También podría gustarte
- Paquete de Prueba Tubería Sobre TerrenoDocumento50 páginasPaquete de Prueba Tubería Sobre TerrenoPedro ChaucaAún no hay calificaciones
- 10102-C-ET-714-0.doc Especificación Técnica de CTBDocumento8 páginas10102-C-ET-714-0.doc Especificación Técnica de CTBHoracio AndradaAún no hay calificaciones
- MemoriaDocumento5 páginasMemoriaJhony Felipa EliasAún no hay calificaciones
- Especificaciones Técnicas - HdpeDocumento4 páginasEspecificaciones Técnicas - HdpeJovannyAlexanderRiverosGomezAún no hay calificaciones
- IDN R2B P6 300 04 C15 L PCR 01 F01 Reporte de Registros Electricos y Ductos Eléctricos SE.21Documento28 páginasIDN R2B P6 300 04 C15 L PCR 01 F01 Reporte de Registros Electricos y Ductos Eléctricos SE.21soyamericanista36Aún no hay calificaciones
- Diseño de La Red SecundariaDocumento11 páginasDiseño de La Red SecundariaAhilton SC100% (1)
- 3340 5010 T 010 Servicio AprobadoDocumento11 páginas3340 5010 T 010 Servicio AprobadoWilliams CernaAún no hay calificaciones
- Diseño de Tuberias en Plantas de Exploracion y Produccion de HidrocarburosDocumento90 páginasDiseño de Tuberias en Plantas de Exploracion y Produccion de HidrocarburosMiguel Ruiz TatajeAún no hay calificaciones
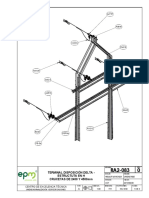
- Ra2 083Documento3 páginasRa2 083Alejandro Castro AlzateAún no hay calificaciones
- Instalacion Industrial PDFDocumento41 páginasInstalacion Industrial PDFFrancisco Coz GarcíaAún no hay calificaciones
- Clase 03 Sistemas de Abastecimiento de AguaDocumento28 páginasClase 03 Sistemas de Abastecimiento de AguaHidekiAún no hay calificaciones
- WMC-P-PN-GPME027-06-A - PN TramosDocumento24 páginasWMC-P-PN-GPME027-06-A - PN TramosGustavo LagunaAún no hay calificaciones
- Mto SHX002 570 05 1001 - 0Documento6 páginasMto SHX002 570 05 1001 - 0Pablo García PeñaAún no hay calificaciones
- Curso Pavco - Criterios Tec. II Agua Potable AvanzadoDocumento51 páginasCurso Pavco - Criterios Tec. II Agua Potable AvanzadoCesar T100% (1)
- DPQ2 - DCC - 2020-2 - Diseño de TuberíasDocumento7 páginasDPQ2 - DCC - 2020-2 - Diseño de TuberíasKlinsmann javier Castillo tavaraAún no hay calificaciones
- Agua en Tuberias Con Diametros Diferentes en El SistemaDocumento31 páginasAgua en Tuberias Con Diametros Diferentes en El SistemaJuan Sabel MartinezAún no hay calificaciones
- ARGONITEDocumento13 páginasARGONITELorenz SanzAún no hay calificaciones
- T A04t8Documento3 páginasT A04t8Leonardo Ramirez GuzmanAún no hay calificaciones
- Amanco Manual Tecnico Junta SeguraDocumento36 páginasAmanco Manual Tecnico Junta SeguraortizfacundoezequielAún no hay calificaciones
- Especificaciones Tecnicas P201Documento4 páginasEspecificaciones Tecnicas P201Mario Santititios ChuquillanquiAún no hay calificaciones
- Manual de Elaboracion de Planos de Obra Civil GASES DEL CARIBEDocumento39 páginasManual de Elaboracion de Planos de Obra Civil GASES DEL CARIBEYohender ArocaAún no hay calificaciones
- 03 - Placas de Orificio PDFDocumento150 páginas03 - Placas de Orificio PDFMandará UchijaAún no hay calificaciones
- DatosTaller#2 2019 1jesiDocumento79 páginasDatosTaller#2 2019 1jesiDavid MepaAún no hay calificaciones
- IDN R2B P6 300 04 C15 L PCR 01 F01 Reporte de Registros Electricos y Ductos Eléctricos SE21.1Documento76 páginasIDN R2B P6 300 04 C15 L PCR 01 F01 Reporte de Registros Electricos y Ductos Eléctricos SE21.1soyamericanista36Aún no hay calificaciones
- Azucenas 2019Documento40 páginasAzucenas 2019mary naviaAún no hay calificaciones
- IDN R2B P6 300 04 C15 L PCR 01 F01 Reporte de Registros Electricos y Ductos Eléctricos SE.20Documento8 páginasIDN R2B P6 300 04 C15 L PCR 01 F01 Reporte de Registros Electricos y Ductos Eléctricos SE.20soyamericanista36Aún no hay calificaciones
- PLO8-514-MC-C-003 - 0 Calculo Separacion de SoportesDocumento8 páginasPLO8-514-MC-C-003 - 0 Calculo Separacion de SoportesCristian Xavier Avendaño BelloAún no hay calificaciones
- 1.3.dimensionamiento de TuberiasDocumento10 páginas1.3.dimensionamiento de TuberiasMauricio MarquezAún no hay calificaciones
- Terminación y Reparación de PozosDocumento35 páginasTerminación y Reparación de PozosJesús Santiago Fernández100% (1)
- 03 PresentaciónDocumento63 páginas03 PresentaciónHans LinaresAún no hay calificaciones
- Diseño de ConduccionDocumento12 páginasDiseño de ConduccionChristiano RodriguezAún no hay calificaciones
- Escaneo 1Documento22 páginasEscaneo 1Lind D. QuiAún no hay calificaciones
- 06 TuberiapresionpvcDocumento2 páginas06 TuberiapresionpvcJaime Humberto Moreno ValeroAún no hay calificaciones
- Presentación Unidad 3 Instrumentación Industrial Parte 2Documento80 páginasPresentación Unidad 3 Instrumentación Industrial Parte 2Anto cadizAún no hay calificaciones
- 7.dimensionamiento de TuberiasDocumento17 páginas7.dimensionamiento de TuberiasivanAún no hay calificaciones
- 8va Semana Linea de ImpulsiónDocumento20 páginas8va Semana Linea de ImpulsiónharolsandovalAún no hay calificaciones
- PSTPE05522 - Doc General Tecnico Skid Medicion Turbo A1 - PLUSPETROL PDFDocumento22 páginasPSTPE05522 - Doc General Tecnico Skid Medicion Turbo A1 - PLUSPETROL PDFcasandraAún no hay calificaciones
- ANEXO 16.2 Especificación de Tuberías. Hoja de DatosDocumento22 páginasANEXO 16.2 Especificación de Tuberías. Hoja de DatosRenzo100% (1)
- Especificaciones Técnicas para Las Instalación de Red de Agua Potable UnifamiliarDocumento19 páginasEspecificaciones Técnicas para Las Instalación de Red de Agua Potable UnifamiliarMauricio ParraAún no hay calificaciones
- Oficio Revisión de Carpeta Ph8 CorrDocumento2 páginasOficio Revisión de Carpeta Ph8 CorrAbraham martinezAún no hay calificaciones
- FontaneriaDocumento92 páginasFontaneriaSandor Varga Contreras100% (1)
- INFORME NDT N°003-2022 - Ferrosalt S.A.Documento19 páginasINFORME NDT N°003-2022 - Ferrosalt S.A.Ingenieria SuministroAún no hay calificaciones
- Instalación de GasDocumento18 páginasInstalación de GasHector Martínez100% (1)
- DMP-0002-20-I-MT-001-Rev. DDocumento12 páginasDMP-0002-20-I-MT-001-Rev. DROBNER BOHORQUEZAún no hay calificaciones
- Procedimiento para Pruebas Hidrostática y deDocumento19 páginasProcedimiento para Pruebas Hidrostática y deesmurod100% (5)
- Memorias Gas GaitanDocumento8 páginasMemorias Gas GaitanISNARDO100% (1)
- Certificado de Calidad - Tuberia HDPE 3 SDR11Documento6 páginasCertificado de Calidad - Tuberia HDPE 3 SDR11Riveros Arcaya Si EmanuelAún no hay calificaciones
- Epsa Especificacion Soldadura Gpmat Occ Iicm 2017 Mm010Documento31 páginasEpsa Especificacion Soldadura Gpmat Occ Iicm 2017 Mm010sandry CANELONESAún no hay calificaciones
- Ct-Pp-Ek-A-L-312 Rev.0Documento8 páginasCt-Pp-Ek-A-L-312 Rev.0Jorge Valentín García GonzálezAún no hay calificaciones
- Esp 2300 P 0001 InstrumentosDocumento11 páginasEsp 2300 P 0001 InstrumentosJuan Almanza MosquedaAún no hay calificaciones
- Instalacion Industria de Gas NaturalDocumento26 páginasInstalacion Industria de Gas NaturalOshun Graciela luna choqueAún no hay calificaciones
- Proyecto Mecánico de Ductos y Análisis de Flexibilidad N°3 - 1Documento15 páginasProyecto Mecánico de Ductos y Análisis de Flexibilidad N°3 - 1NELSONBOYSAún no hay calificaciones
- Computos Metricos Gas NaturalDocumento4 páginasComputos Metricos Gas NaturalLuis Salaya100% (2)
- Guia 9 OficialDocumento7 páginasGuia 9 OficialRoger ApazaAún no hay calificaciones
- Manual de instalaciones domiciliarias de ga: Basado en normativa argentinaDe EverandManual de instalaciones domiciliarias de ga: Basado en normativa argentinaCalificación: 4 de 5 estrellas4/5 (1)
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoDe EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoAún no hay calificaciones
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Guía de laboratorio de mecánica de fluidosDe EverandGuía de laboratorio de mecánica de fluidosAún no hay calificaciones
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Teclas de Método Abreviado ExcelDocumento9 páginasTeclas de Método Abreviado Excelbotella berAún no hay calificaciones
- Duracion en DecimalesDocumento17 páginasDuracion en Decimalesbotella berAún no hay calificaciones
- Guia Basica de ConceptosDocumento12 páginasGuia Basica de Conceptosbotella berAún no hay calificaciones
- Temario-Ambiente Ubicuo de Aprendizaje para Certificación PMP en Direcci...Documento7 páginasTemario-Ambiente Ubicuo de Aprendizaje para Certificación PMP en Direcci...botella berAún no hay calificaciones
- Redes ExternasDocumento74 páginasRedes Externasbotella berAún no hay calificaciones
- Supervisión de Instalaciones Residenciales PDFDocumento34 páginasSupervisión de Instalaciones Residenciales PDFbotella berAún no hay calificaciones
- Multifamiliares PDFDocumento32 páginasMultifamiliares PDFbotella berAún no hay calificaciones
- Cableado Del Focus PDFDocumento1059 páginasCableado Del Focus PDFbotella berAún no hay calificaciones
- Diseño de Sistemas Seguros de Ventilación PDFDocumento78 páginasDiseño de Sistemas Seguros de Ventilación PDFbotella berAún no hay calificaciones
- NTP 111.024 PDFDocumento38 páginasNTP 111.024 PDFbotella ber0% (1)
- Operacionycalculosdetrabajo Vcy RPMdeltorneadoDocumento9 páginasOperacionycalculosdetrabajo Vcy RPMdeltorneadoGerson Cahuana SullcaAún no hay calificaciones
- Identificación de Biomoléculas PDFDocumento3 páginasIdentificación de Biomoléculas PDFLaisha Noemi Toribio EspinoAún no hay calificaciones
- Presentación SinterizaciónDocumento17 páginasPresentación SinterizaciónVíctor H. Flores Mamani100% (1)
- Historia Del Registro CBLDocumento54 páginasHistoria Del Registro CBLAndrea Vanessa Huerta GonzalezAún no hay calificaciones
- Informe de Laboratorio N°1Documento13 páginasInforme de Laboratorio N°1Daniel. Calderon MedinaAún no hay calificaciones
- Tipos de CalorDocumento5 páginasTipos de CalorMilagros De La CruzAún no hay calificaciones
- Química Examen Semana 2Documento3 páginasQuímica Examen Semana 2David CruzAún no hay calificaciones
- Cátalogo Producto Sistema C900 FP NicollDocumento4 páginasCátalogo Producto Sistema C900 FP NicollNeyser carranza guevaraAún no hay calificaciones
- 312e9a HojadeseguridadduchagrafitoDocumento1 página312e9a HojadeseguridadduchagrafitoAlfredo PachecoAún no hay calificaciones
- Libro Seguridad ElectricaDocumento60 páginasLibro Seguridad ElectricaCarlos LeonAún no hay calificaciones
- Operaciones Basicas en Analicis QuimicoDocumento51 páginasOperaciones Basicas en Analicis QuimicoJordanMartínAún no hay calificaciones
- 1.2 - Concreto Armado 1 UPNDocumento61 páginas1.2 - Concreto Armado 1 UPNKimisu YonAún no hay calificaciones
- Actividad #2 (Química Inorganíca)Documento11 páginasActividad #2 (Química Inorganíca)Yennifer ARCINIEGASAún no hay calificaciones
- Presupuesto Casa 4 (Con Adicion)Documento1 páginaPresupuesto Casa 4 (Con Adicion)DUBIER ALEJANDRO ARIAS GOMEZAún no hay calificaciones
- Msa, Advantage Msa Linea Completa PDFDocumento8 páginasMsa, Advantage Msa Linea Completa PDFjoel leonAún no hay calificaciones
- Microsoft Word - Generalidades Acero para PlasticoDocumento5 páginasMicrosoft Word - Generalidades Acero para PlasticoAnonymous UQiuYdAún no hay calificaciones
- Programa de Desechos SolidosDocumento5 páginasPrograma de Desechos SolidosJuan Javier Gomez DomimguezAún no hay calificaciones
- Memoria Descriptica - Techo PropioDocumento7 páginasMemoria Descriptica - Techo Propiojonathan vegaAún no hay calificaciones
- FDS Propano PropilenoDocumento8 páginasFDS Propano Propilenocristian100% (1)
- Determinacion de Cobre Por YodometriaDocumento15 páginasDeterminacion de Cobre Por YodometriaCARINA100% (1)
- Fórmulas de La OMS para Fabricar 10 Litros de Alcohol en GelDocumento3 páginasFórmulas de La OMS para Fabricar 10 Litros de Alcohol en Gellucas-rene rodríguezAún no hay calificaciones
- Comportamiento de Muros de Albañilería ConfinadaDocumento4 páginasComportamiento de Muros de Albañilería ConfinadaPatrick Jara RojasAún no hay calificaciones
- ELASTICIDADDocumento2 páginasELASTICIDADandres osunaAún no hay calificaciones
- Manejo y Recolección de Escombros y Material de ExcavaciónDocumento20 páginasManejo y Recolección de Escombros y Material de Excavaciónoscar david rodriguez rozoAún no hay calificaciones
- Metilamina NHDocumento7 páginasMetilamina NHJOSE GERARDO INDA VEJARAún no hay calificaciones
- Presentacion Sea Ecotecnias 2014Documento14 páginasPresentacion Sea Ecotecnias 2014lemur1234Aún no hay calificaciones
- Semana 9Documento41 páginasSemana 9KEYLA DORCAS SIPION RAMIREZAún no hay calificaciones
- PlasticosDocumento6 páginasPlasticosJOSE RAMON HERNANDEZ BUSTOSAún no hay calificaciones
- Suelos EspecialesDocumento59 páginasSuelos EspecialesZohar D. ML100% (1)
- Cimientos Corridos PDFDocumento2 páginasCimientos Corridos PDFJuan Ronald HuamanAún no hay calificaciones