprogecrs100% (1)
- Manual de ProteusDocumento10 páginasManual de ProteusBruno CastillejosAún no hay calificaciones
- Informe Programador Pic Usb 1Documento21 páginasInforme Programador Pic Usb 1JalexanderhgAún no hay calificaciones
- infoPLC Net 53874e7438b38 PALETIZADO PDFDocumento169 páginasinfoPLC Net 53874e7438b38 PALETIZADO PDFDiego Alejandro Gallardo IbarraAún no hay calificaciones
- Practica 1Documento4 páginasPractica 1ByronSaumettAún no hay calificaciones
- Estacion ProcesamientoDocumento55 páginasEstacion Procesamientomaria Isabel AngelAún no hay calificaciones
- Eurorack 1604-A - Instrucciones-PDF - Com Ref SienDocumento10 páginasEurorack 1604-A - Instrucciones-PDF - Com Ref SienekitagarAún no hay calificaciones
- Prácticas Neumática Básica JUAN567Documento23 páginasPrácticas Neumática Básica JUAN567Jesus Antonio Ledezma OrtizAún no hay calificaciones
- Presentación Soporte TecnicoDocumento22 páginasPresentación Soporte Tecnicoapi-3807505100% (2)
- CANET - Display Multifunción para Visualizar Datos NMEA 0183 Mediante Dispositivos de Bajo Coste ...Documento65 páginasCANET - Display Multifunción para Visualizar Datos NMEA 0183 Mediante Dispositivos de Bajo Coste ...etorreblanca75Aún no hay calificaciones
- Guía SINAMIC V20 v1.1Documento15 páginasGuía SINAMIC V20 v1.1Joel Abel Llamoja CiezaAún no hay calificaciones
- Objetos direccionables S7-300Documento30 páginasObjetos direccionables S7-300Aida PerezAún no hay calificaciones
- Arduino JDDocumento73 páginasArduino JDCarlos Sosa100% (1)
- Mayo Programación Con PLC Logo V8.3 Basico PDFDocumento4 páginasMayo Programación Con PLC Logo V8.3 Basico PDFCarlos Cruz AlegreAún no hay calificaciones
- Control lavado autos PLCDocumento6 páginasControl lavado autos PLCFernando PalleresAún no hay calificaciones
- Liquiline CM42 Abreviado EspañolDocumento44 páginasLiquiline CM42 Abreviado EspañolJosé Esteban Mascareña VázquezAún no hay calificaciones
- Programas de DiseñoDocumento4 páginasProgramas de DiseñoLosmayasesperanmillegada JorgeAún no hay calificaciones
- 2080 6979 1 PBDocumento7 páginas2080 6979 1 PBAdrian Abad MihalacheAún no hay calificaciones
- Caract 16 F 87 XDocumento19 páginasCaract 16 F 87 XlcpachecomAún no hay calificaciones
- Plan Anual 2016 Ras Ieee UnfvDocumento7 páginasPlan Anual 2016 Ras Ieee UnfvRichard L TorresAún no hay calificaciones
- Guía de Implementación - ATV312 Control en Profibus DP Mediante PLC Siemens S7300Documento29 páginasGuía de Implementación - ATV312 Control en Profibus DP Mediante PLC Siemens S7300Walter Medina LopezAún no hay calificaciones
- TUTORIAL VREP Cinemática InversaDocumento22 páginasTUTORIAL VREP Cinemática InversaJosmell Alva AlcantaraAún no hay calificaciones
- Relés de Estado Sólido (Optec)Documento26 páginasRelés de Estado Sólido (Optec)cualAún no hay calificaciones
- XBEE LabviewDocumento14 páginasXBEE LabviewJeison Sneider CabezaAún no hay calificaciones
- ScadaDocumento18 páginasScadaguaxo salvajeAún no hay calificaciones
- Glosario Sinumerik 840d SLDocumento357 páginasGlosario Sinumerik 840d SLAlonso ChavezAún no hay calificaciones
- Proyecto Final Automatizaci N IndustrialDocumento15 páginasProyecto Final Automatizaci N IndustrialIsa ReyesAún no hay calificaciones
- Ficha Tecnica FML621Documento40 páginasFicha Tecnica FML621milton cardenasAún no hay calificaciones
- 2 Indice GeneralDocumento10 páginas2 Indice Generaledgar olveraAún no hay calificaciones
- PROGRAMACION 0365 Instalaciones de Radiocomunicaciones 2 PDFDocumento1 páginaPROGRAMACION 0365 Instalaciones de Radiocomunicaciones 2 PDFjaagoodAún no hay calificaciones
- AmplificadorOperacional Cap1Documento58 páginasAmplificadorOperacional Cap1ericAún no hay calificaciones
- ML - Sistemas Digitales IDocumento61 páginasML - Sistemas Digitales ICotza TriniAún no hay calificaciones
- Tren de Lavado A-2980 Mayo 2011Documento23 páginasTren de Lavado A-2980 Mayo 2011Daniel SantanaAún no hay calificaciones
- WinDNC V05 02 SpanishDocumento2 páginasWinDNC V05 02 SpanishRandy Y Elizabeth Rosales GutierrezAún no hay calificaciones
- Manual de Practicas Par La Implementacion en Medallones de Auto Con Brazo RoboticoDocumento68 páginasManual de Practicas Par La Implementacion en Medallones de Auto Con Brazo RoboticoCristhian Delgado100% (1)
- Carro Evasor de ObstaculosDocumento13 páginasCarro Evasor de ObstaculosFidel Angel Baquero LagosAún no hay calificaciones
- Informe DSP FinalDocumento47 páginasInforme DSP FinalDiego Rey TapiaAún no hay calificaciones
- Ecodrive03 Reguladores Dok Ecodrv03 Dkc.3 Pr02 Es P IndramatDocumento253 páginasEcodrive03 Reguladores Dok Ecodrv03 Dkc.3 Pr02 Es P IndramatRaúl Neira SáezAún no hay calificaciones
- EJERCICIO N°2 - Puerta de Apertura AutomaticaDocumento6 páginasEJERCICIO N°2 - Puerta de Apertura AutomaticaTony NavarroAún no hay calificaciones
- Aplicaciones de Circuitos DigitalesDocumento15 páginasAplicaciones de Circuitos DigitalesAlex Pomier AliagaAún no hay calificaciones
- Instalación PICKIT2Documento10 páginasInstalación PICKIT2deztrocxeAún no hay calificaciones
- Proyecto "Brazo Robótico Básico Dos Servo Motor": MaterialesDocumento3 páginasProyecto "Brazo Robótico Básico Dos Servo Motor": MaterialesFabri CioAún no hay calificaciones
- Guía de Primeros Pasos Con CMMT-As-PN - Rev3Documento20 páginasGuía de Primeros Pasos Con CMMT-As-PN - Rev3Tomas GVAún no hay calificaciones
- Actividades 4,5,6Documento5 páginasActividades 4,5,6Carlos Hernandez100% (1)
- Practica 1. Procesamiento Digital de Señales. Martínez Díaz Manuel.Documento9 páginasPractica 1. Procesamiento Digital de Señales. Martínez Díaz Manuel.Manuel MartínezAún no hay calificaciones
- Guía de Laboratorio #3Documento14 páginasGuía de Laboratorio #3Jimmy HerreraAún no hay calificaciones
- Inf7 5683 Casa Nasimba OñaDocumento10 páginasInf7 5683 Casa Nasimba OñaJAIRO WLADIMIR TOCTAGUANO HUTOAún no hay calificaciones
- Sistemas de automatización para procesos industrialesDocumento9 páginasSistemas de automatización para procesos industrialesAmJimenezvAún no hay calificaciones
- Prácticas y Tareas CLA - 8Documento13 páginasPrácticas y Tareas CLA - 8Daniel Mejia AlvarezAún no hay calificaciones
- PRACTICA CONTROLADOR TX Parte 1 PDFDocumento2 páginasPRACTICA CONTROLADOR TX Parte 1 PDFdisney biaAún no hay calificaciones
- Examen Biol. 7 Sistema DigestivoDocumento14 páginasExamen Biol. 7 Sistema Digestivodisney biaAún no hay calificaciones
- Plantillas Cartas de Control X BARRA-IndividualesDocumento2 páginasPlantillas Cartas de Control X BARRA-Individualesdisney biaAún no hay calificaciones
- Historia de La FisicoquimicaDocumento3 páginasHistoria de La Fisicoquimicadisney biaAún no hay calificaciones
- Economica PDFDocumento12 páginasEconomica PDFdisney biaAún no hay calificaciones
- Dialnet ElEstudioLiterarioDeLaNarracionBreveYSuUtilizacion 203660 PDFDocumento104 páginasDialnet ElEstudioLiterarioDeLaNarracionBreveYSuUtilizacion 203660 PDFMartin Cardenas VidalAún no hay calificaciones
- Dialnet ElEstudioLiterarioDeLaNarracionBreveYSuUtilizacion 203660 PDFDocumento104 páginasDialnet ElEstudioLiterarioDeLaNarracionBreveYSuUtilizacion 203660 PDFMartin Cardenas VidalAún no hay calificaciones
- AVANCE DE PROYECTO - OdtDocumento12 páginasAVANCE DE PROYECTO - Odtdisney biaAún no hay calificaciones
- 5 Diagramas de Pareto y Causa y Efecto V2 (Sólo Lectura) (Modo de Compatibilidad)Documento22 páginas5 Diagramas de Pareto y Causa y Efecto V2 (Sólo Lectura) (Modo de Compatibilidad)Manuel GómezAún no hay calificaciones
- Ensayo CBRDocumento3 páginasEnsayo CBREli GutierrezAún no hay calificaciones
- Informe Previo 1 y 2 - Electronicos 2Documento8 páginasInforme Previo 1 y 2 - Electronicos 2Natalia PilarAún no hay calificaciones
- Soportes Partidos FagDocumento7 páginasSoportes Partidos FagIvan SoteloAún no hay calificaciones
- Presentación Cabezales 2005 (Wellhead Manual)Documento119 páginasPresentación Cabezales 2005 (Wellhead Manual)Anonymous gJ0dR3100% (2)
- Calculo de La Iluminacion Por Los 3 Metodos - 2Documento13 páginasCalculo de La Iluminacion Por Los 3 Metodos - 2Matías NussbaumAún no hay calificaciones
- Guia Manejo Software CrocodileDocumento3 páginasGuia Manejo Software CrocodileQuevin BarreraAún no hay calificaciones
- Ima5101 S04C10Documento20 páginasIma5101 S04C10Henry M BNAún no hay calificaciones
- Fisica Semana 03 Enero Marzo 2017 Pre AdesDocumento5 páginasFisica Semana 03 Enero Marzo 2017 Pre AdesRosa Melva Vera RuedaAún no hay calificaciones
- Analizador Metrel Mi2883 A & A Ingenieria Proyectos Electromecanicos S.A.C.Documento2 páginasAnalizador Metrel Mi2883 A & A Ingenieria Proyectos Electromecanicos S.A.C.fernandoAún no hay calificaciones
- Cuantificacion de Cimbra POR FACTORES DE USO EJ-2020Documento47 páginasCuantificacion de Cimbra POR FACTORES DE USO EJ-2020Kenny100% (1)
- Acta Reunión DiagnósticosDocumento7 páginasActa Reunión DiagnósticosKevin Favian Jimenez FalsAún no hay calificaciones
- Tema 1 MioDocumento7 páginasTema 1 MioMarta GonzálezAún no hay calificaciones
- Preguntas CON DECIMALES PDFDocumento5 páginasPreguntas CON DECIMALES PDFAunqueTeDuelaFelizAún no hay calificaciones
- Cebado de BombasDocumento7 páginasCebado de BombasJorge Alejandro MontillaAún no hay calificaciones
- Quality Core ToolsDocumento2 páginasQuality Core ToolsLuis VargasAún no hay calificaciones
- Función de las amidasDocumento9 páginasFunción de las amidasJMmanuelitoPalaciosAún no hay calificaciones
- C Alculo de Probabilidades IIDocumento32 páginasC Alculo de Probabilidades IIMarco Perez HernandezAún no hay calificaciones
- Determinación experimental de la aceleración de la gravedad en La PazDocumento5 páginasDeterminación experimental de la aceleración de la gravedad en La PazLuis SanabriaAún no hay calificaciones
- Regresion SimpleDocumento41 páginasRegresion Simplegeraldo campos100% (1)
- Capitulo 7a - 8aDocumento51 páginasCapitulo 7a - 8aANA LUZ MAMANI QUISPEAún no hay calificaciones
- RadioFrecuencia EjerciciosDocumento23 páginasRadioFrecuencia Ejerciciosfa98Aún no hay calificaciones
- Modelado estructural de un reservorio en ANSYSDocumento4 páginasModelado estructural de un reservorio en ANSYSCHILON ISPILCO ELIO0% (1)
- MARCO TEORICO Trabajo de FrojaDocumento9 páginasMARCO TEORICO Trabajo de FrojaAdrian Marcelo Jimenez HuancaAún no hay calificaciones
- Puesta a Tierra en Subestaciones: ¿Unidas o SeparadasDocumento5 páginasPuesta a Tierra en Subestaciones: ¿Unidas o SeparadasJuan Carlos Dubravcic100% (1)
- Problemas Fuerza Masa PesoDocumento2 páginasProblemas Fuerza Masa PesoRafa Sanchez Morales50% (2)
- Electricidad ParcialDocumento6 páginasElectricidad ParcialSara Helena SALVIU SAURE FADU - UBAAún no hay calificaciones
- CITA Apa 7Documento4 páginasCITA Apa 7Milena A. AranguriAún no hay calificaciones
- NSCL 291901017Documento3 páginasNSCL 291901017jefferssonAún no hay calificaciones
- Tasa de Países Menos Alfabetizados en America LatinaDocumento2 páginasTasa de Países Menos Alfabetizados en America LatinaMaffe ArellanoAún no hay calificaciones