También podría gustarte
- Manual Funcionamiento Del Departamento MantenimientoDocumento15 páginasManual Funcionamiento Del Departamento MantenimientoestuoidomixAún no hay calificaciones
- Manual Funcionamiento Del Departamento MantenimientoDocumento18 páginasManual Funcionamiento Del Departamento Mantenimientogeav25653855Aún no hay calificaciones
- Manual de MantenimientoDocumento39 páginasManual de MantenimientoCristhian Requis RivasAún no hay calificaciones
- Gestión Del MantenimientoDocumento192 páginasGestión Del MantenimientoLincoln Andrés Chávez Villanueva100% (2)
- Primer Parcial Mant Ind 1Documento5 páginasPrimer Parcial Mant Ind 1Jl EscalanteAún no hay calificaciones
- Programa de Mantenimiento Cantera 2023Documento36 páginasPrograma de Mantenimiento Cantera 2023Seguridadysalud Salud OcupacionalAún no hay calificaciones
- Modelos MixtosDocumento6 páginasModelos MixtosHenrry Morales QuintanillaAún no hay calificaciones
- Unidad 1 y 2Documento12 páginasUnidad 1 y 2Diana SánchezAún no hay calificaciones
- Manual de Mtto LemisDocumento146 páginasManual de Mtto LemisCamilo GomezAún no hay calificaciones
- UNIDAD1APUNTESDocumento8 páginasUNIDAD1APUNTESIlse SolisAún no hay calificaciones
- Plan de Mantenimiento CovemaqDocumento7 páginasPlan de Mantenimiento CovemaqEmanuel Fernández ValenciaAún no hay calificaciones
- Tacticas y Estrategias Del MantenimientoDocumento23 páginasTacticas y Estrategias Del MantenimientoJesusOmar50% (2)
- Hoja de Estudio Administración Del MantenimientDocumento5 páginasHoja de Estudio Administración Del MantenimientLorena LoríaAún no hay calificaciones
- Mantenimiento GeneralDocumento9 páginasMantenimiento GeneralGIANLUCA PAVONE CAMACAROAún no hay calificaciones
- Mantenimiento de Equipos Criticos 1 PDFDocumento77 páginasMantenimiento de Equipos Criticos 1 PDFGino Chavez ValenciaAún no hay calificaciones
- Guia de Aprendizaje Gestión Mtto JOMADocumento12 páginasGuia de Aprendizaje Gestión Mtto JOMARobertoAún no hay calificaciones
- Cuestionario de Gestion de MantenimientoDocumento5 páginasCuestionario de Gestion de Mantenimientomari ccallo noaAún no hay calificaciones
- Monografía de MantenimientoDocumento41 páginasMonografía de MantenimientoMilton AguilarAún no hay calificaciones
- Teoría de Restricción Aplicada A MantenimientoDocumento75 páginasTeoría de Restricción Aplicada A MantenimientoValeria Erazo DíazAún no hay calificaciones
- SENA Manual MantenimientoDocumento46 páginasSENA Manual MantenimientoJotaeme BCAún no hay calificaciones
- CAPITULO 2.PDF Fichas de MantenimientoDocumento80 páginasCAPITULO 2.PDF Fichas de MantenimientoirsekAún no hay calificaciones
- Administracion IndustrialDocumento18 páginasAdministracion IndustrialIrving Rafael Lara Cruz100% (2)
- Apuntes de Gestión Del Mantenimiento 1 Del 27082020Documento70 páginasApuntes de Gestión Del Mantenimiento 1 Del 27082020Bastian BarralesAún no hay calificaciones
- Mantenimiento FotocopiadoraDocumento54 páginasMantenimiento FotocopiadoraJuan Carlos Moreno100% (1)
- Unidad 1 Introduccion Al Mantenimiento Industrial y GeneralidadesDocumento4 páginasUnidad 1 Introduccion Al Mantenimiento Industrial y GeneralidadesEduardo Ramos100% (1)
- Mtto Industrial - TR2Documento10 páginasMtto Industrial - TR2Alexander BautistaAún no hay calificaciones
- La Gestión Del Mantenimiento en El Ciclo PhvaDocumento9 páginasLa Gestión Del Mantenimiento en El Ciclo PhvaCARLOS MARIO ACOSTA LOPEZAún no hay calificaciones
- Primer Parcial Mant Ind 3Documento3 páginasPrimer Parcial Mant Ind 3Jl EscalanteAún no hay calificaciones
- OMI C01 2020 EnsayoDocumento7 páginasOMI C01 2020 EnsayoDavid ReyesAún no hay calificaciones
- UNIDAD 1 Al 4Documento125 páginasUNIDAD 1 Al 4Diego Rodrigo Caballero PalaciosAún no hay calificaciones
- UNIDAD I - Generalidades Del Mantenimiento - R01Documento7 páginasUNIDAD I - Generalidades Del Mantenimiento - R01Oiojaz DominguezAún no hay calificaciones
- Apuntes 2 (Diapositivas en PDF) Apoyo 1er Control de GMIDocumento131 páginasApuntes 2 (Diapositivas en PDF) Apoyo 1er Control de GMICristóbal Ricardo Ramos CorreaAún no hay calificaciones
- Gestion de Mantenimiento - PreguntasDocumento5 páginasGestion de Mantenimiento - Preguntasmari ccallo noaAún no hay calificaciones
- Ensayo de MantenimientoDocumento8 páginasEnsayo de MantenimientoHusley Alexis PDAún no hay calificaciones
- Practicas y Cuestionarios MantenimientoDocumento8 páginasPracticas y Cuestionarios MantenimientoGerardo JimenezAún no hay calificaciones
- Manual - Mantenimiento Preventivo y CorrectivoDocumento56 páginasManual - Mantenimiento Preventivo y Correctivoluis_jerez_2Aún no hay calificaciones
- 1.3 Mantenimiento Industrial y GeneralidadesDocumento13 páginas1.3 Mantenimiento Industrial y GeneralidadesAlejandroMartinezAún no hay calificaciones
- Proceso Cuyo Objeto Es La Coordinación Eficaz y Eficiente de Los Recursos de Un Grupo Social para Lograr Sus Objetivos Con La Máxima ProductividadDocumento4 páginasProceso Cuyo Objeto Es La Coordinación Eficaz y Eficiente de Los Recursos de Un Grupo Social para Lograr Sus Objetivos Con La Máxima ProductividadJhovana MamaniAún no hay calificaciones
- Mantenimiento Industrial Ruben EduarteDocumento26 páginasMantenimiento Industrial Ruben EduarteYuniefer CleerAún no hay calificaciones
- Mtto Industrial - TR2Documento9 páginasMtto Industrial - TR2Alexander BautistaAún no hay calificaciones
- MP 1Documento37 páginasMP 1Jesus AlviarezAún no hay calificaciones
- Ejercicios de Aplicación.Documento4 páginasEjercicios de Aplicación.francisAún no hay calificaciones
- Mantenimiento - Administración de OperacionesDocumento28 páginasMantenimiento - Administración de OperacionesMarlene DiGAAún no hay calificaciones
- Trabajo #01 Topicos Selectos de Mantenimiento I PDFDocumento15 páginasTrabajo #01 Topicos Selectos de Mantenimiento I PDFAlejandro CastroAún no hay calificaciones
- Optimización de La Gestión Del Mantenimiento PDFDocumento18 páginasOptimización de La Gestión Del Mantenimiento PDFDaniel Oscar RuizAún no hay calificaciones
- Manual de Mtto LemisDocumento147 páginasManual de Mtto LemisJuan Sebastian ZambranoAún no hay calificaciones
- Anexo 3Documento46 páginasAnexo 3SthefanoAún no hay calificaciones
- Trabajo de Planificacion de Del Trabajo de MantenimientoDocumento28 páginasTrabajo de Planificacion de Del Trabajo de MantenimientoSebastian AriasAún no hay calificaciones
- Trabajo Tema 1 MantenimientoDocumento8 páginasTrabajo Tema 1 MantenimientoAlison Gabriela Araúz EspinozaAún no hay calificaciones
- Resumen Tema 1 Mantenimiento IndustrialDocumento5 páginasResumen Tema 1 Mantenimiento IndustrialBC CarreonAún no hay calificaciones
- Balotario de MantenimientoDocumento9 páginasBalotario de MantenimientoMoisés Oscar García ZapataAún no hay calificaciones
- Actividades Realizadas en Servicio SocialDocumento4 páginasActividades Realizadas en Servicio SocialGermain Enoc Montoya GallegosAún no hay calificaciones
- Administración Del Mantenimiento IndustrialDocumento125 páginasAdministración Del Mantenimiento IndustrialKarla de los Santos0% (1)
- El MantenimientoDocumento12 páginasEl MantenimientoCelia HuarayoAún no hay calificaciones
- Propuesta de Un Plan de Mantenimiento ProgramadoDocumento8 páginasPropuesta de Un Plan de Mantenimiento ProgramadoVillarreal Espinoza SergioAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Programación del funcionamiento, mantenimiento y adquisición de equipos e instalaciones. AGAJ0308De EverandProgramación del funcionamiento, mantenimiento y adquisición de equipos e instalaciones. AGAJ0308Aún no hay calificaciones
- MONITOREO Modulo 3Documento15 páginasMONITOREO Modulo 3JORGE CAICEDOAún no hay calificaciones
- Sistema Extraccion DifusorDocumento74 páginasSistema Extraccion DifusorJORGE CAICEDOAún no hay calificaciones
- Balance Azucarero EspochDocumento23 páginasBalance Azucarero EspochJORGE CAICEDOAún no hay calificaciones
- Operacion Bombas Centrifugas Parte IDocumento35 páginasOperacion Bombas Centrifugas Parte IJORGE CAICEDOAún no hay calificaciones
- Instructivo Alineacion Equipos RotativosDocumento8 páginasInstructivo Alineacion Equipos RotativosJORGE CAICEDOAún no hay calificaciones
- Parte 3 MANUAL DE OPERACIÓNDocumento44 páginasParte 3 MANUAL DE OPERACIÓNJORGE CAICEDOAún no hay calificaciones
- Manuales Instalación Mantenimiento Brazos Carga 10242-Ekip-I-Mo-014-3-AppDocumento69 páginasManuales Instalación Mantenimiento Brazos Carga 10242-Ekip-I-Mo-014-3-AppJORGE CAICEDOAún no hay calificaciones
- 002 Curso de Vibraciones Nivel IDocumento31 páginas002 Curso de Vibraciones Nivel IJORGE CAICEDOAún no hay calificaciones
- 051 Gf-Fin-F-023 V3 Bomba Netzsch NMDocumento1 página051 Gf-Fin-F-023 V3 Bomba Netzsch NMJORGE CAICEDOAún no hay calificaciones
- Auditores Andinos LtdaDocumento16 páginasAuditores Andinos LtdaJORGE CAICEDOAún no hay calificaciones
- Outdoor 6 Anillos SESIÓN 3 y 4 V1Documento51 páginasOutdoor 6 Anillos SESIÓN 3 y 4 V1JORGE CAICEDOAún no hay calificaciones
- TABLA SEVERIDAD ISO 10816-Español-Feb-10-2015 (Velocidad - Desplazamiento - Aceleracion )Documento1 páginaTABLA SEVERIDAD ISO 10816-Español-Feb-10-2015 (Velocidad - Desplazamiento - Aceleracion )JORGE CAICEDO100% (1)
- Tabla de Severidad Iso 10816-3Documento4 páginasTabla de Severidad Iso 10816-3JORGE CAICEDOAún no hay calificaciones
- Re 10003a PDFDocumento2 páginasRe 10003a PDFJORGE CAICEDOAún no hay calificaciones
- Outdoor 6 Anillos SESIÓN 1 y 2 V1Documento33 páginasOutdoor 6 Anillos SESIÓN 1 y 2 V1JORGE CAICEDOAún no hay calificaciones
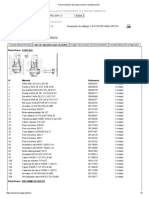
- Re-11108 Repuestos PDFDocumento2 páginasRe-11108 Repuestos PDFJORGE CAICEDOAún no hay calificaciones
- EJERCICIOSDocumento5 páginasEJERCICIOSMarinaAún no hay calificaciones
- Vaa Not 08092009-8054Documento7 páginasVaa Not 08092009-8054Duvany Vidal CaballeroAún no hay calificaciones
- 1er Parcial Compensadores ControladoresDocumento14 páginas1er Parcial Compensadores ControladoresFabiola MejiasAún no hay calificaciones
- RUBIO - Diseño de Un Reproductor de Música Utilizando Un Enfoque Centrado en El UsuarioDocumento244 páginasRUBIO - Diseño de Un Reproductor de Música Utilizando Un Enfoque Centrado en El UsuariomusicloverAún no hay calificaciones
- Contrato de Presentación Robinsón Oswaldo Yánez ParedesDocumento2 páginasContrato de Presentación Robinsón Oswaldo Yánez ParedesLisbet MeroAún no hay calificaciones
- Plancha de ServicioDocumento4 páginasPlancha de ServicioLuis Miguel100% (1)
- Accid Hk2718Documento6 páginasAccid Hk2718yamidAún no hay calificaciones
- HT UCARSAN SANITIZER 420 Vs Español-MulDocumento9 páginasHT UCARSAN SANITIZER 420 Vs Español-MulMartín AlcarrazAún no hay calificaciones
- Ejemplo Instrumento Numero Treinta y NueveDocumento2 páginasEjemplo Instrumento Numero Treinta y NueveAmy L.Aún no hay calificaciones
- Diferencia de BIOS y CMOSDocumento2 páginasDiferencia de BIOS y CMOSOctavio Herrera RodriguezAún no hay calificaciones
- Evaluación Ambiental de La Bahía de PaitaDocumento4 páginasEvaluación Ambiental de La Bahía de PaitaJerson Yovera PreciadoAún no hay calificaciones
- Indicadores de Gestión EjemploDocumento2 páginasIndicadores de Gestión EjemploAdry MuñozAún no hay calificaciones
- Cables y ConexionesDocumento17 páginasCables y ConexionesHwks DeepAún no hay calificaciones
- Resultados Examen UNP - IDEPUNP 2024Documento73 páginasResultados Examen UNP - IDEPUNP 2024Claudia Beltran100% (1)
- 3 PropagaciónDocumento44 páginas3 PropagaciónluisAún no hay calificaciones
- AgrariaDocumento143 páginasAgrariamelissa020899Aún no hay calificaciones
- Parcial de AuditoriaDocumento7 páginasParcial de AuditoriaFernanda Higueros enriquezAún no hay calificaciones
- Curriculum Profesor 07Documento1 páginaCurriculum Profesor 07mher001Aún no hay calificaciones
- 3-1-Distribucion BinomialDocumento16 páginas3-1-Distribucion BinomialCristian Humberto Badillo AgredoAún no hay calificaciones
- Indicadores CuestionarioDocumento20 páginasIndicadores CuestionarioGermán Dorantes ChAún no hay calificaciones
- Pract. 12 Geometria y Trig. Sin ClavesDocumento7 páginasPract. 12 Geometria y Trig. Sin ClavesJosé Fernando Lupaca ChoqueAún no hay calificaciones
- Plan de Exportacion de La PaltaDocumento62 páginasPlan de Exportacion de La Paltadiana crhist huaman100% (6)
- Informe Grupo Souto. Raul A. y Juan MDocumento38 páginasInforme Grupo Souto. Raul A. y Juan MJhonaykellAún no hay calificaciones
- Desarrollo de ProyectoDocumento37 páginasDesarrollo de ProyectoRoxy Rous Salinas CruzAún no hay calificaciones
- MateriaDocumento144 páginasMateriaFranco Botta0% (1)
- Vías de Administración y FF 2020Documento48 páginasVías de Administración y FF 2020Katerine RiquelmeAún no hay calificaciones
- Amparo Del IPYS Contra La Ley MulderDocumento4 páginasAmparo Del IPYS Contra La Ley MulderInstitutoPrensaySociedadAún no hay calificaciones
- Hobby Consolas Extra - Numero 16 2019 PDFDocumento116 páginasHobby Consolas Extra - Numero 16 2019 PDFElizabeth Cuesta100% (4)
- Admin,+198 756 1 CEDocumento9 páginasAdmin,+198 756 1 CEBarrera Peñafiel Brigette YajairaAún no hay calificaciones
- Motores Paso A Paso PDFDocumento16 páginasMotores Paso A Paso PDFAnonymous f6yup1100% (1)