También podría gustarte
- Tecnologia de BarreraDocumento11 páginasTecnologia de BarreraJuan Camilo Cardona SalazarAún no hay calificaciones
- Tecnologia de BarrerasDocumento21 páginasTecnologia de BarrerasJose Luis BustilloAún no hay calificaciones
- Las Tecnologías EmergentesDocumento8 páginasLas Tecnologías EmergentesGustavo GarcíaAún no hay calificaciones
- Analisis Microbiologico de La Leche y Sus DerivadosDocumento6 páginasAnalisis Microbiologico de La Leche y Sus DerivadosBilly Muñoz HernandezAún no hay calificaciones
- TermoresistenciaDocumento16 páginasTermoresistenciaKarín CoelloAún no hay calificaciones
- Pulsos ElectricosDocumento8 páginasPulsos Electricoszully davilaAún no hay calificaciones
- Pulsos EléctricosDocumento5 páginasPulsos EléctricosJorge HerreraAún no hay calificaciones
- Observación Macroscópica y Microscópica deDocumento4 páginasObservación Macroscópica y Microscópica deMaryori Yadira CMAún no hay calificaciones
- Aturdimiento en CosechaDocumento13 páginasAturdimiento en Cosechaacuicultura11Aún no hay calificaciones
- Enzimas en La CarneDocumento6 páginasEnzimas en La CarneCamila zabalaAún no hay calificaciones
- Esterilizacion BioreactorDocumento6 páginasEsterilizacion BioreactorJossymar Arroyo DíazAún no hay calificaciones
- 3.3 Procesamiento - TermicoDocumento50 páginas3.3 Procesamiento - Termicoroger osorioAún no hay calificaciones
- Tecnologías Emergentes de ConservacionDocumento3 páginasTecnologías Emergentes de ConservacionAngie MAún no hay calificaciones
- Aditivos Con Finalidad Nutritiva ImprimirDocumento8 páginasAditivos Con Finalidad Nutritiva ImprimirRonald LPAún no hay calificaciones
- Analisis de Grasa 2.0Documento23 páginasAnalisis de Grasa 2.0Mariciell Larissa Gonzales TiconaAún no hay calificaciones
- AI-441 Conservación Por RadiaciónDocumento29 páginasAI-441 Conservación Por RadiaciónCARLOSAún no hay calificaciones
- Tecnologia de Obstaculo o de BarrerasDocumento10 páginasTecnologia de Obstaculo o de BarrerasAndre Mercado CelisAún no hay calificaciones
- Tecnologias EmergentesDocumento2 páginasTecnologias EmergentesDiego Armando Quevedo LuquinAún no hay calificaciones
- Practica 9 Num Hongos LevadurasDocumento5 páginasPractica 9 Num Hongos LevadurasKaty Lisbeth VcAún no hay calificaciones
- Diagrama de Flujo Proceso de Mermelada Buenas PracticasDocumento1 páginaDiagrama de Flujo Proceso de Mermelada Buenas PracticasCarlos FloresAún no hay calificaciones
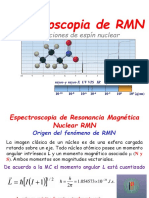
- RMNDocumento60 páginasRMNAna Gil QuirogaAún no hay calificaciones
- Laboratorio ConservantesDocumento4 páginasLaboratorio ConservantesBryan EspinozaAún no hay calificaciones
- Far 173 eDocumento62 páginasFar 173 eblink42jAún no hay calificaciones
- Practica - 1-Duraznos en AlmibarDocumento7 páginasPractica - 1-Duraznos en AlmibarIrma Angelica Ruiz RomeroAún no hay calificaciones
- Lo Que Hay Que Saber para SalazonDocumento2 páginasLo Que Hay Que Saber para Salazonsetkiam100% (1)
- Pulsos LuminososDocumento5 páginasPulsos LuminososStephany ValenciaAún no hay calificaciones
- Guía de Practica de Pasteurizaciòn y EsterilizaciònDocumento5 páginasGuía de Practica de Pasteurizaciòn y Esterilizaciònmilagros contrerasAún no hay calificaciones
- Informe COMPLETO Vitamina-CDocumento6 páginasInforme COMPLETO Vitamina-CJorge Lava Galvez0% (1)
- Informe ConservasDocumento10 páginasInforme ConservasAngie PerezAún no hay calificaciones
- Programa Analítico Procesamiento de Productos Cárnicos y Pesqueros2Documento10 páginasPrograma Analítico Procesamiento de Productos Cárnicos y Pesqueros2CesarPercyNavarroAún no hay calificaciones
- Microorganismos de Importancia IndustrialDocumento11 páginasMicroorganismos de Importancia IndustrialJhanethMamaniAún no hay calificaciones
- Velocidad de EnfriamientoDocumento8 páginasVelocidad de EnfriamientoJhonatanCalderonRozalesAún no hay calificaciones
- Reporte de La Práctica 1. Producción de AntibióticosDocumento14 páginasReporte de La Práctica 1. Producción de AntibióticosPeñaloza Barajas DiegoAún no hay calificaciones
- Informe de MicrobiologiaDocumento29 páginasInforme de MicrobiologianeysiAún no hay calificaciones
- Marco TeóricoDocumento6 páginasMarco TeóricoNayeli MelendrezAún no hay calificaciones
- Conservacion de Alimentos Por El CalorDocumento32 páginasConservacion de Alimentos Por El CalorIrene QuinAún no hay calificaciones
- CacaoDocumento5 páginasCacaoValeriaAún no hay calificaciones
- 1 Clase Microbiología de Alimentos2Documento42 páginas1 Clase Microbiología de Alimentos2Janer Urango AnayaAún no hay calificaciones
- Parafina en Los Mangos DennisDocumento9 páginasParafina en Los Mangos DennisDENNIS RICOPA VASQUEZAún no hay calificaciones
- 2 - Composición y Propiedades de La Leche PDFDocumento23 páginas2 - Composición y Propiedades de La Leche PDFRaul Angel Valdivia0% (1)
- Propiedades Termicas EnsayoDocumento1 páginaPropiedades Termicas EnsayoFa Gonzalez100% (2)
- Temp Trans VitreaDocumento2 páginasTemp Trans VitreaJonna Gv0% (1)
- Introducción A Los Tratamientos Térmicos, Consideraciones Microbiológicas en AlimentosDocumento14 páginasIntroducción A Los Tratamientos Térmicos, Consideraciones Microbiológicas en AlimentosGénesis Michelle Rey Tobar100% (1)
- Bacterias Lacticas 2010 BromatoDocumento64 páginasBacterias Lacticas 2010 BromatoJesid Angel Ticse HuamánAún no hay calificaciones
- Almidón en Las PlantasDocumento4 páginasAlmidón en Las PlantasClaudio QuintanaAún no hay calificaciones
- Deterioro Microbiologico de Alimentos ClasesDocumento10 páginasDeterioro Microbiologico de Alimentos ClasesEMILIOFREDYAún no hay calificaciones
- 09 Titulacion Solucion Acida Coloreada Base FuerteDocumento10 páginas09 Titulacion Solucion Acida Coloreada Base FuerteHassel Yohana Funes100% (1)
- Clase # 18 Microbiologia de Los Pescados y Productos Marinos (Autoguardado)Documento24 páginasClase # 18 Microbiologia de Los Pescados y Productos Marinos (Autoguardado)Tamara VeraAún no hay calificaciones
- GUIA No.7 ESTABILIZACION DE LOS ALIMENTOSDocumento38 páginasGUIA No.7 ESTABILIZACION DE LOS ALIMENTOSShirley María Solórzano Pérez100% (1)
- Tomates CherryDocumento4 páginasTomates CherryPatricio FragozoAún no hay calificaciones
- Microorganismos AlterantesDocumento10 páginasMicroorganismos AlterantesRocio Pompa IshpilcoAún no hay calificaciones
- EQUIDULZURA - Larson-Pangborn - PAIRED COMPARISON AND TIME-INTENSITY MEASUREMENTS OF THE SENSORY PROPERTIES OF BEVERAGE EspañolDocumento9 páginasEQUIDULZURA - Larson-Pangborn - PAIRED COMPARISON AND TIME-INTENSITY MEASUREMENTS OF THE SENSORY PROPERTIES OF BEVERAGE EspañolElie floresAún no hay calificaciones
- Preguntas Toxicologia 2 Fase PlaDocumento8 páginasPreguntas Toxicologia 2 Fase PlaFernando Torres NavarroAún no hay calificaciones
- Indice Microobiologia InvestigaciasDocumento22 páginasIndice Microobiologia InvestigaciasEslijyJYAún no hay calificaciones
- Queso PanelaDocumento10 páginasQueso PanelaAldo HernándezAún no hay calificaciones
- Segundo Examen Parcial de Microbiología de Alimentos PDFDocumento22 páginasSegundo Examen Parcial de Microbiología de Alimentos PDFpepito perezAún no hay calificaciones
- Procesos No Térmicos de Conservación de Alimentos. Tecnologías Emergentes de Conservación de Alimentos (Campos Magnéticos Oscilantes)Documento7 páginasProcesos No Térmicos de Conservación de Alimentos. Tecnologías Emergentes de Conservación de Alimentos (Campos Magnéticos Oscilantes)Joha Orellana IñiguezAún no hay calificaciones
- Trabajo Final EmpaquesDocumento18 páginasTrabajo Final EmpaquesbrahianAún no hay calificaciones
- Mohos y Levaduras Esta de Aki Es La Ordenada Mejorada 100porcierto RealDocumento9 páginasMohos y Levaduras Esta de Aki Es La Ordenada Mejorada 100porcierto ReallolahAún no hay calificaciones
- Tecnologías de InactivaciónDocumento11 páginasTecnologías de InactivaciónDeiver David De la Rosa PoloAún no hay calificaciones
- Tipos de PCRDocumento3 páginasTipos de PCRmagaacastilloAún no hay calificaciones
- Fundamento de AGAR HEKTOEN y Bismuto SulfitoDocumento2 páginasFundamento de AGAR HEKTOEN y Bismuto Sulfitomagaacastillo100% (1)
- Relación de Los Centrosomas Con El CáncerDocumento1 páginaRelación de Los Centrosomas Con El CáncermagaacastilloAún no hay calificaciones
- Identificación de Grupos FuncionalesDocumento7 páginasIdentificación de Grupos FuncionalesmagaacastilloAún no hay calificaciones
- Modelos de CiudadaníaDocumento2 páginasModelos de CiudadaníamagaacastilloAún no hay calificaciones
- Informe Reacciones EnzimaticasDocumento3 páginasInforme Reacciones EnzimaticasmagaacastilloAún no hay calificaciones
- Reaccion de Agua Oxigenada PapaDocumento5 páginasReaccion de Agua Oxigenada PapamagaacastilloAún no hay calificaciones
- Cómo Orientarse en La Realidad Carlos QuirogaDocumento5 páginasCómo Orientarse en La Realidad Carlos QuirogaElisabet GobelliAún no hay calificaciones
- Consumo de Sustancias y Riesgos en AdolescentesDocumento3 páginasConsumo de Sustancias y Riesgos en AdolescentesMiquely CastroAún no hay calificaciones
- Pruebas Cruzadas (PC Menor)Documento20 páginasPruebas Cruzadas (PC Menor)enrique vasquezAún no hay calificaciones
- Analisis de Lectura Udidad 6 Del Paciente y Arreglo de CamaDocumento7 páginasAnalisis de Lectura Udidad 6 Del Paciente y Arreglo de CamaSarah AlonzoAún no hay calificaciones
- Diabetes Mellitus Tipo 2Documento2 páginasDiabetes Mellitus Tipo 2Maritere H Sámano100% (3)
- Las Funciones Del Auxiliar de FarmaciaDocumento3 páginasLas Funciones Del Auxiliar de FarmaciacarlosAún no hay calificaciones
- Examen PorcinosDocumento3 páginasExamen PorcinosJhonatan Juno VargasAún no hay calificaciones
- Cuidados de Los Pies en DiabeticosDocumento6 páginasCuidados de Los Pies en DiabeticosDario Ángel BazanAún no hay calificaciones
- LashistasDocumento19 páginasLashistasrarteagajoachinAún no hay calificaciones
- Cuadro Comparativo Entre Piagget VygostkyDocumento2 páginasCuadro Comparativo Entre Piagget VygostkyMilton EspinosaAún no hay calificaciones
- Consenso DMAEDocumento24 páginasConsenso DMAEMischell Lázaro OrdonioAún no hay calificaciones
- Dior Addict Lip Maximizer Brillo de Labios Hidratante DIOR ESDocumento1 páginaDior Addict Lip Maximizer Brillo de Labios Hidratante DIOR ESEvaAún no hay calificaciones
- Sílabo Del CursoDocumento7 páginasSílabo Del Cursoclaudia mendozaAún no hay calificaciones
- El Lado Fácil de La Gente DificilDocumento10 páginasEl Lado Fácil de La Gente DificilJoss De Jess Garcia Frias0% (1)
- 1509 Vianey Guzmán Cano TecnocienciaDocumento2 páginas1509 Vianey Guzmán Cano TecnocienciaRoberto ZavaletaAún no hay calificaciones
- PEDIOCInaDocumento3 páginasPEDIOCInajulieth cAún no hay calificaciones
- For-04 Entrega de Epp AlamcenDocumento5 páginasFor-04 Entrega de Epp AlamcenNelly SandovalAún no hay calificaciones
- 5 - Mordeduras de AnimalesDocumento8 páginas5 - Mordeduras de AnimalesAngelo D'AmoreAún no hay calificaciones
- Rupture Safran - En.esDocumento25 páginasRupture Safran - En.esMayra HernandezAún no hay calificaciones
- Preguntas Cap 1,2 3 Volar Sobre El PantanoDocumento2 páginasPreguntas Cap 1,2 3 Volar Sobre El PantanoJulio OliverosAún no hay calificaciones
- Normativa de Empleo para Personas Con Discapacidad - Argentina - Gob.arDocumento1 páginaNormativa de Empleo para Personas Con Discapacidad - Argentina - Gob.arRo garañoAún no hay calificaciones
- The Bar-ON Model - En.esDocumento30 páginasThe Bar-ON Model - En.esMaríaSussanMartínezAún no hay calificaciones
- Taller Emprendimiento 30 MayoDocumento4 páginasTaller Emprendimiento 30 MayoYessenia GranjaAún no hay calificaciones
- MANUAL DE FUNCIONEsDocumento76 páginasMANUAL DE FUNCIONEsYudith HernandezAún no hay calificaciones
- Protocolo Traslado de Trabajadores - CYPCO - AGO. 2020-Rev.02Documento7 páginasProtocolo Traslado de Trabajadores - CYPCO - AGO. 2020-Rev.02andyAún no hay calificaciones
- Clasificación de Los Tipos de EstudioDocumento5 páginasClasificación de Los Tipos de EstudioVane M'SilvaAún no hay calificaciones
- Ficha FarmacologicaDocumento38 páginasFicha FarmacologicaIralys VillegasAún no hay calificaciones
- Caso Clinico Hepatitis CaninaDocumento5 páginasCaso Clinico Hepatitis CaninaHenry SanguchoAún no hay calificaciones
- Ensayo Robert Koch y PasteurDocumento4 páginasEnsayo Robert Koch y PasteurJessy MojicaAún no hay calificaciones
- 2.historia y Evolucion Enfermeria. 23Documento33 páginas2.historia y Evolucion Enfermeria. 23Karla Rodríguez100% (1)