También podría gustarte
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Diseño de ConexionesDocumento122 páginasDiseño de ConexionesCarlos Alberto Caicedo100% (1)
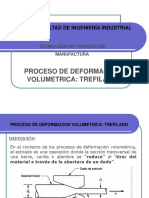
- Trefilado 20222Documento14 páginasTrefilado 20222Alex Fv100% (1)
- Casos Practicos Toma de Decisiones y FunDocumento8 páginasCasos Practicos Toma de Decisiones y FunMiguel Tecnologia PrimeroAún no hay calificaciones
- Calculos para Diseño de TroquelesDocumento11 páginasCalculos para Diseño de TroquelesGioRi Marco Aurelio67% (3)
- EMBUTIDODocumento45 páginasEMBUTIDOIkky JqAún no hay calificaciones
- EmbutidoDocumento11 páginasEmbutidoAldair Hernandez Santos100% (1)
- 01 - Plegado de ChapaDocumento28 páginas01 - Plegado de ChapaJames FreemanAún no hay calificaciones
- Caso Práctico 2. Empresa NexusDocumento4 páginasCaso Práctico 2. Empresa NexusMiriam Perez100% (1)
- Convenio 95 Oit SOBRE DERECHOS LABORALESDocumento12 páginasConvenio 95 Oit SOBRE DERECHOS LABORALESSALVADOR MEDRANOAún no hay calificaciones
- Diseno DS60 Sesion1 LMassoneDocumento50 páginasDiseno DS60 Sesion1 LMassonefelipeAún no hay calificaciones
- Capítulo 2Documento32 páginasCapítulo 2andresAún no hay calificaciones
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318De EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Buenas Prácticas de LaboratorioDocumento97 páginasBuenas Prácticas de LaboratorioFeliciano Bernui100% (2)
- EMBUTICIONDocumento13 páginasEMBUTICIONMelisa LinarelloAún no hay calificaciones
- Túnnel Liner 30octDocumento6 páginasTúnnel Liner 30octYasna Elgueta CeaAún no hay calificaciones
- EMBUTIDODocumento23 páginasEMBUTIDOOsman Ureta CalixtoAún no hay calificaciones
- EmbutidoDocumento20 páginasEmbutidoPatrickGustavoSuyoMarinAún no hay calificaciones
- Clase #4-1 Embutido y RepulsadoDocumento34 páginasClase #4-1 Embutido y RepulsadoQpaso MMGVoAún no hay calificaciones
- Guia. Practica 12. EmbuticionDocumento13 páginasGuia. Practica 12. EmbuticionMiguel VelasquezAún no hay calificaciones
- EMBUTIDO TDFDocumento16 páginasEMBUTIDO TDFLuis TorresAún no hay calificaciones
- EMBUTIDODocumento31 páginasEMBUTIDOWilson OrlandoAún no hay calificaciones
- Embutido 20201Documento16 páginasEmbutido 20201Cristian Daniel Coral SánchezAún no hay calificaciones
- Clase 5 - Diseño de OleoductosDocumento25 páginasClase 5 - Diseño de Oleoductoswilliehugos100% (3)
- EMBUTIDODocumento7 páginasEMBUTIDOManuel Vazquez MAún no hay calificaciones
- Previo Embutido y CaldereriaDocumento7 páginasPrevio Embutido y CaldereriaPiero Pisfil PuiconAún no hay calificaciones
- Diseño Brida Acople RigidoDocumento5 páginasDiseño Brida Acople Rigidoluis960110100% (1)
- Diseño Brida Acople RigidoDocumento5 páginasDiseño Brida Acople RigidoMiguel Angel Garcia100% (1)
- DobladoDocumento18 páginasDobladoBryam MorochoAún no hay calificaciones
- Informe de EmbutidoDocumento10 páginasInforme de Embutidothania valdiviaAún no hay calificaciones
- Procdef PR5 21 - 2Documento14 páginasProcdef PR5 21 - 2Oscar UribeAún no hay calificaciones
- EMBUTIDODocumento57 páginasEMBUTIDOManuel MezaAún no hay calificaciones
- Laboratorio. EmbuticiónDocumento25 páginasLaboratorio. EmbuticiónJuliusAún no hay calificaciones
- Informe Deformacion PlasticaDocumento43 páginasInforme Deformacion PlasticaElizabethAún no hay calificaciones
- Tema 17-Estampado en Frío de La Chapa - 3º Parte 2021Documento15 páginasTema 17-Estampado en Frío de La Chapa - 3º Parte 2021Silvina RamosAún no hay calificaciones
- Trefilado 20200Documento14 páginasTrefilado 20200Cristian Daniel Coral Sánchez100% (1)
- Previo 6 Embutido y ForjadoDocumento6 páginasPrevio 6 Embutido y ForjadoKendrick TeodorAún no hay calificaciones
- Calculo de Deformaciones en La Cavidad y MachoDocumento8 páginasCalculo de Deformaciones en La Cavidad y MachoAnonymous i0SMnrOAún no hay calificaciones
- Informe 05 2.1Documento25 páginasInforme 05 2.1david100% (1)
- Clase1 2Documento51 páginasClase1 2Dan NoAún no hay calificaciones
- Labo Embutido 6Documento15 páginasLabo Embutido 6Pierre CornejoAún no hay calificaciones
- Clase Fajas Ev V 2022Documento12 páginasClase Fajas Ev V 2022Piero PumaAún no hay calificaciones
- Proceso de EmbutidoDocumento56 páginasProceso de EmbutidoRoy Quispe HuayllapumaAún no hay calificaciones
- Informe N°5 - Embutido y Calderería - MC216-CDocumento19 páginasInforme N°5 - Embutido y Calderería - MC216-Cenrique AlcarrazAún no hay calificaciones
- EmbutidoDocumento7 páginasEmbutidoAlex LahulietAún no hay calificaciones
- Teoría de La EmbuticiónDocumento20 páginasTeoría de La EmbuticiónMarcos Valverde AvendañoAún no hay calificaciones
- Prensa ArborDocumento1 páginaPrensa Arborwilly rojas zeballosAún no hay calificaciones
- Marco Teorico FajasDocumento8 páginasMarco Teorico FajasCramer Gonzales ElgueraAún no hay calificaciones
- Guia Fija PTDocumento2 páginasGuia Fija PTcarlos.crespo.9889Aún no hay calificaciones
- Uniones As Segn EC3Documento9 páginasUniones As Segn EC3dpc5047Aún no hay calificaciones
- Tema 6. ForjaDocumento33 páginasTema 6. ForjaaugustoAún no hay calificaciones
- Informe04 - Deformación PlásticaDocumento15 páginasInforme04 - Deformación PlásticaEmanuel LuzaAún no hay calificaciones
- DISEnO DE ZAPATA AISLADADocumento9 páginasDISEnO DE ZAPATA AISLADAOrlando Haro SalazarAún no hay calificaciones
- Calculo PL Insertos y N. StudsDocumento2 páginasCalculo PL Insertos y N. StudspelaoguenoAún no hay calificaciones
- EmbutidoDocumento15 páginasEmbutidoBelen DuranAún no hay calificaciones
- Técnicas de DetecciónDocumento30 páginasTécnicas de DetecciónmiltonAún no hay calificaciones
- Formulario y Problemas de Forjado, Extrusión y Laminado 2021Documento11 páginasFormulario y Problemas de Forjado, Extrusión y Laminado 2021JUAN JES�S RAM�REZ GUERREROAún no hay calificaciones
- Conexiones ApernadasDocumento26 páginasConexiones ApernadasGabriel de PazAún no hay calificaciones
- Capacidad de Carga Meyerhof 140107200921 Phpapp02Documento30 páginasCapacidad de Carga Meyerhof 140107200921 Phpapp02Daly Isaias Marin HuamanAún no hay calificaciones
- 15 - DurezaDocumento17 páginas15 - DurezaIvan Ezequiel VargasAún no hay calificaciones
- Unidad 4. Rentabilidad de Un ProyectoDocumento11 páginasUnidad 4. Rentabilidad de Un ProyectoCruz RodriguezAún no hay calificaciones
- IMPUESTO SOBRE LA RENTA Con Gráfica de VA vs. I&Documento6 páginasIMPUESTO SOBRE LA RENTA Con Gráfica de VA vs. I&Cruz RodriguezAún no hay calificaciones
- Reemplazo y SensibilidadDocumento2 páginasReemplazo y SensibilidadCruz RodriguezAún no hay calificaciones
- Ejercicio Sensibilidad EconomicaDocumento5 páginasEjercicio Sensibilidad EconomicaCruz RodriguezAún no hay calificaciones
- Plan de ProducciónDocumento4 páginasPlan de ProducciónCruz RodriguezAún no hay calificaciones
- Ejercicio de Uso de Factores de Capitalización yDocumento8 páginasEjercicio de Uso de Factores de Capitalización yCruz RodriguezAún no hay calificaciones
- Brayton Ejercicio Con CambiosDocumento10 páginasBrayton Ejercicio Con CambiosCruz RodriguezAún no hay calificaciones
- PromotoresDocumento13 páginasPromotorescarmenlopez22Aún no hay calificaciones
- Capítulo IDocumento3 páginasCapítulo IFredy GuadronAún no hay calificaciones
- Gestion Publica S7Documento10 páginasGestion Publica S7Angello SeguraAún no hay calificaciones
- Ugel YungayDocumento2 páginasUgel YungayMarco AntonioAún no hay calificaciones
- Estandares Cliente AsistencialDocumento926 páginasEstandares Cliente AsistencialHSBCalidadAún no hay calificaciones
- Administracion Industrial Semestre V PDFDocumento29 páginasAdministracion Industrial Semestre V PDFricardo67% (3)
- Muñoz Paredes, Alfonso - Doctrina Jurisprudencia Del TS en Materia ConcursalDocumento18 páginasMuñoz Paredes, Alfonso - Doctrina Jurisprudencia Del TS en Materia ConcursalIrene SFAún no hay calificaciones
- Trabajo Practico - Producto de ExportacionDocumento2 páginasTrabajo Practico - Producto de ExportacionJesus Alexander Zenteno MoralesAún no hay calificaciones
- Tarea UtezDocumento12 páginasTarea UtezChristian CinfuegosAún no hay calificaciones
- CEAC06 TareaDocumento2 páginasCEAC06 TareaCarlos ReyesAún no hay calificaciones
- Tarifa Rio Western UnionDocumento4 páginasTarifa Rio Western UnionAbelord TaVoAún no hay calificaciones
- E-Book - Cómo Empezar A Implementar Gestión Documental Desde Cero en Tu Empresa PDFDocumento38 páginasE-Book - Cómo Empezar A Implementar Gestión Documental Desde Cero en Tu Empresa PDFjorgeruna100% (1)
- Tarea 1 Denisse Perez 2019Documento9 páginasTarea 1 Denisse Perez 2019Belkiis DiiazAún no hay calificaciones
- Solucion Caso SERESDocumento5 páginasSolucion Caso SERESflopirubalcabaAún no hay calificaciones
- Denuncia Estafa Asociacion El ParquesitoDocumento14 páginasDenuncia Estafa Asociacion El ParquesitoAbner Lov100% (1)
- Simulacro Final Tributaria 2022Documento1 páginaSimulacro Final Tributaria 2022LAURA RANGEL GARAYAún no hay calificaciones
- Introducción Al Mantenimiento y Actualización de ServidoresDocumento7 páginasIntroducción Al Mantenimiento y Actualización de ServidoressintonnisonAún no hay calificaciones
- Chiflería El AyabaquinoDocumento7 páginasChiflería El AyabaquinoRuben Chumbes100% (1)
- Sistema de Costos Standar Tabacos CoronaDocumento90 páginasSistema de Costos Standar Tabacos CoronaMayraAún no hay calificaciones
- MatricesDocumento52 páginasMatricesEstefani HuancaAún no hay calificaciones
- Examen FinalDocumento6 páginasExamen Finaljavier gamarraAún no hay calificaciones
- Total ItemsDocumento1 páginaTotal ItemsANGIE LORENA BENAVIDES AVILAAún no hay calificaciones
- Marco LógicoDocumento55 páginasMarco LógicoAntonino SantiagoAún no hay calificaciones
- Matute ElmerDocumento7 páginasMatute ElmerELMER MATUTEAún no hay calificaciones
- Clasificación de Los ProyectosDocumento11 páginasClasificación de Los ProyectosGiovanny Andres RamiresAún no hay calificaciones