También podría gustarte
- Informe de Yogurt BatidoDocumento21 páginasInforme de Yogurt BatidoGabriel palomino ChipanaAún no hay calificaciones
- Descripción Del Proceso de Queso Tipo PariaDocumento6 páginasDescripción Del Proceso de Queso Tipo PariaLiz AyelenAún no hay calificaciones
- Guía 04 - Elaboración de Manjar BlancoDocumento6 páginasGuía 04 - Elaboración de Manjar BlancoAustin palaoAún no hay calificaciones
- ELABORACIÓN DE YOGURT FRUTADO DE PIÑADocumento9 páginasELABORACIÓN DE YOGURT FRUTADO DE PIÑAdarkjnfsAún no hay calificaciones
- Proceso Grafico Yogurt Batido Con FrutasDocumento7 páginasProceso Grafico Yogurt Batido Con Frutasmarucha8388% (17)
- Productos Innovadores de Granos y TuberculosDocumento4 páginasProductos Innovadores de Granos y TuberculosElva GarayAún no hay calificaciones
- Elaboracion de Yogurt GriegoDocumento42 páginasElaboracion de Yogurt GriegoAlexander Revilla Mamani100% (2)
- Informe de Prácticas de La Planta Piloto de Leche de La UNALMDocumento11 páginasInforme de Prácticas de La Planta Piloto de Leche de La UNALMjeferson100% (1)
- Obtencion de Nectar de GranadillaDocumento58 páginasObtencion de Nectar de Granadillalmedina23039289100% (1)
- Yogurt de TarwiDocumento10 páginasYogurt de TarwiRicky YupanquiAún no hay calificaciones
- Tallarin de CasaDocumento15 páginasTallarin de CasaJhaquicitaSierraPuga100% (3)
- Antecedentes de HojuelaDocumento2 páginasAntecedentes de HojuelaFabricioAguilarAún no hay calificaciones
- Maquinaria y Equipo para La Industria Alimentaria n2Documento9 páginasMaquinaria y Equipo para La Industria Alimentaria n2Laleska Salinas FallaAún no hay calificaciones
- Practica de ManjarDocumento10 páginasPractica de ManjarOctavio Bernabe Paredes OcampoAún no hay calificaciones
- Indorme 4 ChocotejasDocumento13 páginasIndorme 4 ChocotejasM Cortez KeyAún no hay calificaciones
- Mayonesa de PaltaDocumento18 páginasMayonesa de PaltaLaura ManrriqueAún no hay calificaciones
- Practica 6 ToffeeDocumento12 páginasPractica 6 ToffeeStefani Ucsa Santoyo100% (1)
- Monografia Planta de Leche EvaporadaDocumento82 páginasMonografia Planta de Leche EvaporadaJamerccy Victoria Rodriguez DiazAún no hay calificaciones
- Elaboración de kekisDocumento6 páginasElaboración de kekisLópez Coronado PacoAún no hay calificaciones
- Elaboración de néctar de cocona: proceso, características y análisisDocumento14 páginasElaboración de néctar de cocona: proceso, características y análisisJUGODECIRUELA25% (4)
- Nectar de CoconaDocumento28 páginasNectar de Coconaalvaro100% (1)
- Helado de Lactosuero Sabor A TunaDocumento15 páginasHelado de Lactosuero Sabor A TunaJaime LLontop YoveraAún no hay calificaciones
- Control automático en la elaboración de yogurtDocumento46 páginasControl automático en la elaboración de yogurtMarce Rafael Atapoma40% (5)
- Elaboracion de Yogur FrutadoDocumento15 páginasElaboracion de Yogur FrutadoMigue Ángel Landeo Huaman100% (1)
- Control de calidad para yogurt probióticoDocumento95 páginasControl de calidad para yogurt probióticoDiana Muñoz CisnerosAún no hay calificaciones
- Industrias Alimentarias - Monografia-HuancaDocumento35 páginasIndustrias Alimentarias - Monografia-HuancaJony Juanca100% (5)
- Manual Técnico Queso PariaDocumento36 páginasManual Técnico Queso PariaGuido Suca100% (33)
- Obtencion Pasta Pura de CacaoDocumento14 páginasObtencion Pasta Pura de CacaoJUANA CANAHUIRE HUARACHA100% (1)
- Pan CariocaDocumento13 páginasPan CariocaAndrés Roberto Huamán ValdiviaAún no hay calificaciones
- Bezo de MozaDocumento4 páginasBezo de Mozaelicia villena condor100% (1)
- Pan Frances RepeticionDocumento36 páginasPan Frances RepeticionmarhlhenyAún no hay calificaciones
- Diseno de Planta de Procesamiento de YogurtDocumento34 páginasDiseno de Planta de Procesamiento de YogurtJ�SELYN GERALDY MARCATOMA RIVERAAún no hay calificaciones
- Elaboracion de Yogurt Aflanado y Yogurt BatidoDocumento15 páginasElaboracion de Yogurt Aflanado y Yogurt BatidoClaudia Fatima Mejia ArosteguiAún no hay calificaciones
- Pan de YemaDocumento2 páginasPan de YemaSonia FloresAún no hay calificaciones
- Guias de Practicas para Tecnologia en Lacteos Primera EdicionDocumento46 páginasGuias de Practicas para Tecnologia en Lacteos Primera EdicionPilos Net100% (1)
- Elaboracion de Chip de Papa FritaDocumento20 páginasElaboracion de Chip de Papa FritaKaren Rivera100% (3)
- Reporte 3 Pan de Maiz PDFDocumento8 páginasReporte 3 Pan de Maiz PDFYomairaFaviolaSanchezTalaveraAún no hay calificaciones
- Estandarización Del Proceso de Elaboración de YogurtDocumento4 páginasEstandarización Del Proceso de Elaboración de YogurtDinitaPerezAún no hay calificaciones
- Barras EnergéticasDocumento18 páginasBarras EnergéticasJean Castillo100% (2)
- Flujograma Yogurt Batido Con FrutasDocumento2 páginasFlujograma Yogurt Batido Con Frutasmarucha8386% (7)
- Procesamiento y Eboracion de PanetonDocumento5 páginasProcesamiento y Eboracion de PanetonWilman Rivera PomaAún no hay calificaciones
- Fermentos Lacticos, Leche Ferment. Capitulo I PDFDocumento41 páginasFermentos Lacticos, Leche Ferment. Capitulo I PDFCharles WilsonAún no hay calificaciones
- Control peso pan francésDocumento6 páginasControl peso pan francésSantiago Albino Flores ChavarriaAún no hay calificaciones
- Elaboración de Keke de Ojuela de CañihuaDocumento6 páginasElaboración de Keke de Ojuela de CañihuaRosmery Magali Cantani Quispe100% (1)
- Proceso de descremado de lecheDocumento5 páginasProceso de descremado de lecheVane Segura50% (4)
- JUGO DE ARANDANOS II SíDocumento143 páginasJUGO DE ARANDANOS II SíDiego Fuentes Carmona100% (1)
- Mermelada de AguaymantoDocumento14 páginasMermelada de Aguaymantosussety100% (1)
- Procesamiento Pan de YemaDocumento17 páginasProcesamiento Pan de YemaMJ Luyo0% (1)
- Elaboración de AlfajoresDocumento13 páginasElaboración de AlfajoresXhamhuel J D Palomino100% (5)
- 3.1 PRACTICAS PREPROFESIONALES INFORME LacteosDocumento13 páginas3.1 PRACTICAS PREPROFESIONALES INFORME LacteosDanii IsamaAún no hay calificaciones
- Elaboración Del Queso AndinoDocumento8 páginasElaboración Del Queso Andinocarito lopez100% (1)
- Elaboracion de Galleta Fortificada Con TarwiDocumento9 páginasElaboracion de Galleta Fortificada Con TarwiNathy Gonzales M100% (1)
- Néctar de manzana: proceso de elaboraciónDocumento12 páginasNéctar de manzana: proceso de elaboraciónGema100% (1)
- Elaboración de Yogurt FrutadoDocumento14 páginasElaboración de Yogurt FrutadoKevin García Esquives100% (2)
- Camote 23-12-16Documento103 páginasCamote 23-12-16Anita Saucedo GomezAún no hay calificaciones
- Info YogurtDocumento26 páginasInfo YogurtCarlos Jara100% (1)
- Elaboración Industrial Del YogurtDocumento10 páginasElaboración Industrial Del YogurtGisse Tolaba100% (2)
- Inf 9 Manjar BlancoDocumento11 páginasInf 9 Manjar BlancoYorkei Arroyo LozanoAún no hay calificaciones
- Elaboracion de (Yogurt) A Partir de Suero de LecheDocumento14 páginasElaboracion de (Yogurt) A Partir de Suero de LechecamilaAún no hay calificaciones
- Informe N-03.Documento13 páginasInforme N-03.roberto cuelaAún no hay calificaciones
- Sesion N°09Documento12 páginasSesion N°09joseAún no hay calificaciones
- Talleres BionegociosDocumento4 páginasTalleres BionegociosjoseAún no hay calificaciones
- Ficha de Descripcion General de La EmpresDocumento18 páginasFicha de Descripcion General de La EmpresjoseAún no hay calificaciones
- Test Del Manejo de Equipos OcupacionalesDocumento2 páginasTest Del Manejo de Equipos OcupacionalesjoseAún no hay calificaciones
- Hoja TallerDocumento6 páginasHoja TallerjoseAún no hay calificaciones
- Ejemplo de Un Plan de BionegociosDocumento55 páginasEjemplo de Un Plan de BionegociosjoseAún no hay calificaciones
- Ficha de Descripcion General de La EmpresaDocumento15 páginasFicha de Descripcion General de La EmpresajoseAún no hay calificaciones
- Bionegocios - Semana 07Documento17 páginasBionegocios - Semana 07joseAún no hay calificaciones
- Estadística para la calidad - IVDocumento9 páginasEstadística para la calidad - IVjoseAún no hay calificaciones
- Evaluación impacto construcciones universitariasDocumento14 páginasEvaluación impacto construcciones universitariasEmbely LuzonAún no hay calificaciones
- Equilibrio recursos humanos oferta demandaDocumento2 páginasEquilibrio recursos humanos oferta demandajoseAún no hay calificaciones
- 482 Almiroty PDFDocumento48 páginas482 Almiroty PDFjoseAún no hay calificaciones
- BIONEGOCIOS MRK - AntecendentesDocumento12 páginasBIONEGOCIOS MRK - AntecendentesjoseAún no hay calificaciones
- Guia de Trabajo Unidad 2 PDFDocumento26 páginasGuia de Trabajo Unidad 2 PDFjoseAún no hay calificaciones
- Pautas para El Trabajo de Procesos IDocumento2 páginasPautas para El Trabajo de Procesos IjoseAún no hay calificaciones
- Rentabilidad Económica Del CultivoDocumento7 páginasRentabilidad Económica Del CultivojoseAún no hay calificaciones
- Bionegocios Semana 08Documento22 páginasBionegocios Semana 08Luis Gutierrez SanchezAún no hay calificaciones
- Articulo 5Documento8 páginasArticulo 5Mauricio Errazuriz EcheverriaAún no hay calificaciones
- Actividad Antibacteriana Del AENDocumento5 páginasActividad Antibacteriana Del AENSeguridad AlimentariaAún no hay calificaciones
- Normas APA Sexta EdiciónDocumento24 páginasNormas APA Sexta EdiciónAndersontatto95% (20)
- 1 PBDocumento4 páginas1 PBjoseAún no hay calificaciones
- Investigacion Aplicada ANALISIS DE FACTIBILIDAD E IMPACTO DE UNA PLANTA PROCESADORA DE PRODUCTOS ORGANICOS EN EL SUR DEL VALLE DEL MANTARODocumento11 páginasInvestigacion Aplicada ANALISIS DE FACTIBILIDAD E IMPACTO DE UNA PLANTA PROCESADORA DE PRODUCTOS ORGANICOS EN EL SUR DEL VALLE DEL MANTAROjoseAún no hay calificaciones
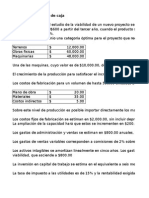
- Ejemplo Sobre Flujo de CajaDocumento17 páginasEjemplo Sobre Flujo de CajaCamila Leyton CortesAún no hay calificaciones
- Manjar Blanco-Introduccion, Marco TeoricoDocumento20 páginasManjar Blanco-Introduccion, Marco Teoricomarcela_13267% (6)
- Caracterizacion Del FrutoDocumento11 páginasCaracterizacion Del FrutojoseAún no hay calificaciones
- Análisis Proximal de La Biodiversidad en Cítricos en La Zona de Ica en Condiciones de Cultivo PredominanteDocumento20 páginasAnálisis Proximal de La Biodiversidad en Cítricos en La Zona de Ica en Condiciones de Cultivo PredominantejoseAún no hay calificaciones
- Ricardo Durán Barón, Aída Luz Villa: ResumenDocumento9 páginasRicardo Durán Barón, Aída Luz Villa: ResumensamuelAún no hay calificaciones
- Potencia DiaposDocumento22 páginasPotencia DiaposjoseAún no hay calificaciones
- LandraceDocumento3 páginasLandracejoseAún no hay calificaciones
- Zeaplastil: Producción de plastilina a base de almidón de maízDocumento67 páginasZeaplastil: Producción de plastilina a base de almidón de maízjoseAún no hay calificaciones