También podría gustarte
- Problemas BalanceDocumento6 páginasProblemas BalanceFeer GuerreroAún no hay calificaciones
- Charles B. Dahlgren - Minas Históricas de La República Mexicana (1887)Documento299 páginasCharles B. Dahlgren - Minas Históricas de La República Mexicana (1887)Christian Bueno100% (2)
- Filtros Metálicos de BronceDocumento10 páginasFiltros Metálicos de BronceKeny Rojas DiazAún no hay calificaciones
- PULVIMETALURGÍADocumento8 páginasPULVIMETALURGÍAAndres BallesterosAún no hay calificaciones
- Paper PulvimetalurgiaDocumento10 páginasPaper PulvimetalurgiaGisela RoblesAún no hay calificaciones
- Obtención de Piezas Metálicas Mediante La Pulvimetalurgia: ResumenDocumento7 páginasObtención de Piezas Metálicas Mediante La Pulvimetalurgia: ResumenAllauca AtikAún no hay calificaciones
- Arctículo 2Documento13 páginasArctículo 2ERICK RENZO DIAZ ANTICONAAún no hay calificaciones
- Aceros de Baja AleacionDocumento8 páginasAceros de Baja AleacionCesar ReyesAún no hay calificaciones
- Trabajo Final MetalurgiaDocumento18 páginasTrabajo Final MetalurgiaAnn MolinaAún no hay calificaciones
- Procesamiento de Polvos MetálicosDocumento3 páginasProcesamiento de Polvos MetálicosLeslie LópezAún no hay calificaciones
- Metodos de Obtencion de PolvosDocumento11 páginasMetodos de Obtencion de Polvosroy robinsonAún no hay calificaciones
- Proceso de Fabricacion Valeria Bracho La Metalurgica de PolvosDocumento8 páginasProceso de Fabricacion Valeria Bracho La Metalurgica de PolvosValeria Bracho ParraAún no hay calificaciones
- PULVIMETALURGÍADocumento3 páginasPULVIMETALURGÍALaura GutierrezAún no hay calificaciones
- Preinforme PulvimetalurgiaDocumento3 páginasPreinforme Pulvimetalurgiajhoan jimenezAún no hay calificaciones
- 578 595 1 PB PDFDocumento8 páginas578 595 1 PB PDFFernanda BeltránAún no hay calificaciones
- Obtención y Procesado de Aleaciones de Grano Ultrafino, Nanométrico y Amorfas Mediante Aleado MecánicoDocumento13 páginasObtención y Procesado de Aleaciones de Grano Ultrafino, Nanométrico y Amorfas Mediante Aleado Mecánicosamt12Aún no hay calificaciones
- Cuestionario Pulvimetalurgia y Soldadura Abril 2020Documento12 páginasCuestionario Pulvimetalurgia y Soldadura Abril 2020Maria Jose MarinAún no hay calificaciones
- 4 - Taller Lectura y Escritura V1Documento8 páginas4 - Taller Lectura y Escritura V1jesus herazo0% (1)
- Grupo 10 Procesamiento de Polvos MetalicosDocumento14 páginasGrupo 10 Procesamiento de Polvos MetalicosSergio GutierrezAún no hay calificaciones
- Metalurgia de Polvos, Procesos de ManufacturaDocumento19 páginasMetalurgia de Polvos, Procesos de ManufacturaBrandon Josué Marroquín AmayaAún no hay calificaciones
- Quemadores InfrarojosDocumento6 páginasQuemadores InfrarojosgermanAún no hay calificaciones
- Fabricación y Caracterización de Carburos CermetsDocumento14 páginasFabricación y Caracterización de Carburos Cermetsfabio hurtado puentesAún no hay calificaciones
- No Al ZamacDocumento2 páginasNo Al ZamacLucia PachecoAún no hay calificaciones
- LAB5-Terminado de POLVASODocumento31 páginasLAB5-Terminado de POLVASOYullian Raúl García GrándezAún no hay calificaciones
- Metalurgia de PolvosDocumento15 páginasMetalurgia de PolvosRolando200Aún no hay calificaciones
- PulvimetalurgiaDocumento19 páginasPulvimetalurgiaColumellaAún no hay calificaciones
- Fundamentos de PulvimetalurgiaDocumento24 páginasFundamentos de PulvimetalurgiaAshby NarvaezAún no hay calificaciones
- Formato Ieee - EjemploDocumento7 páginasFormato Ieee - EjemploCARLOS SANTIAGO ROMERO MONTOYAAún no hay calificaciones
- Metalurgia de Los PolvosDocumento7 páginasMetalurgia de Los PolvosJhon Breiner Arevalo OrozcoAún no hay calificaciones
- Procesos de Manufactura PulvimetalurgiaDocumento16 páginasProcesos de Manufactura PulvimetalurgiaAlmanelly BartoloAún no hay calificaciones
- Atomizacion Por GasDocumento18 páginasAtomizacion Por GasLuis AqpAún no hay calificaciones
- CUESTIONEs SinterizaciónDocumento5 páginasCUESTIONEs SinterizaciónpaulalithiumAún no hay calificaciones
- Concepto de PulvimetalurgiaDocumento11 páginasConcepto de PulvimetalurgiaFranklin Serafin Mamani MamaniAún no hay calificaciones
- Ceramicos RefractariosDocumento2 páginasCeramicos RefractariosLuis RedrobanAún no hay calificaciones
- Cuestionario Pulvimetalurgia y Soldadura Dina BurgosDocumento13 páginasCuestionario Pulvimetalurgia y Soldadura Dina BurgosfrancojanAún no hay calificaciones
- Metalurgia de PolvosDocumento51 páginasMetalurgia de PolvosAnn MolinaAún no hay calificaciones
- Metalurgia de PolvosDocumento7 páginasMetalurgia de PolvosHector Del RioAún no hay calificaciones
- Metalurgia de Polvos VDocumento28 páginasMetalurgia de Polvos VJuan •castroAún no hay calificaciones
- PULVIMETALURGIADocumento30 páginasPULVIMETALURGIAnj19Aún no hay calificaciones
- Áridos GruesosDocumento9 páginasÁridos GruesosRonald TorresAún no hay calificaciones
- PULVIMETALURGIADocumento6 páginasPULVIMETALURGIAirvelandiaroAún no hay calificaciones
- Metalurgia de Polvos Trabajo EscritoDocumento11 páginasMetalurgia de Polvos Trabajo Escritocamila cabalAún no hay calificaciones
- Lab6 PulvimetalurgiaDocumento33 páginasLab6 PulvimetalurgiaMarcoAún no hay calificaciones
- Metalurgia de PolvosDocumento10 páginasMetalurgia de PolvosPaola MaradiagaAún no hay calificaciones
- Equipo 6 Metalurgia de PolvosDocumento18 páginasEquipo 6 Metalurgia de PolvosYaird MalakaraAún no hay calificaciones
- Unidad 5-No Metales (Teo)Documento33 páginasUnidad 5-No Metales (Teo)Aceves García Teodoro IvánAún no hay calificaciones
- 1041-Article Text-1058-1-10-20101124Documento5 páginas1041-Article Text-1058-1-10-20101124Lina OrmazaAún no hay calificaciones
- Jesus - Rodriguez - Metalurgia - de - PolvosDocumento8 páginasJesus - Rodriguez - Metalurgia - de - PolvosJesusAún no hay calificaciones
- Produccion Del Polvo de CobreDocumento10 páginasProduccion Del Polvo de CobreNeeliim J. NiinAún no hay calificaciones
- Sustentacion - Metalurgia de Polvos 2021-2Documento3 páginasSustentacion - Metalurgia de Polvos 2021-2PIERO ALDO SIMBRON SANCHEZAún no hay calificaciones
- Cascote CerámicoDocumento10 páginasCascote Cerámicovega vinuezaAún no hay calificaciones
- Procesos y Operaciones Industriales Semana 10Documento29 páginasProcesos y Operaciones Industriales Semana 10Jordan Evangelista galarzaAún no hay calificaciones
- Metalurgia de PolvosDocumento10 páginasMetalurgia de PolvosReyKiremAún no hay calificaciones
- LAB - 2 Polvos MetálicosDocumento21 páginasLAB - 2 Polvos MetálicosBryan100% (1)
- Trabajo PulvimetalurgiaDocumento11 páginasTrabajo PulvimetalurgiaEduardo DelgadoAún no hay calificaciones
- Pulvimetalurgia MetalurgiaDocumento52 páginasPulvimetalurgia MetalurgiaRamón BolívarAún no hay calificaciones
- PulvimetalurgiaDocumento40 páginasPulvimetalurgiagianmarcojosue100% (1)
- Trabajo Practico 5Documento6 páginasTrabajo Practico 5Kevin RodriguezAún no hay calificaciones
- Introducción A La PulvimetalurgiaDocumento9 páginasIntroducción A La Pulvimetalurgiasamir712Aún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Practica SDT Interno - Adicion STDDocumento22 páginasPractica SDT Interno - Adicion STDFeer GuerreroAún no hay calificaciones
- QAmb Calidad y Tratamiento Agua PDFDocumento93 páginasQAmb Calidad y Tratamiento Agua PDFFeer GuerreroAún no hay calificaciones
- Practica 1 Limites de ConfianzaDocumento3 páginasPractica 1 Limites de ConfianzaFeer GuerreroAún no hay calificaciones
- Pre YodoDocumento6 páginasPre YodoFeer GuerreroAún no hay calificaciones
- Artículo FT Boletín Minero 1cjcjcjvkv300 - 2016 - 06Documento3 páginasArtículo FT Boletín Minero 1cjcjcjvkv300 - 2016 - 06Cris MagAún no hay calificaciones
- Norma 1705Documento27 páginasNorma 1705Feer GuerreroAún no hay calificaciones
- Apuntes Finales BalanceDocumento36 páginasApuntes Finales BalanceFelipe W Vidal MirandaAún no hay calificaciones
- Tolerancia Basculas y ProcedimientoDocumento15 páginasTolerancia Basculas y ProcedimientoHugoigg100% (2)
- 6 Interpretación de Planos TuberiasDocumento12 páginas6 Interpretación de Planos TuberiasantonyAún no hay calificaciones
- Metodo Ponderacion de Variables PDFDocumento33 páginasMetodo Ponderacion de Variables PDFrbulnes2350Aún no hay calificaciones
- Medicamento CuvriorDocumento11 páginasMedicamento CuvriorGIOCONDA ALBARRANAún no hay calificaciones
- ENTP 360 009 1 Avance Al 21 Marzo W97 2003Documento45 páginasENTP 360 009 1 Avance Al 21 Marzo W97 2003PercyAlexanderAún no hay calificaciones
- Ficha 02-C Y TDocumento4 páginasFicha 02-C Y TGiovanna Angela Tovar BarrientosAún no hay calificaciones
- Requerimientos Nutricionales en CerdosDocumento204 páginasRequerimientos Nutricionales en CerdosSamuel Chavarria Gutierrez92% (26)
- Realiadad NacionalDocumento29 páginasRealiadad NacionalNAHIN JESARETH GAVIRONDO GOICOCHEAAún no hay calificaciones
- Trabajo Individual - Allison GallegosDocumento43 páginasTrabajo Individual - Allison GallegoscarlosAún no hay calificaciones
- NESTLE SUCRE-Presentación2Documento1 páginaNESTLE SUCRE-Presentación2Michael de la CruzAún no hay calificaciones
- Métodos Sostenibles de Determinación de Plomo en AguaDocumento15 páginasMétodos Sostenibles de Determinación de Plomo en AguaJose Andres Paredes EspiAún no hay calificaciones
- Procedimiento Practica Cationes 2015Documento3 páginasProcedimiento Practica Cationes 2015sergioAún no hay calificaciones
- Proyectos Mineros EcuadorDocumento35 páginasProyectos Mineros EcuadorRTDOT4Aún no hay calificaciones
- Analitica IDocumento86 páginasAnalitica ISteven Barzola Perero0% (1)
- Plan de Tesis-Pia 1Documento11 páginasPlan de Tesis-Pia 1Juan Gutierrez100% (1)
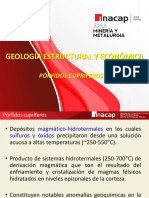
- 15-Pórfidos Cupríferos y Procesos SupérgenosDocumento82 páginas15-Pórfidos Cupríferos y Procesos SupérgenosValentinaAún no hay calificaciones
- Cable de Cobre DesnudoDocumento10 páginasCable de Cobre Desnudoyamir_gacoAún no hay calificaciones
- COBRE y SUS ALEACIONES PDFDocumento15 páginasCOBRE y SUS ALEACIONES PDFVic BarAún no hay calificaciones
- Nom 063 Scfi 2001Documento16 páginasNom 063 Scfi 2001Steeve Olascoaga100% (1)
- Metal, No Metal y Metaloide LaboratorioDocumento14 páginasMetal, No Metal y Metaloide LaboratorioAldo LoyolaAún no hay calificaciones
- Dossier Completo Id-Ot-132 Comatel S.A.S - Tab. Bombas 2.6 KWDocumento37 páginasDossier Completo Id-Ot-132 Comatel S.A.S - Tab. Bombas 2.6 KWJhon NiviaAún no hay calificaciones
- Problema 1. Refinaci - N Del CobreDocumento4 páginasProblema 1. Refinaci - N Del CobreEmanuel GermánAún no hay calificaciones
- Recuperacion de Minerales de Cobre y OroDocumento2 páginasRecuperacion de Minerales de Cobre y OroandresAún no hay calificaciones
- Paragénesis Del Cobre, Plata y OroDocumento16 páginasParagénesis Del Cobre, Plata y Orojessica noemy chuquimantari mallqui100% (1)
- Yacimientos MetamórficosDocumento3 páginasYacimientos MetamórficosCesar Steven Garzon CalvoAún no hay calificaciones
- Redes MT Space-CabDocumento6 páginasRedes MT Space-CabItalo Leiva100% (1)
- Soldadura OxiacetilénicaDocumento33 páginasSoldadura OxiacetilénicaMadyleyne Huayta LaricoAún no hay calificaciones
- La Mineria en El Peru - IcaDocumento23 páginasLa Mineria en El Peru - IcaIlave Huamani VioletaAún no hay calificaciones
- Especificaciones Tecnicas Electricas para InstalacionesDocumento22 páginasEspecificaciones Tecnicas Electricas para InstalacionesEINER WILLIAM ALA BALTZARAún no hay calificaciones
- Contaminac PM y Ma ChalaDocumento394 páginasContaminac PM y Ma ChalaDiana KatherineAún no hay calificaciones