También podría gustarte
- 4 - 2021-05-10 - Maquinas Herramientas I 4to.m (PDF 3) - Prof - SantinDocumento19 páginas4 - 2021-05-10 - Maquinas Herramientas I 4to.m (PDF 3) - Prof - SantinMatias Javier AlvarezAún no hay calificaciones
- TornoDocumento12 páginasTornoAram SánchezAún no hay calificaciones
- Torno VerticalDocumento1 páginaTorno VerticalDiego AvellanedaAún no hay calificaciones
- Alrededor de Las Maquinas Herramienta Heinrich Gerling Tercera Edicion Reverte Páginas 182 199Documento21 páginasAlrededor de Las Maquinas Herramienta Heinrich Gerling Tercera Edicion Reverte Páginas 182 199Jose Diegozeta NuntonAún no hay calificaciones
- 2089 Rectificado de MetalesDocumento61 páginas2089 Rectificado de MetalessandraAún no hay calificaciones
- TORNEADODocumento19 páginasTORNEADOJhovanny BallezaAún no hay calificaciones
- CORTEDocumento12 páginasCORTEAram SánchezAún no hay calificaciones
- Unidad 4. Fabricacion de Engranajes Parte 1de 2Documento20 páginasUnidad 4. Fabricacion de Engranajes Parte 1de 2jorgeerrazquinAún no hay calificaciones
- FresadoDocumento8 páginasFresadoCortés Carrillo Gessuri JafethAún no hay calificaciones
- Fresado de cremalleras de dientes inclinadosDocumento7 páginasFresado de cremalleras de dientes inclinadosBryanMárquezAún no hay calificaciones
- Operaciones TornoDocumento23 páginasOperaciones TornoIvanOvalle30% (1)
- Anual Uni-Geometria Semana 36Documento20 páginasAnual Uni-Geometria Semana 36Elizabeth Lucero Huanaco HuaytaAún no hay calificaciones
- TORNEADO: Cilindrado, mandrinado, refrentado y másDocumento13 páginasTORNEADO: Cilindrado, mandrinado, refrentado y másGabriel Omar Bautista SangaAún no hay calificaciones
- Perfilado y CepilladoDocumento2 páginasPerfilado y CepilladoDavid PerdomoAún no hay calificaciones
- El TornoDocumento13 páginasEl TornoLUIS ERNESTO VALDEZ GALAVIZAún no hay calificaciones
- PracitcaDocumento4 páginasPracitcaNicolás MartínezAún no hay calificaciones
- Divisor UniversalDocumento30 páginasDivisor Universalsamuel melendez67% (3)
- Tallado de LevasDocumento5 páginasTallado de LevasMaria Crego CascónAún no hay calificaciones
- TorneadoDocumento63 páginasTorneadoLuis Antonio Choque LunaAún no hay calificaciones
- Tema 6Documento26 páginasTema 6Andrés Arturo Fernández GranadilloAún no hay calificaciones
- Operaciones industriales torneadoDocumento26 páginasOperaciones industriales torneadoMarcialCabreraRuiz100% (1)
- Maquinas Utilizadas para Estriado InternoDocumento4 páginasMaquinas Utilizadas para Estriado InternoKeneth Batres0% (1)
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- Anual Uni-Semana 34 GeometríaDocumento20 páginasAnual Uni-Semana 34 GeometríaElizabeth Lucero Huanaco HuaytaAún no hay calificaciones
- TORNODocumento35 páginasTORNOCarlos Gaytan100% (1)
- 22.1 E.2 Torneado y Operaciones Afines.Documento35 páginas22.1 E.2 Torneado y Operaciones Afines.Aracely García Del ÁngelAún no hay calificaciones
- Maquinas y HerramientasDocumento3 páginasMaquinas y HerramientasMateoAún no hay calificaciones
- Tipos de RoscasDocumento45 páginasTipos de Roscasarturo_snk100% (6)
- El torno: definición y tiposDocumento10 páginasEl torno: definición y tiposluis9725Aún no hay calificaciones
- Eje EscalonadoDocumento10 páginasEje EscalonadoBrau Sanchez Gutierrez50% (2)
- Informe ElementosDocumento5 páginasInforme Elementosfernanda ordonezAún no hay calificaciones
- Que Tipos de Trabajos Se Pueden Realizar en Un TornoDocumento6 páginasQue Tipos de Trabajos Se Pueden Realizar en Un TornoLuis Peralta59% (17)
- El Aparato Divisor PDFDocumento22 páginasEl Aparato Divisor PDFRonald UrbinaAún no hay calificaciones
- Rectificadora de Superficies PlanasDocumento5 páginasRectificadora de Superficies PlanasIvan MartellAún no hay calificaciones
- Clasificación y tipos de roscasDocumento7 páginasClasificación y tipos de roscasyopAún no hay calificaciones
- Torneado: proceso y máquinasDocumento28 páginasTorneado: proceso y máquinasRUBEN DARIO MENDOZA MEZAAún no hay calificaciones
- Máquinas herramientas para mecanizado: torno, fresadora y taladroDocumento5 páginasMáquinas herramientas para mecanizado: torno, fresadora y taladroAlexander Rivera LunaAún no hay calificaciones
- Sesión 7Documento25 páginasSesión 7Romelio GrandezAún no hay calificaciones
- 6A-Tornillos de potencia_engranajesDocumento47 páginas6A-Tornillos de potencia_engranajesnarvaez.davidAún no hay calificaciones
- Torneado BasicoDocumento24 páginasTorneado BasicoJames Caicedo JiménezAún no hay calificaciones
- Operaciones Del TornoDocumento8 páginasOperaciones Del TornoAlex VarasAún no hay calificaciones
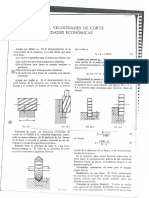
- Avances. Velocidades de CorteDocumento8 páginasAvances. Velocidades de CorteMaria Crego CascónAún no hay calificaciones
- Cabezal universal divisor: funciones y métodos de aplicaciónDocumento10 páginasCabezal universal divisor: funciones y métodos de aplicaciónJose BallesterAún no hay calificaciones
- Que Tipos de Trabajos Se Pueden RealizarDocumento9 páginasQue Tipos de Trabajos Se Pueden RealizarEduardo VegaAún no hay calificaciones
- Cabezal Universal DivisorDocumento10 páginasCabezal Universal DivisorYrbin SayraAún no hay calificaciones
- PDF Material de Apoyo 13 CompressDocumento26 páginasPDF Material de Apoyo 13 CompressChristian Romero OrtizAún no hay calificaciones
- Cabezal DivisorDocumento6 páginasCabezal DivisorJuan B Camaño R100% (1)
- Apuntes FresaDocumento5 páginasApuntes FresalucasAún no hay calificaciones
- CepilladoraDocumento32 páginasCepilladoraLuis Huaman QuispeAún no hay calificaciones
- Geometría virtual: cilindros y troncos de cilindroDocumento16 páginasGeometría virtual: cilindros y troncos de cilindroAngel GonzalesAún no hay calificaciones
- ENU-GE-Teoría-SOLIDOS IIIDocumento24 páginasENU-GE-Teoría-SOLIDOS IIIAlessandro Reyes VasquezAún no hay calificaciones
- Tipos de Tornos MecanicosDocumento3 páginasTipos de Tornos MecanicosMaykcol OrdoñezAún no hay calificaciones
- Division CircularDocumento11 páginasDivision CircularMaria Crego CascónAún no hay calificaciones
- Tipos de Mecanizado en El TornoDocumento9 páginasTipos de Mecanizado en El TornoAlberto Mvlcow SolariAún no hay calificaciones
- TORNEADODocumento12 páginasTORNEADONaygerOrtizSolorzanoAún no hay calificaciones
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- Ejercicios de Integrales de Línea, Superficie y VolumenDe EverandEjercicios de Integrales de Línea, Superficie y VolumenCalificación: 4 de 5 estrellas4/5 (2)
- Manual G Ref oDocumento218 páginasManual G Ref oFederico RamellaAún no hay calificaciones
- Tecnicas RefrigeracionDocumento6 páginasTecnicas Refrigeracionkleberson_2011Aún no hay calificaciones
- Mas TeoriaDocumento3 páginasMas Teoriakleberson_2011Aún no hay calificaciones
- Buena TeoriaDocumento2 páginasBuena Teoriakleberson_2011Aún no hay calificaciones
- Diagrama de Desplazamiento y DatosDocumento5 páginasDiagrama de Desplazamiento y Datoskleberson_2011Aún no hay calificaciones
- Mecanismos BienDocumento2 páginasMecanismos Bienkleberson_2011Aún no hay calificaciones
- DIBUJODocumento4 páginasDIBUJOkleberson_2011Aún no hay calificaciones
- MecanismoDocumento4 páginasMecanismokleberson_2011Aún no hay calificaciones
- Fuerzas DinamicasDocumento2 páginasFuerzas Dinamicaskleberson_2011Aún no hay calificaciones
- BuenoDocumento2 páginasBuenokleberson_2011Aún no hay calificaciones
- Buena Teoria 2Documento2 páginasBuena Teoria 2kleberson_2011Aún no hay calificaciones
- Buena Teoria 3Documento3 páginasBuena Teoria 3kleberson_2011Aún no hay calificaciones
- TaladrosDocumento2 páginasTaladroskleberson_2011Aún no hay calificaciones
- Grados de LibertadDocumento2 páginasGrados de Libertadkleberson_2011Aún no hay calificaciones
- TaladrorasDocumento2 páginasTaladroraskleberson_2011Aún no hay calificaciones
- ExampleDocumento2 páginasExamplekleberson_2011Aún no hay calificaciones
- Poco Pero BuenoDocumento2 páginasPoco Pero Buenokleberson_2011Aún no hay calificaciones
- VERIFICACIONDocumento2 páginasVERIFICACIONkleberson_2011Aún no hay calificaciones
- Teoria CortaDocumento2 páginasTeoria Cortakleberson_2011Aún no hay calificaciones
- Teoria UtilDocumento2 páginasTeoria Utilkleberson_2011Aún no hay calificaciones
- Preguntas RepasoDocumento1 páginaPreguntas Repasokleberson_2011Aún no hay calificaciones
- ProblemasDocumento1 páginaProblemaskleberson_2011Aún no hay calificaciones
- Buena TeoriaDocumento1 páginaBuena Teoriakleberson_2011Aún no hay calificaciones
- Ejercicio 2Documento1 páginaEjercicio 2kleberson_2011Aún no hay calificaciones
- Notas ImportantesDocumento1 páginaNotas Importanteskleberson_2011Aún no hay calificaciones
- Parte de LibroDocumento3 páginasParte de Librokleberson_2011Aún no hay calificaciones
- Cinemática de mecanismos representada con números complejosDocumento1 páginaCinemática de mecanismos representada con números complejoskleberson_2011Aún no hay calificaciones
- MecanismoDocumento1 páginaMecanismokleberson_2011Aún no hay calificaciones
- Libro Poco BuenoDocumento3 páginasLibro Poco Buenokleberson_2011Aún no hay calificaciones
- Silabus 2019 I UNPRGDocumento13 páginasSilabus 2019 I UNPRGCesar YordanAún no hay calificaciones
- Funcionamiento Caja AutomaticaDocumento2 páginasFuncionamiento Caja AutomaticaFayzal EljadueAún no hay calificaciones
- Doosan p126Documento196 páginasDoosan p126William Alvarado60% (5)
- BarrenasDocumento26 páginasBarrenasLuis GarciaAún no hay calificaciones
- Roscas Butress PDFDocumento2 páginasRoscas Butress PDFshumi27Aún no hay calificaciones
- Ejercicio N°1Documento4 páginasEjercicio N°1Pablo RobertoAún no hay calificaciones
- Manual de Servicio c20Documento72 páginasManual de Servicio c20jhayber.comdiazAún no hay calificaciones
- Bombas G101 102Documento4 páginasBombas G101 102Marcelo ArayaAún no hay calificaciones
- 500-Es - ALFA LAVALDocumento2 páginas500-Es - ALFA LAVALCaio NunesAún no hay calificaciones
- Diagnosticar y Reparar Mandos en TandemDocumento19 páginasDiagnosticar y Reparar Mandos en TandemAlexis Terrones GuzmánAún no hay calificaciones
- Mejoras en Los Procesos Mcia - YallicoDocumento16 páginasMejoras en Los Procesos Mcia - YallicoLuis YepezAún no hay calificaciones
- Almacen Maestranza Componetes.Documento12 páginasAlmacen Maestranza Componetes.Anthony Yarleque MooreAún no hay calificaciones
- Tecnologia 1 EsoDocumento50 páginasTecnologia 1 EsoeiffelgprAún no hay calificaciones
- Sistemas hidráulicos: Tanques, bombas y motoresDocumento18 páginasSistemas hidráulicos: Tanques, bombas y motoresadrianAún no hay calificaciones
- Tractor de CadenasDocumento6 páginasTractor de Cadenassegundo gonzalesAún no hay calificaciones
- Dibujo Asistido 2 Ruedas Dentadas ProblemasDocumento36 páginasDibujo Asistido 2 Ruedas Dentadas ProblemasLuis ValenzuelaAún no hay calificaciones
- Mantenimiento y Montaje MecanicoDocumento20 páginasMantenimiento y Montaje Mecanicokarlvonpapen100% (1)
- Avance Fresadora MilkoDocumento32 páginasAvance Fresadora MilkoJesús Ángel Cruz OsorioAún no hay calificaciones
- 09 Plasticos IndustrialesDocumento14 páginas09 Plasticos IndustrialesDescargas aleatoriasAún no hay calificaciones
- Caja de Cambios Automatica Nissan AlmeraDocumento484 páginasCaja de Cambios Automatica Nissan Almerapinage100% (8)
- Puente Grúa - Linea H - Metro - 3502595Documento11 páginasPuente Grúa - Linea H - Metro - 3502595Ingenieria ISI100% (1)
- Matemáticas aplicadas a la ingeniería navalDocumento134 páginasMatemáticas aplicadas a la ingeniería navalNestor OrozcoAún no hay calificaciones
- Motor Akt SLDocumento69 páginasMotor Akt SLJavier Basurdo Peña71% (7)
- Low-voltage actuator installation guideDocumento14 páginasLow-voltage actuator installation guideJorgeEstebanParadaMuñozAún no hay calificaciones
- 5150 SPDocumento42 páginas5150 SPgabriell_189Aún no hay calificaciones
- Sopladores de Hollin Clyde BergemanDocumento88 páginasSopladores de Hollin Clyde BergemanDave SG67% (3)
- TRABAJO JUNTO MANTENIMIENTO RepartirDocumento78 páginasTRABAJO JUNTO MANTENIMIENTO RepartirMarco Abel Quispe Socca0% (1)
- 5.3 Transmisiones Por Cadena de RodillosDocumento9 páginas5.3 Transmisiones Por Cadena de RodillosElvis CarbajalAún no hay calificaciones
- Análisis de Falla de Un Eje de PiñónDocumento20 páginasAnálisis de Falla de Un Eje de PiñónVerónica MartínezAún no hay calificaciones
- Catarina SDocumento35 páginasCatarina SBrayan Maya Rodriguez86% (7)