También podría gustarte
- Gestión de la calidad (ISO 9001/2015)De EverandGestión de la calidad (ISO 9001/2015)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- End-Pn-01-Procedimiento de Pruebas NeumaticasDocumento13 páginasEnd-Pn-01-Procedimiento de Pruebas NeumaticasANTONIO CAMACHO67% (3)
- PD-GC-PL-02 Plan de Calidad Petrogas MonterreyDocumento15 páginasPD-GC-PL-02 Plan de Calidad Petrogas MonterreyJavier FigueredoAún no hay calificaciones
- Asnt Practica EscritaDocumento26 páginasAsnt Practica EscritaGerardoYanez100% (4)
- Procedimiento Termofusion PDFDocumento16 páginasProcedimiento Termofusion PDFMaycol SanchezAún no hay calificaciones
- PE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesDocumento6 páginasPE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesAlejandro NietoAún no hay calificaciones
- Procedimiento de Control de Equipos de Medición Procedimiento de Control de Los Equipos de MediciónDocumento5 páginasProcedimiento de Control de Equipos de Medición Procedimiento de Control de Los Equipos de MediciónRicardo D. GaliciaAún no hay calificaciones
- API 1104 Con Edición 2013Documento33 páginasAPI 1104 Con Edición 2013Charly994Aún no hay calificaciones
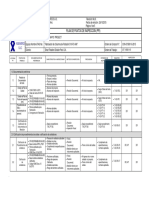
- Plan de Inspección y PruebasDocumento2 páginasPlan de Inspección y PruebasVeronica Blas Toledo100% (4)
- Plan de Inspección y PruebaDocumento1 páginaPlan de Inspección y Pruebaanahi munoz100% (1)
- Procedimiento para El Torqueo de Uniones Bridadas (ACPU-AGE-OPS-PRO-5.4-015-01)Documento29 páginasProcedimiento para El Torqueo de Uniones Bridadas (ACPU-AGE-OPS-PRO-5.4-015-01)Julianv78Aún no hay calificaciones
- SOLDADURA WPS-PQR Rev.01Documento14 páginasSOLDADURA WPS-PQR Rev.01favio alejandro paz benavidesAún no hay calificaciones
- Informe General de SoldaduraDocumento49 páginasInforme General de Soldadurajaime hernando lopez buitragoAún no hay calificaciones
- Inspección Visual Tuberias de Proceso 2006Documento44 páginasInspección Visual Tuberias de Proceso 2006webs.usuario100% (1)
- Dec-Pro-Mec-11 - Prueba NeumaticaDocumento5 páginasDec-Pro-Mec-11 - Prueba NeumaticaWilians Rosales ChavezAún no hay calificaciones
- End-Pr-Ivt-01 Procedimiento VT Asme b31.3 - 2010Documento7 páginasEnd-Pr-Ivt-01 Procedimiento VT Asme b31.3 - 2010Charles CisnerosAún no hay calificaciones
- Asme Sec V Articulo 9 VTDocumento3 páginasAsme Sec V Articulo 9 VTRogerMachaD100% (1)
- PLAN ESPECIFICO DE CALIDAD Rev. 2Documento82 páginasPLAN ESPECIFICO DE CALIDAD Rev. 2Antonio Rafael BritoAún no hay calificaciones
- Plan de Inspeccion y Ensayos Planta Agua PotableDocumento9 páginasPlan de Inspeccion y Ensayos Planta Agua PotablemarielaalmendrasAún no hay calificaciones
- 089-MB-IPLM-MEC-002 Rev. 1Documento15 páginas089-MB-IPLM-MEC-002 Rev. 1Alberto Watkins100% (1)
- Ac Anexo1Documento36 páginasAc Anexo1Hernan Lazaro Hernandez100% (3)
- Curso de Inspeccion VisualDocumento130 páginasCurso de Inspeccion Visualharold castillo100% (1)
- Registro de Inspeccion de Doblado de TuberiaDocumento2 páginasRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaAún no hay calificaciones
- Calificación de SoldadoresDocumento28 páginasCalificación de SoldadoresLuis MiguelAún no hay calificaciones
- VT EndiicsacDocumento1 páginaVT EndiicsacWilians Rosales ChavezAún no hay calificaciones
- Programa de Estudio Del CWIDocumento2 páginasPrograma de Estudio Del CWIGary Oporto cabasAún no hay calificaciones
- Procedimientos e Inspección de Soldadura API 1104Documento45 páginasProcedimientos e Inspección de Soldadura API 1104ruddyAún no hay calificaciones
- Proced Montaje EquiposDocumento14 páginasProced Montaje EquiposCURRITOJIMENEZ100% (1)
- Calificación de Soldadores y OperadoresDocumento10 páginasCalificación de Soldadores y OperadoresInktlán S TudioAún no hay calificaciones
- DTO0703EP Plan de Inspeccion SP22Documento7 páginasDTO0703EP Plan de Inspeccion SP22adrianAún no hay calificaciones
- Inspección VisualDocumento78 páginasInspección VisualPaco HidalgoAún no hay calificaciones
- Procedimiento VTTDocumento8 páginasProcedimiento VTTCarolina PBAún no hay calificaciones
- EC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01Documento14 páginasEC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01maggiremaAún no hay calificaciones
- Procedimiento de SoldaduraDocumento15 páginasProcedimiento de SoldaduraConexionesdepvc ConexioneAún no hay calificaciones
- PRO-PINS-04 Calificación y Certificación de Personal de PNDDocumento12 páginasPRO-PINS-04 Calificación y Certificación de Personal de PNDEspecialista AICO100% (2)
- PROCEDIMIENTO MT ASME Sec. V - Sec. VIII - 2012. RevisadoDocumento14 páginasPROCEDIMIENTO MT ASME Sec. V - Sec. VIII - 2012. RevisadoJonathan Espinoza MejiaAún no hay calificaciones
- Lineamientos ASME PCC-1 Armado de Juntas Empernadas - Predictiva21Documento22 páginasLineamientos ASME PCC-1 Armado de Juntas Empernadas - Predictiva21jorgeAún no hay calificaciones
- Curso de Preparación para La Certificación Como Inspector AutorizadoDocumento4 páginasCurso de Preparación para La Certificación Como Inspector AutorizadoEveldinAún no hay calificaciones
- Pruebas Hidráulicas para TanquesDocumento8 páginasPruebas Hidráulicas para TanquesG100% (1)
- Procedimiento NDTDocumento10 páginasProcedimiento NDTJose Horlando Muñoz HernandezAún no hay calificaciones
- Curso Basico de Inspector en Soldadura AwsDocumento99 páginasCurso Basico de Inspector en Soldadura AwsAlfonso Ballesteros100% (2)
- Diapositivas Curso Aws d1.1Documento122 páginasDiapositivas Curso Aws d1.1Gustavo Orbea100% (2)
- Procedimiento de Soldadura Rev 1Documento16 páginasProcedimiento de Soldadura Rev 1Thiago Vallejos100% (1)
- Prueba Neumatica Corregido 4Documento4 páginasPrueba Neumatica Corregido 4Mendoza MVAún no hay calificaciones
- Procedimiento - Identificación y Trazabilidad - CDocumento9 páginasProcedimiento - Identificación y Trazabilidad - CJesus CondoriAún no hay calificaciones
- Formato de InspeccionDocumento5 páginasFormato de InspeccionAnonymous PTTuiGR4100% (1)
- Instructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Documento9 páginasInstructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Ivan D100% (1)
- Procedimiento para Pruebas HidrostaticasDocumento8 páginasProcedimiento para Pruebas HidrostaticasRuben Dario Posada B100% (1)
- Ht-Po-Ndt-015 MFL A Pisos de TanquesDocumento11 páginasHt-Po-Ndt-015 MFL A Pisos de TanquesHenryZambranoAún no hay calificaciones
- PND-PR-14 Api 1104Documento37 páginasPND-PR-14 Api 1104Arnoldo López MéndezAún no hay calificaciones
- Procedimiento de Ensayos No Destructivos RadiografiaDocumento15 páginasProcedimiento de Ensayos No Destructivos RadiografiaLuis CasasAún no hay calificaciones
- PL-CYE-002 Plan de Inpeccion y Ensayo Eléctrico AntapaccayDocumento12 páginasPL-CYE-002 Plan de Inpeccion y Ensayo Eléctrico AntapaccayCarlo LaraAún no hay calificaciones
- Plan de Inspeccion y Pruebas SCT Lib PteDocumento7 páginasPlan de Inspeccion y Pruebas SCT Lib PteEdgar Hernández SaucedoAún no hay calificaciones
- PR-PP-14 Procedimiento Corte y Biselado para TuberiaDocumento8 páginasPR-PP-14 Procedimiento Corte y Biselado para TuberiaJavier Lozano AbrilAún no hay calificaciones
- Curso Basico de Inspeccion de Soldadura 01Documento15 páginasCurso Basico de Inspeccion de Soldadura 01aguiladezcalza69Aún no hay calificaciones
- Procedimiento de Inspeccion Visual de SoldaduraDocumento11 páginasProcedimiento de Inspeccion Visual de SoldaduraEddy ArreolaAún no hay calificaciones
- Gqaqc-Pro-011 Procedimiento de Inspección Visual en Aws d1.1 y d1.3 Rev 1Documento13 páginasGqaqc-Pro-011 Procedimiento de Inspección Visual en Aws d1.1 y d1.3 Rev 1Joni Fd100% (2)
- Rot-End-Iv-001 Rev 1Documento9 páginasRot-End-Iv-001 Rev 1Dante RojasAún no hay calificaciones
- Procedimiento de Inspeccion VisualDocumento6 páginasProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesAún no hay calificaciones
- Procedimiento de Inspección Visual de SoldadurasDocumento16 páginasProcedimiento de Inspección Visual de Soldadurasnv9f9qzbs2Aún no hay calificaciones
- M1.1.Bases Fisiológicas Del EjercicioDocumento27 páginasM1.1.Bases Fisiológicas Del EjercicioCamilo OrtuzarAún no hay calificaciones
- Cursos Gtaw Fcaw Gmaw Tuberia 2012iDocumento4 páginasCursos Gtaw Fcaw Gmaw Tuberia 2012imedita33076Aún no hay calificaciones
- Microscribe Plugin PDFDocumento10 páginasMicroscribe Plugin PDFmedita33076Aún no hay calificaciones
- Soldadura TIGDocumento23 páginasSoldadura TIGdavidderamon88% (8)
- LOTTTSV Ley Orgánica de Transporte Terreste y Seguridada Vial Reforma2011Documento81 páginasLOTTTSV Ley Orgánica de Transporte Terreste y Seguridada Vial Reforma2011gustbox3367100% (1)
- Marco TeoricoDocumento6 páginasMarco Teoricojhon andres corzo baronAún no hay calificaciones
- Reglamento Auditoria Interna-SbsDocumento19 páginasReglamento Auditoria Interna-SbskenyrAún no hay calificaciones
- Plantilla - Trabajo Semana 3Documento10 páginasPlantilla - Trabajo Semana 3Mercedes MartinezAún no hay calificaciones
- Trabajo de GradoDocumento31 páginasTrabajo de GradoAngie DiazAún no hay calificaciones
- Porque Es Necesario Un Sistema AdministrativoDocumento6 páginasPorque Es Necesario Un Sistema Administrativonestor casanovaAún no hay calificaciones
- Evaluacion de Aprendizajes Previos Intervenir YuryDocumento6 páginasEvaluacion de Aprendizajes Previos Intervenir YuryYury Suarez MoraAún no hay calificaciones
- Innova HoteleraDocumento33 páginasInnova HoteleraCesar OsorioAún no hay calificaciones
- 3.-Terminos de ReferenciaDocumento28 páginas3.-Terminos de ReferenciaCristianEscalanteAún no hay calificaciones
- Haccp PapillaDocumento54 páginasHaccp PapillaRoger Ramos Guerrero100% (2)
- Eficiencia LaboralDocumento10 páginasEficiencia Laboraldome.coellogAún no hay calificaciones
- Plan de Marketing American Fitness CenterDocumento34 páginasPlan de Marketing American Fitness CenterLuci LucelliAún no hay calificaciones
- Entregable Auditoría InformáticaDocumento40 páginasEntregable Auditoría InformáticaFiorela Torres LabradorAún no hay calificaciones
- Esquema de Estudio TecnicoDocumento7 páginasEsquema de Estudio TecnicoKarlita M.Aún no hay calificaciones
- Contrucciones de MamposteriaDocumento52 páginasContrucciones de MamposteriaGabriel AlvarezAún no hay calificaciones
- Taller Política de CalidadDocumento4 páginasTaller Política de CalidadJulio ChunaAún no hay calificaciones
- Tesis 5sDocumento78 páginasTesis 5sJose Tejada Arreaga100% (8)
- Modulo 1 El Mantenimiento y El Análisis de Fallas 2020Documento24 páginasModulo 1 El Mantenimiento y El Análisis de Fallas 2020victorAún no hay calificaciones
- Práctica III Fines, Objetivos, MetasDocumento17 páginasPráctica III Fines, Objetivos, MetasDavid BenitezAún no hay calificaciones
- Actividad 1 RAMODocumento4 páginasActividad 1 RAMOJeferson RomeroAún no hay calificaciones
- Filosofía Empresarial NormatividadDocumento18 páginasFilosofía Empresarial NormatividadOscar P.GAún no hay calificaciones
- Gestión de Las Excretas y Aguas Residuales en Costa Rica Situación Actual y PerspectivaDocumento91 páginasGestión de Las Excretas y Aguas Residuales en Costa Rica Situación Actual y PerspectivaDany FajardoAún no hay calificaciones
- Modelo de SabritasDocumento18 páginasModelo de SabritasOscar Arturo Avalos de la Cruz0% (1)
- Diapositivas LiderazgoDocumento137 páginasDiapositivas LiderazgoMiriam MonrroyAún no hay calificaciones
- Tarea 4 Aplicación Fundamentos de Conformado de Materiales - Grupo 212022 - 20 - ColaborativoDocumento10 páginasTarea 4 Aplicación Fundamentos de Conformado de Materiales - Grupo 212022 - 20 - ColaborativoMartin Navas100% (1)
- Cruz Miguel SGC Ea2Documento12 páginasCruz Miguel SGC Ea2Miguel CruzAún no hay calificaciones
- Funny PopDocumento15 páginasFunny PoptabernadivinoAún no hay calificaciones
- TEQUILLADocumento48 páginasTEQUILLAGabriel Ramirez86% (7)
- Control Estadístico de La Calidad y Seis Sigma - Humberto GutiérrezDocumento19 páginasControl Estadístico de La Calidad y Seis Sigma - Humberto GutiérrezCarlos LunaAún no hay calificaciones
- Cuestionario de RepasoDocumento5 páginasCuestionario de Repasocharlie johana100% (1)