También podría gustarte
- Diagrama de Flujo Atun EnlatadoDocumento5 páginasDiagrama de Flujo Atun EnlatadoAlexsandra G. VásquezAún no hay calificaciones
- Conservas de PescadoDocumento8 páginasConservas de PescadoJasmin ZoteloAún no hay calificaciones
- SardinaDocumento60 páginasSardinaeliAún no hay calificaciones
- Diagrama de Flujo Atun 1Documento4 páginasDiagrama de Flujo Atun 1Fiorella Valentina Perez PupoAún no hay calificaciones
- Proceso de Producciondel AtunDocumento4 páginasProceso de Producciondel AtunLuis Navarro AlvarezAún no hay calificaciones
- ATUNDocumento24 páginasATUNHector AriasAún no hay calificaciones
- Protocolo de Elaboración de Atún en ConservaDocumento3 páginasProtocolo de Elaboración de Atún en ConservaMarcia Esparza CancinoAún no hay calificaciones
- Conservas y Semiconservas de PescadoDocumento5 páginasConservas y Semiconservas de PescadoKarina SilvaAún no hay calificaciones
- Proyecto Parametros de Calidad de Pescado.Documento47 páginasProyecto Parametros de Calidad de Pescado.Alexandra Huertas RodriguezAún no hay calificaciones
- NuggetsDocumento4 páginasNuggetskarlaAún no hay calificaciones
- Envolturas de EmbutidosDocumento3 páginasEnvolturas de Embutidosjoe_navarrete_2Aún no hay calificaciones
- Linea de Producción de AtúnDocumento2 páginasLinea de Producción de AtúnAlvaroAún no hay calificaciones
- Salchicha AtunDocumento6 páginasSalchicha AtunSalvador SamanoAún no hay calificaciones
- Proyecto de Salchicha 1Documento8 páginasProyecto de Salchicha 1Juan Diego.MAún no hay calificaciones
- Recepcion y Pesado de La Materia PrimaDocumento2 páginasRecepcion y Pesado de La Materia PrimaAyelen Moscoso VillcaAún no hay calificaciones
- PRACTICA 01 Reconocimiento de Envases y EmbalajesDocumento3 páginasPRACTICA 01 Reconocimiento de Envases y EmbalajesjudithAún no hay calificaciones
- CDU: 637.5 AL 03.02-412: (Continúa)Documento6 páginasCDU: 637.5 AL 03.02-412: (Continúa)Victor DefazAún no hay calificaciones
- Tipos de Carnes en Bovinos, y Cortes en Bovinos y Porcinos.Documento14 páginasTipos de Carnes en Bovinos, y Cortes en Bovinos y Porcinos.Edwin Escalante NavarroAún no hay calificaciones
- Elaboración de Salchicha Tipo SuizaDocumento12 páginasElaboración de Salchicha Tipo SuizaVicente MartinezAún no hay calificaciones
- Prueba de Esterilidad de Conservas de PescadoDocumento6 páginasPrueba de Esterilidad de Conservas de PescadoLindbergh Valera Gavilán100% (1)
- Control de Calidad CárnicosDocumento4 páginasControl de Calidad CárnicosAndrés Mosquera100% (1)
- Tema 13 Evaporadores de PlacasDocumento13 páginasTema 13 Evaporadores de PlacasELTONAún no hay calificaciones
- Reporte de Gira Técnica El RanchitoDocumento9 páginasReporte de Gira Técnica El RanchitoJames Alexander100% (1)
- Caracteristicas Sensoriales Del ChorizoDocumento4 páginasCaracteristicas Sensoriales Del ChorizoGheisellAún no hay calificaciones
- Cap. 6 (Ingenieria Del Proyecto)Documento17 páginasCap. 6 (Ingenieria Del Proyecto)elianaloAún no hay calificaciones
- Analisis de CarenciaDocumento1 páginaAnalisis de CarenciaGues 503Aún no hay calificaciones
- Proceso de Elaboración de Embutidos Crudos de Mojarra Con Posta de CerdoDocumento32 páginasProceso de Elaboración de Embutidos Crudos de Mojarra Con Posta de CerdoMariaRitaAún no hay calificaciones
- Elaboracion de SalchichaDocumento7 páginasElaboracion de SalchichaprietalindaAún no hay calificaciones
- Influencia de La Adicion de Sal y Tiempo de Cocción en La CarneDocumento121 páginasInfluencia de La Adicion de Sal y Tiempo de Cocción en La CarneCarlosAndresLealRamirezAún no hay calificaciones
- Examen de Grado Tesis Pate de Finas Hierbas ARCE MARCELODocumento19 páginasExamen de Grado Tesis Pate de Finas Hierbas ARCE MARCELOsilvana alejandra calderon soto100% (1)
- Clase 1 - Tecnología CarnesDocumento58 páginasClase 1 - Tecnología CarnesDante Jesús Ponze CaterianoAún no hay calificaciones
- Proceso Del La Elavoracion Del JamonDocumento5 páginasProceso Del La Elavoracion Del JamonHuaylla RafaelAún no hay calificaciones
- Pasta GruesaDocumento12 páginasPasta GruesaBruceLeeAún no hay calificaciones
- Planta Procesadora de Jugos de FrutasDocumento6 páginasPlanta Procesadora de Jugos de FrutasMaria Renee CarrascoAún no hay calificaciones
- Introducción y Conclusion Higiene 5Documento3 páginasIntroducción y Conclusion Higiene 5Alejandro Lara Resendíz0% (1)
- Guía de Lab. Tecnología de LácteosDocumento45 páginasGuía de Lab. Tecnología de LácteosMeryu Ballesteros HerreraAún no hay calificaciones
- Teoria CarnicosDocumento3 páginasTeoria CarnicosSarai Del RosarioAún no hay calificaciones
- ElaboraciondetortillasregionalesdesanmartinDocumento34 páginasElaboraciondetortillasregionalesdesanmartintoacaminhoAún no hay calificaciones
- Práctica # 14 Productos Cárnicos AhumadosDocumento7 páginasPráctica # 14 Productos Cárnicos AhumadosORDO�EZ LOPEZ MIXTLI ASTLEIK IndustriasAún no hay calificaciones
- Sop-04-Cp-Qf Elaboracion Queso FundidoDocumento11 páginasSop-04-Cp-Qf Elaboracion Queso FundidoPaulinaAún no hay calificaciones
- Envasado Al VacioDocumento13 páginasEnvasado Al VacioAnonymous vuVZWQ100% (1)
- Pollo RostizadoDocumento4 páginasPollo RostizadoAlejandro Fraile MataAún no hay calificaciones
- Procesamiento y Conserva TruchaDocumento25 páginasProcesamiento y Conserva TruchaElmer David MamaniAún no hay calificaciones
- Reporte Chorizo ColoradoDocumento21 páginasReporte Chorizo ColoradoJuan Pablo MoralesAún no hay calificaciones
- Proceso de EnlatadoDocumento13 páginasProceso de EnlatadoJose Luis0% (1)
- Envases para Carnes y PescadosDocumento56 páginasEnvases para Carnes y PescadosLuis Miguel Dueñas AlvarezAún no hay calificaciones
- Procesamiento de Pescado y MariscosDocumento4 páginasProcesamiento de Pescado y MariscosSofia Gutierrez GarciaAún no hay calificaciones
- ENCURTIDOSDocumento8 páginasENCURTIDOSROSEMARY SOLORZANOAún no hay calificaciones
- 00 Politica Integrada HILLARYDocumento1 página00 Politica Integrada HILLARYJuan Carlos Delgado MejiaAún no hay calificaciones
- Charcuteria LucasDocumento6 páginasCharcuteria Lucasingrid_xiomi74Aún no hay calificaciones
- Practica 3 CONSERVA DE PEJERREYDocumento15 páginasPractica 3 CONSERVA DE PEJERREYNicole Paz CuevaAún no hay calificaciones
- Informe de Elaboración de Hamburguesa de CamarónDocumento6 páginasInforme de Elaboración de Hamburguesa de CamarónValStefaAún no hay calificaciones
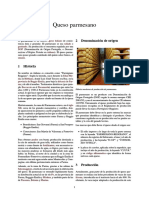
- Queso Parmesano PDFDocumento3 páginasQueso Parmesano PDFAnabell Sanchez PuertinezAún no hay calificaciones
- Practica de YogurtDocumento4 páginasPractica de YogurtJhomar RiveraAún no hay calificaciones
- Importancia Del Manjar de CocoDocumento12 páginasImportancia Del Manjar de CocoMichael Jesus Hidalgo SalazarAún no hay calificaciones
- Plato Biodegradable A Base de Cascara de PiñaDocumento12 páginasPlato Biodegradable A Base de Cascara de PiñaTania RinconAún no hay calificaciones
- Maquinaria para La Elaboración de Derivados LácteosDocumento6 páginasMaquinaria para La Elaboración de Derivados LácteosMiguel Andres Fernandez LeonAún no hay calificaciones
- Normas Que Promueven El Trabajo Higiénico y Seguro en La Industria AlimentariaDocumento3 páginasNormas Que Promueven El Trabajo Higiénico y Seguro en La Industria AlimentariaLuis M. Acosta ZavalaAún no hay calificaciones
- Proceso de Producción Del Atún EnlatadoDocumento17 páginasProceso de Producción Del Atún EnlatadoArianna CardenasAún no hay calificaciones
- 3.3. Descripción Detallada de Cada Una de Las OperacionesDocumento3 páginas3.3. Descripción Detallada de Cada Una de Las OperacionesJohn Romero PerezAún no hay calificaciones
- Ejercicios de Planeamiento de ProyectosDocumento2 páginasEjercicios de Planeamiento de ProyectosCristhian OrdoñezAún no hay calificaciones
- EEP - Prueba de Entrada (Apellidos y Nombres)Documento1 páginaEEP - Prueba de Entrada (Apellidos y Nombres)Cristhian OrdoñezAún no hay calificaciones
- Marco ConceptualDocumento31 páginasMarco ConceptualCristhian OrdoñezAún no hay calificaciones
- Los RequerimientosDocumento5 páginasLos RequerimientosCristhian OrdoñezAún no hay calificaciones
- Registro de Conversaciones Sesión 3 - Power BI 2020 - 03 - 21 19 - 30Documento5 páginasRegistro de Conversaciones Sesión 3 - Power BI 2020 - 03 - 21 19 - 30Cristhian OrdoñezAún no hay calificaciones
- Materiales DiseñoDocumento6 páginasMateriales DiseñoCristhian OrdoñezAún no hay calificaciones
- Skilled Care PharmacyDocumento4 páginasSkilled Care PharmacyCristhian OrdoñezAún no hay calificaciones
- Examen Power BIDocumento3 páginasExamen Power BICristhian Ordoñez100% (1)
- Algortimos-Genetico - Final XDocumento21 páginasAlgortimos-Genetico - Final XCristhian OrdoñezAún no hay calificaciones
- Laboratorio de OPUDocumento21 páginasLaboratorio de OPULiz LizAún no hay calificaciones
- Norma LecheDocumento10 páginasNorma LecheCristhian OrdoñezAún no hay calificaciones
- MonedaDocumento2 páginasMonedaCristhian OrdoñezAún no hay calificaciones
- Normas de Materia Prima-MielDocumento3 páginasNormas de Materia Prima-MielCristhian OrdoñezAún no hay calificaciones
- Teoria de ColasDocumento11 páginasTeoria de Colasgerln2Aún no hay calificaciones
- Solución A La Problemática ActualDocumento1 páginaSolución A La Problemática ActualCristhian OrdoñezAún no hay calificaciones
- Práctica de EntradaDocumento1 páginaPráctica de EntradaCristhian OrdoñezAún no hay calificaciones
- Preguntas de Repaso y Ejercicios Del Capitulo 2Documento5 páginasPreguntas de Repaso y Ejercicios Del Capitulo 2Adán Guancín63% (8)
- Solución A La Problemática Actual Final (Recuperado Automáticamente)Documento5 páginasSolución A La Problemática Actual Final (Recuperado Automáticamente)Cristhian OrdoñezAún no hay calificaciones
- Mapa de Procesos de MondelezDocumento2 páginasMapa de Procesos de MondelezCristhian OrdoñezAún no hay calificaciones
- Práctica de EntradaDocumento1 páginaPráctica de EntradaCristhian OrdoñezAún no hay calificaciones
- Software 2Documento1 páginaSoftware 2Cristhian OrdoñezAún no hay calificaciones
- SoftwareDocumento1 páginaSoftwareCristhian OrdoñezAún no hay calificaciones
- Diagnostico de Como Solucionar La CuarentenaDocumento2 páginasDiagnostico de Como Solucionar La CuarentenaCristhian OrdoñezAún no hay calificaciones
- Preguntas de Repaso y Ejercicios Del Capitulo 2Documento5 páginasPreguntas de Repaso y Ejercicios Del Capitulo 2Adán Guancín63% (8)
- FreeDocumento1 páginaFreeCristhian OrdoñezAún no hay calificaciones
- Norma Del Codex Materias PrimasDocumento5 páginasNorma Del Codex Materias PrimasCristhian OrdoñezAún no hay calificaciones
- Examn Final Pasado 2013Documento3 páginasExamn Final Pasado 2013Mario Alexander Roca MiguelAún no hay calificaciones
- Ope TrabajoDocumento22 páginasOpe TrabajoCristhian OrdoñezAún no hay calificaciones
- Diagrama de ParetoDocumento1 páginaDiagrama de ParetoCristhian OrdoñezAún no hay calificaciones
- Memoria 02 AmnesiaDocumento10 páginasMemoria 02 AmnesiaMarta Martinez ColonAún no hay calificaciones
- Infección Por VIH Caso ClinicoDocumento5 páginasInfección Por VIH Caso ClinicoElizabeth BarronAún no hay calificaciones
- Proyecto de Investigacion PPOO HAC Final NutricionDocumento56 páginasProyecto de Investigacion PPOO HAC Final NutricionZuleyma Inga bustamanteAún no hay calificaciones
- Retorno A Clases Con AlegriaDocumento28 páginasRetorno A Clases Con AlegriaKelvin MalikAún no hay calificaciones
- Derrame de Mercurio en Choropampa - Impactos PDFDocumento22 páginasDerrame de Mercurio en Choropampa - Impactos PDFLesly Minchán AlvinesAún no hay calificaciones
- Factores Etiológicos de La Patología Pulpar y Patologia PeriapicalDocumento23 páginasFactores Etiológicos de La Patología Pulpar y Patologia PeriapicalSamuel GarcíaAún no hay calificaciones
- FreinetDocumento20 páginasFreinetNoelia SarmientoAún no hay calificaciones
- 2200 FinalDocumento1 página2200 FinalLuz parejoAún no hay calificaciones
- PenalDocumento37 páginasPenalDamian DHAún no hay calificaciones
- Curriculum Entrenador PersonalDocumento1 páginaCurriculum Entrenador PersonalGarcia MariaAún no hay calificaciones
- Plan de Contingencia Ante El Incremento de La Actividad Del Volcán SabancayaDocumento4 páginasPlan de Contingencia Ante El Incremento de La Actividad Del Volcán SabancayaSolo Cintia OkAún no hay calificaciones
- CONTENIDODocumento18 páginasCONTENIDOAlberto OrihuelaAún no hay calificaciones
- Linfoma H - NHDocumento18 páginasLinfoma H - NHTracy GamarraAún no hay calificaciones
- Induccion Del VendedorDocumento9 páginasInduccion Del VendedorEffy Ha AnAún no hay calificaciones
- Libro - Los Secretos Del Triunfo Sexual - Gustavo FernándezDocumento87 páginasLibro - Los Secretos Del Triunfo Sexual - Gustavo FernándezDaniela100% (1)
- 002.-Mi Asistente para Planear PDFDocumento9 páginas002.-Mi Asistente para Planear PDFAlejandraLoveAún no hay calificaciones
- Proceso de Auditoria en Un Sistema de Gestión de La CalidadDocumento34 páginasProceso de Auditoria en Un Sistema de Gestión de La Calidadhector100% (1)
- Prepare Un Video No Mayor A 5 MinutosDocumento3 páginasPrepare Un Video No Mayor A 5 MinutosJohana CiceriAún no hay calificaciones
- Acta de Compromiso R. y R. Personal OperativoDocumento2 páginasActa de Compromiso R. y R. Personal OperativoArnobis Diaz ospinaAún no hay calificaciones
- Encuesta Ed FisicaDocumento2 páginasEncuesta Ed FisicaAri AyalaAún no hay calificaciones
- Tuberculosis CharlaDocumento2 páginasTuberculosis CharlaElsa Acevedo50% (2)
- Cronograma de ActividadesDocumento1 páginaCronograma de ActividadesAstridRivas100% (1)
- Semana 2Documento12 páginasSemana 2aettiusAún no hay calificaciones
- Prueba de La Noticia.Documento4 páginasPrueba de La Noticia.Vanessa Briones VidalAún no hay calificaciones
- Spsu-868 Ejercicio U007Documento3 páginasSpsu-868 Ejercicio U007TTv RodrigoYT100% (1)
- Dietas ExclusivasDocumento3 páginasDietas ExclusivasSamantha TorresAún no hay calificaciones
- Factores Condicionantes Del Desarrollo CognitivoDocumento10 páginasFactores Condicionantes Del Desarrollo CognitivoPlacebo18Aún no hay calificaciones
- FU REEV Valentina PezoDocumento4 páginasFU REEV Valentina PezoNadia Antonia Beltrán FuentesAún no hay calificaciones
- Caso Clínico Semana 6. 2020.2Documento19 páginasCaso Clínico Semana 6. 2020.2LuisAún no hay calificaciones
- Derrame de Petroleo en VentanillaDocumento2 páginasDerrame de Petroleo en Ventanillaherzen pablo pumaccajia ramosAún no hay calificaciones