También podría gustarte
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- ManufacturaDocumento14 páginasManufacturaGloria Mendez Guzman100% (1)
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Naid Naid-533 Manual T001Documento35 páginasNaid Naid-533 Manual T001Maribel Aguilar GomezAún no hay calificaciones
- Resumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisDe EverandResumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisAún no hay calificaciones
- Modulo 6 - Admón de La ProducciónDocumento22 páginasModulo 6 - Admón de La ProducciónSamantha CardonaAún no hay calificaciones
- Tipos de Sistemas de ManufacturasDocumento9 páginasTipos de Sistemas de ManufacturasAlex MintaAún no hay calificaciones
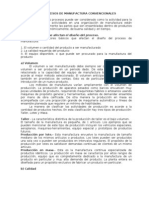
- Procesos de Manufactura Convencionales y AvanzadosDocumento9 páginasProcesos de Manufactura Convencionales y AvanzadosAlejandro Gomez JuarezAún no hay calificaciones
- 02-Produccion en Masa (DIAPOSITIVAS)Documento21 páginas02-Produccion en Masa (DIAPOSITIVAS)Alex Velez95% (19)
- Manual Completo Tópicos de ManufacturaDocumento67 páginasManual Completo Tópicos de ManufacturaHéctor M. González100% (3)
- Antecedentes HistoricosDocumento7 páginasAntecedentes HistoricosPablo DelgadoAún no hay calificaciones
- Busqueda de InformacionDocumento10 páginasBusqueda de Informacionisaac oceu lozano arriagaAún no hay calificaciones
- Que Es Producción PDFDocumento17 páginasQue Es Producción PDFGeanfredy Teran CañizalesAún no hay calificaciones
- Cuestionario U1 Luis MolinaDocumento8 páginasCuestionario U1 Luis MolinaLumo StudioAún no hay calificaciones
- Sistema Integrado de Produccion 31-10-2019Documento7 páginasSistema Integrado de Produccion 31-10-2019Ana Jhibeth CasqueteAún no hay calificaciones
- 2do Control DISEÑO DEL PROCESODocumento4 páginas2do Control DISEÑO DEL PROCESOJOAN RODOLFO PURIS CONDORAún no hay calificaciones
- TP 5 Tecnología de FabricacionDocumento5 páginasTP 5 Tecnología de Fabricacionleandro salasAún no hay calificaciones
- Curso RCA A y G8D - Manual Del ParticipanteDocumento77 páginasCurso RCA A y G8D - Manual Del ParticipanteLuis JerezAún no hay calificaciones
- Investigacion 2Documento16 páginasInvestigacion 2nicole lopez mongoyAún no hay calificaciones
- ProcesosDocumento13 páginasProcesossalmón ahumadoAún no hay calificaciones
- RCA - Analisis y Solucion de Problemas - Manual Del ParticipanteDocumento34 páginasRCA - Analisis y Solucion de Problemas - Manual Del Participanteluis_jerez_20% (1)
- Evolución de Los Sistemas de ProducciónDocumento4 páginasEvolución de Los Sistemas de ProducciónAby ValenzuelaAún no hay calificaciones
- Producción NiveladaDocumento32 páginasProducción NiveladaLisbeth YohanaAún no hay calificaciones
- EnsayoDocumento17 páginasEnsayoChemita Mendez50% (2)
- Administración de La Produccion I DiaposDocumento48 páginasAdministración de La Produccion I DiaposBrandin RoveloAún no hay calificaciones
- METODO DE LA CADENA DE TRABAJO - Huacoto Zea Katherine SolangeDocumento2 páginasMETODO DE LA CADENA DE TRABAJO - Huacoto Zea Katherine SolangeAnonymous q5vvdRgZn7Aún no hay calificaciones
- Sistema Integrado de ManufacturaDocumento8 páginasSistema Integrado de ManufacturaMiluska PumalequeAún no hay calificaciones
- JoséAlfredo Coronado Grupo#4 Actividadsemana 2Documento9 páginasJoséAlfredo Coronado Grupo#4 Actividadsemana 2Alfredo CoronadoAún no hay calificaciones
- Producción ArtesanalDocumento6 páginasProducción ArtesanalHarold Hernández RamírezAún no hay calificaciones
- Mapa Conceptual Sistema Productivo Carlos y RobertoDocumento10 páginasMapa Conceptual Sistema Productivo Carlos y RobertoOscar andres Navarro gomezAún no hay calificaciones
- Epq Anexo CDocumento5 páginasEpq Anexo CALDO WILMER YAPITA CACERESAún no hay calificaciones
- Los 4 Tipos de Sistemas de Producción Industrial y Sus CaracterísticasDocumento6 páginasLos 4 Tipos de Sistemas de Producción Industrial y Sus CaracterísticasAndrés MejiaAún no hay calificaciones
- Calidad en Sistema de ProducciónDocumento10 páginasCalidad en Sistema de ProducciónEnRiique Chable'Aún no hay calificaciones
- Tipos de Sistemas de ProducciónDocumento8 páginasTipos de Sistemas de ProducciónSantosAún no hay calificaciones
- Proyecto de Gestion de La Produccio1 1Documento4 páginasProyecto de Gestion de La Produccio1 1David ChaparroAún no hay calificaciones
- Modulo 6 Estrategia de Procesos y CapacidadDocumento21 páginasModulo 6 Estrategia de Procesos y Capacidadleo100% (1)
- Actividad No 01 de Planificación y Control de ProducciónDocumento6 páginasActividad No 01 de Planificación y Control de ProducciónCESAR MIERAún no hay calificaciones
- Unidad 6 PDFDocumento30 páginasUnidad 6 PDFFlorencia RodriguezAún no hay calificaciones
- Trabajo de FundamentosDocumento8 páginasTrabajo de FundamentosLuis Antonio AraqueAún no hay calificaciones
- Diapos Imet 2 - S6 - Tipos de Procesos ProductivosDocumento27 páginasDiapos Imet 2 - S6 - Tipos de Procesos ProductivosJosé Carlos SuárezAún no hay calificaciones
- Investigacion ToyotaDocumento6 páginasInvestigacion ToyotayaritzaAún no hay calificaciones
- TAREA 1 Sistemas de ManufacturaDocumento10 páginasTAREA 1 Sistemas de ManufacturaLeonardo VelazquezAún no hay calificaciones
- Administración de Operaciones I. Act 1Documento31 páginasAdministración de Operaciones I. Act 1Edgar M VelascoAún no hay calificaciones
- PROCESOS INDUSTRIALES Parte 3 PROFDocumento20 páginasPROCESOS INDUSTRIALES Parte 3 PROFRaquel OportoAún no hay calificaciones
- Marco Teorico TesisDocumento8 páginasMarco Teorico TesisTatiana Henao PalacioAún no hay calificaciones
- Investigacion de Sistemas de Produccion Administracion Op 1Documento7 páginasInvestigacion de Sistemas de Produccion Administracion Op 1Carolina AndradeAún no hay calificaciones
- Gestion de Almacenes e Inventarios - Manual Del ParticipanteDocumento43 páginasGestion de Almacenes e Inventarios - Manual Del Participanteluis_jerez_20% (1)
- Lean ManufacturingDocumento6 páginasLean ManufacturingHERNAN SALVATORI URBINAAún no hay calificaciones
- A1u1 RafaelquinteronarvaezDocumento7 páginasA1u1 RafaelquinteronarvaezAlejandra NarváezAún no hay calificaciones
- Adop1 2Documento8 páginasAdop1 2karolinamondacaAún no hay calificaciones
- Investigacion ToyotaDocumento20 páginasInvestigacion ToyotaBecerril Lemus Eduardo SalomonAún no hay calificaciones
- Procesos de Manufactura ConvencionalesDocumento3 páginasProcesos de Manufactura ConvencionalesPoli Holguín100% (3)
- U1-Trabajo de Investigación y Actividad de Aprendizaje.Documento10 páginasU1-Trabajo de Investigación y Actividad de Aprendizaje.Edith Alejandro SánchezAún no hay calificaciones
- Presentación Sistemas de ProducciónDocumento283 páginasPresentación Sistemas de Produccióncarloshugolety100% (1)
- UNIDAD 1 y 2 Maria IsabelDocumento15 páginasUNIDAD 1 y 2 Maria Isabelmelenciano joelAún no hay calificaciones
- CursoDocumento26 páginasCursoSerch LaraAún no hay calificaciones
- Sesion 2Documento18 páginasSesion 2Flavio Cesar contreras chuquitarquiAún no hay calificaciones
- Lean ManufacturingDocumento35 páginasLean Manufacturingalvarohidalgo101207Aún no hay calificaciones
- Actividad 1, Sistema de ManufacturaDocumento10 páginasActividad 1, Sistema de ManufacturaMissael TorresAún no hay calificaciones
- CostosDocumento4 páginasCostosLuis FernándezAún no hay calificaciones
- Historia de La LogísticaDocumento4 páginasHistoria de La LogísticaJannelly MateoAún no hay calificaciones
- Retraso de Mercancías, Método Weber y Centro de GravedadDocumento2 páginasRetraso de Mercancías, Método Weber y Centro de GravedadAnais NavarroAún no hay calificaciones
- Actividad #2Documento2 páginasActividad #2cindy lopez castillo100% (1)
- Es Importante Lo Que Se Exporta - PalmieriDocumento46 páginasEs Importante Lo Que Se Exporta - PalmieriAndrea RodriguezAún no hay calificaciones
- CFE 2H1LT-15 Horquilla Y Bola Larga MAR2001Documento1 páginaCFE 2H1LT-15 Horquilla Y Bola Larga MAR2001FEDERICO IBARRAAún no hay calificaciones
- Act 1 de Operaciones LogisticasDocumento7 páginasAct 1 de Operaciones LogisticasJosé Gilberto EscalonaAún no hay calificaciones
- La Malta Cosotos 2Documento17 páginasLa Malta Cosotos 2Guido MariscalAún no hay calificaciones
- Descripcion Mercado ObjetivoDocumento3 páginasDescripcion Mercado ObjetivoYonatan CaroAún no hay calificaciones
- Catalogo 2023Documento48 páginasCatalogo 2023Genesis CanalesAún no hay calificaciones
- KIWA EstructuraDocumento11 páginasKIWA EstructuraNahomy Cevallos0% (1)
- Pardos ChickenDocumento6 páginasPardos ChickenClari VargasAún no hay calificaciones
- Octu BreDocumento3 páginasOctu Brefatima fretesAún no hay calificaciones
- Expresar El Concepto de Ingreso en La Contabilidad PúblicaDocumento2 páginasExpresar El Concepto de Ingreso en La Contabilidad PúblicaKaren CáceresAún no hay calificaciones
- 3° Medio Contabilidad, Módulo Organización y Métodos de Trabajo en Oficina PPT, Semana 05Documento4 páginas3° Medio Contabilidad, Módulo Organización y Métodos de Trabajo en Oficina PPT, Semana 05ANTONELLA MEDEL0% (1)
- Informe Ingenieria LogisticaDocumento22 páginasInforme Ingenieria LogisticaandresAún no hay calificaciones
- AZERBAIYÁN Perfil PresentacionDocumento67 páginasAZERBAIYÁN Perfil Presentacionrigasperi7454Aún no hay calificaciones
- Examen de IpercDocumento8 páginasExamen de IpercPablo Ticona CordovaAún no hay calificaciones
- Proyecto CHONGON Grupo #1Documento19 páginasProyecto CHONGON Grupo #1ErickaAún no hay calificaciones
- 7 Balance VolumetricoDocumento55 páginas7 Balance VolumetricoNicole WilliamsAún no hay calificaciones
- Cascarilla de Arroz X BultoDocumento1 páginaCascarilla de Arroz X BultoMauricio Andrés Rojas LópezAún no hay calificaciones
- Boletin UNAH 036Documento4 páginasBoletin UNAH 036Colectiva CasiopeaAún no hay calificaciones
- Proyecto Revitalizador (Modelo 2016)Documento22 páginasProyecto Revitalizador (Modelo 2016)Karen Marrufo FigueroaAún no hay calificaciones
- Tarea 2 Diseño de RutaDocumento12 páginasTarea 2 Diseño de RutaDelerin CastilloAún no hay calificaciones
- 6 (2023) C Laboral AceroDocumento22 páginas6 (2023) C Laboral AceroMileidy MurciaAún no hay calificaciones
- Actividad Economica LicitaDocumento1 páginaActividad Economica LicitaIsabella BahamonAún no hay calificaciones
- Trabajo Final de Administracion Financiera II GRUPO 9Documento19 páginasTrabajo Final de Administracion Financiera II GRUPO 9Marcia Otaño de la RosaAún no hay calificaciones
- Manejo de Insumos Proximos A VencerDocumento4 páginasManejo de Insumos Proximos A VencerMaria Francisca ArocaAún no hay calificaciones
- Empresas Mineras en PerúDocumento2 páginasEmpresas Mineras en PerúALDO PASSONI HINOSTROZAAún no hay calificaciones
- Plan de Negocio de QuinuaDocumento34 páginasPlan de Negocio de QuinuaCRISTIAN OSCCO ABARCAAún no hay calificaciones
- Boeing 737 MAXDocumento6 páginasBoeing 737 MAXluis vargasAún no hay calificaciones