También podría gustarte
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- 7-Teoría de Restricciones PDFDocumento76 páginas7-Teoría de Restricciones PDFMelissa VergaraAún no hay calificaciones
- Administracion de Las Restricciones (TOC)Documento127 páginasAdministracion de Las Restricciones (TOC)José Manuel García Pantigozo100% (1)
- Manufactura Sincrónica y Teoría de Las RestriccionesDocumento5 páginasManufactura Sincrónica y Teoría de Las RestriccionesArlin RosarioAún no hay calificaciones
- Tecnologías de Producción OptimizadaDocumento61 páginasTecnologías de Producción OptimizadaPaul Calderon BerrioAún no hay calificaciones
- Actividad 3 Administracion de La ProduccionDocumento12 páginasActividad 3 Administracion de La ProduccionFernanda AlfaroAún no hay calificaciones
- Tipos de RestriccionesDocumento9 páginasTipos de RestriccionesSteel Zevallos PitzuhaAún no hay calificaciones
- S12.s1 - GOP - Sesion 12 Teoría de Restricciones T.O.C PDFDocumento36 páginasS12.s1 - GOP - Sesion 12 Teoría de Restricciones T.O.C PDFARANZA ALIAGA CARHUAMACAAún no hay calificaciones
- Unidad X111Documento6 páginasUnidad X111zeox20110% (2)
- Comceptos PCCDocumento5 páginasComceptos PCCYoha OlivosAún no hay calificaciones
- Sistema Cuello de Botella-ScDocumento42 páginasSistema Cuello de Botella-ScnatashaAún no hay calificaciones
- Presentacion La MetaDocumento32 páginasPresentacion La MetaFabicita G. GutierrezAún no hay calificaciones
- Optimización de Operaciones - Semanas 3 y 4 - PDocumento12 páginasOptimización de Operaciones - Semanas 3 y 4 - PPeter Guerrero100% (6)
- 4.7 y 4.8 Gestión de La ProducciónDocumento25 páginas4.7 y 4.8 Gestión de La ProducciónJacqueline Escobar100% (1)
- Administracion de Las RestriccionesDocumento73 páginasAdministracion de Las RestriccionesLidys HenaoAún no hay calificaciones
- OPT y TOCDocumento8 páginasOPT y TOCGiovanni VitaleAún no hay calificaciones
- Teoria RestriccionesDocumento33 páginasTeoria RestriccionesJorge Andres Giron CruzAún no hay calificaciones
- S13.s1 - Teoría de RestriccionesDocumento30 páginasS13.s1 - Teoría de Restriccionessergio palominoAún no hay calificaciones
- Teoria de RestriccionesDocumento32 páginasTeoria de Restriccionesalberto pachecoAún no hay calificaciones
- Los 5 Pasos de TOC PDFDocumento3 páginasLos 5 Pasos de TOC PDFJoel Miguel Angel PachecoAún no hay calificaciones
- Teoria de Restricciones: Ing. Álvaro Mercado CruzDocumento43 páginasTeoria de Restricciones: Ing. Álvaro Mercado CruzJimmy VelillaAún no hay calificaciones
- Clase 6-Teorias de Fisica de La Produccion 1Documento20 páginasClase 6-Teorias de Fisica de La Produccion 1adrianAún no hay calificaciones
- +semana 11 - Gerencia de OperacionesDocumento35 páginas+semana 11 - Gerencia de OperacionesDanieLGustavoPeñaAún no hay calificaciones
- Expo Capacidad DesequilibradaDocumento20 páginasExpo Capacidad DesequilibradaJOSE SUCLUPEAún no hay calificaciones
- DBRDocumento7 páginasDBRfernandosantacruzAún no hay calificaciones
- Problema 1Documento4 páginasProblema 1Maryfer Ramos ZarateAún no hay calificaciones
- Actividad7 ManufacturaEsbelta ErlinDocumento7 páginasActividad7 ManufacturaEsbelta ErlinJesus Erlin Barreras SotoAún no hay calificaciones
- Capacidad de Planta y Su MediciónDocumento76 páginasCapacidad de Planta y Su MediciónVale SoleAún no hay calificaciones
- Administración de Las Restricciones Capítulo 7Documento26 páginasAdministración de Las Restricciones Capítulo 7Angela CapellanAún no hay calificaciones
- TrabajoDocumento30 páginasTrabajoNashira Cristina Molina SolorzanoAún no hay calificaciones
- 2.material Didactico Unidad 2-Emmanuel-Pelaez Rev. 2016-09 PDFDocumento11 páginas2.material Didactico Unidad 2-Emmanuel-Pelaez Rev. 2016-09 PDFJhordany Vizcaíno EncarnacionAún no hay calificaciones
- Administracion de ResticcionesDocumento13 páginasAdministracion de ResticcionesJhan Carlos Gonzalez GalindoAún no hay calificaciones
- Manejo de Inventarios y Almacen v1Documento16 páginasManejo de Inventarios y Almacen v1Luis Pablo Perez RodasAún no hay calificaciones
- Teoria de RestriccionesDocumento38 páginasTeoria de RestriccionesjoseAún no hay calificaciones
- PPT Unidad 04 Tema 14 2020 04 Adm de Operaciones (1845)Documento16 páginasPPT Unidad 04 Tema 14 2020 04 Adm de Operaciones (1845)CARLOS RODRIGUEZAún no hay calificaciones
- Informe SimproDocumento17 páginasInforme SimproJorge Alexander Sánchez QuirozAún no hay calificaciones
- Manufactura Moderna Clase 10 Fisica de Plantas - VariabilidadDocumento26 páginasManufactura Moderna Clase 10 Fisica de Plantas - VariabilidadOscar M GelvesAún no hay calificaciones
- TOC - Conceptos y Definiciones - Casos - EstudioDocumento6 páginasTOC - Conceptos y Definiciones - Casos - EstudioparapruebaAún no hay calificaciones
- Ejercicio 3 Item A, B, C y DDocumento8 páginasEjercicio 3 Item A, B, C y DAndrea Meneses SalasAún no hay calificaciones
- 5-Teoria de Restricciones ExpoDocumento17 páginas5-Teoria de Restricciones ExpoArturo LizamaAún no hay calificaciones
- Principios Basicos de La TocDocumento3 páginasPrincipios Basicos de La TocBenito Quispe ValerianoAún no hay calificaciones
- Operaciones Cuello BotellaDocumento50 páginasOperaciones Cuello BotellaGregorio Zurita100% (1)
- Teoria de Las RestriccionesDocumento37 páginasTeoria de Las RestriccionesGustavo Martínez100% (2)
- 11 Toc2 CVDocumento34 páginas11 Toc2 CVMaría Fernanda CamachoAún no hay calificaciones
- Incremento de La Producción A Través de Rátio Oee: Un Estudio de Caso en Una Empresa Del Ramo Metal MecánicoDocumento13 páginasIncremento de La Producción A Través de Rátio Oee: Un Estudio de Caso en Una Empresa Del Ramo Metal MecánicodarwinAún no hay calificaciones
- Pull SystemDocumento15 páginasPull SystemOtto RhAún no hay calificaciones
- S12.s1 - Teoría de RestriccionesDocumento15 páginasS12.s1 - Teoría de Restriccionessergio palominoAún no hay calificaciones
- Actividad 7Documento3 páginasActividad 7JesusFg10100% (1)
- Ilovepdf Merged PDFDocumento50 páginasIlovepdf Merged PDFElviraAún no hay calificaciones
- Lectura Modelos DeterminísticosDocumento30 páginasLectura Modelos DeterminísticosRICARDO HERNANDEZ GUERREROAún no hay calificaciones
- GO Grupo4 2corteDocumento26 páginasGO Grupo4 2corteyesidAún no hay calificaciones
- La MetaDocumento6 páginasLa MetaAlex HernándezAún no hay calificaciones
- Teoría de RestriccionesDocumento37 páginasTeoría de RestriccionesBrillit Alarcon QuirozAún no hay calificaciones
- Cantidad Económica A Producir (Sin Permitir y Permitiendo Faltantes) ING QUIMICADocumento19 páginasCantidad Económica A Producir (Sin Permitir y Permitiendo Faltantes) ING QUIMICAGerardo AcostaAún no hay calificaciones
- 2.3 Teoría de Restricciones-1Documento16 páginas2.3 Teoría de Restricciones-1VLADIMIR ROMANI QUISPEAún no hay calificaciones
- Diapositivas Contabilidad GerencialDocumento13 páginasDiapositivas Contabilidad GerencialMiguel SalinasAún no hay calificaciones
- Notas de La MetaDocumento4 páginasNotas de La MetaMulti JojoAún no hay calificaciones
- Modelos de InventarioDocumento23 páginasModelos de InventarioAbdullGames100% (1)
- Sistemas de Control y Modelos Especiales de InventariosDocumento25 páginasSistemas de Control y Modelos Especiales de InventariosricardoAún no hay calificaciones
- Teoría de Las RestriccionesDocumento30 páginasTeoría de Las RestriccionesAlex BecerraAún no hay calificaciones
- Trabajo de Investigacion Resultados Turnitin FinalDocumento16 páginasTrabajo de Investigacion Resultados Turnitin FinalMARCELA ISABEL CALVO BALAREZOAún no hay calificaciones
- DESAYUNODocumento8 páginasDESAYUNOMARCELA ISABEL CALVO BALAREZOAún no hay calificaciones
- Trabajo Aplicativo Sesion 1Documento12 páginasTrabajo Aplicativo Sesion 1MARCELA ISABEL CALVO BALAREZOAún no hay calificaciones
- Practica Individual - Marcela Calvo BalarezoDocumento10 páginasPractica Individual - Marcela Calvo BalarezoMARCELA ISABEL CALVO BALAREZOAún no hay calificaciones
- Ejercicio 8Documento4 páginasEjercicio 8MARCELA ISABEL CALVO BALAREZOAún no hay calificaciones
- Ejercicio 8Documento4 páginasEjercicio 8MARCELA ISABEL CALVO BALAREZOAún no hay calificaciones
- Potencial Eléctrico y Energía PotencialDocumento7 páginasPotencial Eléctrico y Energía PotencialarisiraAún no hay calificaciones
- Investiigación de MuestreoDocumento13 páginasInvestiigación de MuestreoGloria GarciaAún no hay calificaciones
- Otro Caso de QueratomaDocumento24 páginasOtro Caso de QueratomaSol GonzaloAún no hay calificaciones
- Revista de FolkloreDocumento7 páginasRevista de FolkloreFrancois ReinkeAún no hay calificaciones
- Cuadernillo de Trabajo AlgebraDocumento117 páginasCuadernillo de Trabajo AlgebraCIBER CHARLYAún no hay calificaciones
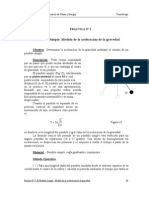
- Prac 03 PenduloDocumento3 páginasPrac 03 Pendulogabi_050% (2)
- Guia de Contenidos Ozacidos, Quimica, Usada en Liceo Pablo Neruda. Solange RDocumento5 páginasGuia de Contenidos Ozacidos, Quimica, Usada en Liceo Pablo Neruda. Solange Rdaniela1dcpAún no hay calificaciones
- DPCCDocumento6 páginasDPCCCristhian Navarrete MarroquinAún no hay calificaciones
- Guia para Toma de Temperatura CorporalDocumento5 páginasGuia para Toma de Temperatura CorporalMadelyn Jesseny LONDONO VILLAAún no hay calificaciones
- Temple, Dominique - El EconomicidioDocumento7 páginasTemple, Dominique - El EconomicidioelsaAún no hay calificaciones
- Aplicación de Los VectoresDocumento15 páginasAplicación de Los VectoresGilberto VaqueraAún no hay calificaciones
- O CONCEITO DE IFA - EsDocumento19 páginasO CONCEITO DE IFA - EsJuan DE OgunAún no hay calificaciones
- Código de Colores en IngenieríaDocumento5 páginasCódigo de Colores en IngenieríaDilanEstivenCaceresAún no hay calificaciones
- TDR InternacionalDocumento7 páginasTDR InternacionalManuel LopezAún no hay calificaciones
- Podcast - Descubriendo Mi Mundo EscolarDocumento3 páginasPodcast - Descubriendo Mi Mundo EscolarYoel Domínguez murilloAún no hay calificaciones
- Pec2 Es Habilidades Directivas Fjpe Sol SNDocumento5 páginasPec2 Es Habilidades Directivas Fjpe Sol SNFrancisco Javier Perez EscuderoAún no hay calificaciones
- Hoja de Trabajode La Ciencia.Documento4 páginasHoja de Trabajode La Ciencia.karla sanchezAún no hay calificaciones
- Tema 1Documento25 páginasTema 1luis rodriguezAún no hay calificaciones
- Genealogias de Bogotá - Restrepo Saenz y Raimundo Rivas PDFDocumento448 páginasGenealogias de Bogotá - Restrepo Saenz y Raimundo Rivas PDFlfvelezp86% (7)
- Tesis de RinconadaDocumento95 páginasTesis de RinconadaWILSON HERLY ALVAREZ MAMANIAún no hay calificaciones
- Misión, Visión y ValoresDocumento1 páginaMisión, Visión y ValoresAldahirAún no hay calificaciones
- Practica de Laboratorio 1Documento7 páginasPractica de Laboratorio 1Mirna FloresAún no hay calificaciones
- Taller 11 Cuarto Final. RobóticaDocumento3 páginasTaller 11 Cuarto Final. RobóticaAlexis ReyesAún no hay calificaciones
- 1ie133 Informe#2 JR, DT, Ec, Da (A)Documento5 páginas1ie133 Informe#2 JR, DT, Ec, Da (A)Juan RemiceAún no hay calificaciones
- Calcuta HeyderDocumento10 páginasCalcuta HeyderLic. CARLOS FERNANDO LOZANO RIASCOSAún no hay calificaciones
- Guia de Programacion MP106TGDocumento12 páginasGuia de Programacion MP106TGjujuAún no hay calificaciones
- Separata 18 LENGUAJE 5o 2022Documento2 páginasSeparata 18 LENGUAJE 5o 2022Blv Publi AsigAún no hay calificaciones
- Casos EticosDocumento6 páginasCasos EticosSandra RoaAún no hay calificaciones
- Genes La Ultima Palabra?Documento23 páginasGenes La Ultima Palabra?Jules MartinezAún no hay calificaciones
- Sistemas Biomédicos Práctica 02Documento1 páginaSistemas Biomédicos Práctica 02Alexa ValderramaAún no hay calificaciones