También podría gustarte
- Trabajo Practicas de Embarque SOROLLADocumento84 páginasTrabajo Practicas de Embarque SOROLLAXavi RedondoAún no hay calificaciones
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaDe EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaCalificación: 3 de 5 estrellas3/5 (3)
- Manual de Instalación Aqua InverterDocumento58 páginasManual de Instalación Aqua InverterRuben NuñezAún no hay calificaciones
- Manual de Uso y Mantenimiento A BordoDocumento15 páginasManual de Uso y Mantenimiento A BordoJuan Pedreno BernalAún no hay calificaciones
- Proyecto Del Sistema de La SentinaDocumento55 páginasProyecto Del Sistema de La SentinaSylar AntonAún no hay calificaciones
- 4602sp BA 4602 SP 09.04Documento38 páginas4602sp BA 4602 SP 09.04Ed OrtizAún no hay calificaciones
- Descriptiva, Funcionamiento y Averias Del Buque FF Bonanza ExpressDocumento104 páginasDescriptiva, Funcionamiento y Averias Del Buque FF Bonanza Expressalmonday100% (1)
- Curso Auxiliar Máquinas NavalesDocumento32 páginasCurso Auxiliar Máquinas NavalesGustavoAún no hay calificaciones
- Procedimiento Sistema de Propulsion y GobiernoDocumento8 páginasProcedimiento Sistema de Propulsion y GobiernoCarlos Auvin Rojas LeonAún no hay calificaciones
- DF-PRT-OPE-007 Levado de Anclas Con Apoyo de RemolcadoresDocumento30 páginasDF-PRT-OPE-007 Levado de Anclas Con Apoyo de RemolcadoresArnoldo López Méndez100% (1)
- Sistema de Combustible: Instrucciones de Instalación - Motores Industriales 9A, 12A, 16ADocumento11 páginasSistema de Combustible: Instrucciones de Instalación - Motores Industriales 9A, 12A, 16AValdeir AlmeidaAún no hay calificaciones
- Mantenimiento Motor MarinoDocumento5 páginasMantenimiento Motor MarinoEver Leite100% (1)
- MTP-0305 Control de AveriasDocumento13 páginasMTP-0305 Control de Averiashugo jose CarrascalAún no hay calificaciones
- La EmpresaDocumento14 páginasLa EmpresaKaren Pamela Rodriguez GutierrezAún no hay calificaciones
- Introducción Al Plan de Mantenimiento Del Buque (Parte 2)Documento11 páginasIntroducción Al Plan de Mantenimiento Del Buque (Parte 2)Esteban GallardoAún no hay calificaciones
- Cuadernillo 0 Memoria Explicativa - OkDocumento8 páginasCuadernillo 0 Memoria Explicativa - OkricardoAún no hay calificaciones
- Generalidades Instalacion Motores IndustrialesDocumento164 páginasGeneralidades Instalacion Motores IndustrialesEdward De La Cruz100% (1)
- Manual SV ClientesDocumento104 páginasManual SV ClientesEnzo AguilarAún no hay calificaciones
- Manten. y Comprob. de ElementosDocumento13 páginasManten. y Comprob. de ElementosManuela García FernándezAún no hay calificaciones
- Descripcion y Mantenimiento Del Sistema Waterjet Del Buque Bentago Express PDFDocumento120 páginasDescripcion y Mantenimiento Del Sistema Waterjet Del Buque Bentago Express PDFNelly QuezadaAún no hay calificaciones
- Maquinilla PescaDocumento33 páginasMaquinilla Pescarhinitapr100% (1)
- "Optimizacion Del Servicio de Carenamiento de Buques en La Empresa AstinaveDocumento79 páginas"Optimizacion Del Servicio de Carenamiento de Buques en La Empresa AstinaveMARIO HUAMANAún no hay calificaciones
- 1 PDFDocumento69 páginas1 PDFAnthony Lezcano MAún no hay calificaciones
- Admon Proyectos - Caso Reparación Del AutomóvilDocumento10 páginasAdmon Proyectos - Caso Reparación Del AutomóvilCHAKAKAKAún no hay calificaciones
- Diseño Sistema Propulsion MarinosDocumento8 páginasDiseño Sistema Propulsion MarinosAlfredo Ortiz BocanegraAún no hay calificaciones
- Pesquera MantenimientoDocumento152 páginasPesquera MantenimientoTobias Alberto Gonzalez PeresAún no hay calificaciones
- Maquinas JS El CanoDocumento271 páginasMaquinas JS El CanoJan OlveggAún no hay calificaciones
- Caracteristicas Unidades IncanalDocumento7 páginasCaracteristicas Unidades IncanalglegonAún no hay calificaciones
- Reporte Prueba de Control Electronico de Propulsion Twin Disc Ec300 - Ribar XviiDocumento2 páginasReporte Prueba de Control Electronico de Propulsion Twin Disc Ec300 - Ribar XviiOrlando EsquivelAún no hay calificaciones
- Examen Final MV323 - SolucionarioDocumento5 páginasExamen Final MV323 - SolucionarioVictor Gabriel Loayza ArroyoAún no hay calificaciones
- Alternador AVK - DSG 86 L1-4 Instalacion Servicio y MantenimientoDocumento243 páginasAlternador AVK - DSG 86 L1-4 Instalacion Servicio y MantenimientoMartin FloresAún no hay calificaciones
- Grundfosliterature 886Documento96 páginasGrundfosliterature 886mecatronico87Aún no hay calificaciones
- Manual para Aplicacion Ejes Propulsores MarinosDocumento13 páginasManual para Aplicacion Ejes Propulsores MarinosleoscazAún no hay calificaciones
- Motor Fuera de BordaDocumento7 páginasMotor Fuera de BordaRubenAún no hay calificaciones
- Jorge Medina - Barco Atunero Via HarmattanDocumento2 páginasJorge Medina - Barco Atunero Via HarmattanChinese GustavoAún no hay calificaciones
- Diseño de Un Sistema de EscapeDocumento33 páginasDiseño de Un Sistema de Escapeedgar luis100% (1)
- PFC Gestion de La Reparacion de Un Buque en Astillero PDFDocumento118 páginasPFC Gestion de La Reparacion de Un Buque en Astillero PDFAnibal Vp100% (1)
- Conversion de Un Buque Pesquero Sardinero en Un Buque Pesquero Multiproposito PDFDocumento90 páginasConversion de Un Buque Pesquero Sardinero en Un Buque Pesquero Multiproposito PDFMARIO HUAMANAún no hay calificaciones
- Manguera-Hidraulica-Alta-Presion-Sae 100-R2-At PDFDocumento1 páginaManguera-Hidraulica-Alta-Presion-Sae 100-R2-At PDFAníbal Felipe Gutiérrez BalladaresAún no hay calificaciones
- Sp-10-Om-po-001 Mantenimiento de Motor Compresor Sullair Tg7Documento6 páginasSp-10-Om-po-001 Mantenimiento de Motor Compresor Sullair Tg7Victor Hugo Huaman PalominoAún no hay calificaciones
- Amercoat 78 HBDocumento2 páginasAmercoat 78 HBAlmagesto QuenayaAún no hay calificaciones
- Despiece Solé Mini 17Documento38 páginasDespiece Solé Mini 17Tibor Quiven100% (1)
- Curso Lubricacion y Refrigeracion Motores MarinosDocumento42 páginasCurso Lubricacion y Refrigeracion Motores MarinosRicardito FernandezAún no hay calificaciones
- Manual PT 24 20W - PT 40W - 10 08.en - EsDocumento16 páginasManual PT 24 20W - PT 40W - 10 08.en - EsGerson D. ColmenaresAún no hay calificaciones
- Reglas para La Clasificación de Embarcaciones de Navegación InteriorDocumento203 páginasReglas para La Clasificación de Embarcaciones de Navegación InteriorFarid BerrioAún no hay calificaciones
- Diseño y Cálculo de Un Tambor de Pesca Long Line para Una Pesquería Industrial Con Énfasis en El Recurso Del Atún - Seguimiento IiDocumento17 páginasDiseño y Cálculo de Un Tambor de Pesca Long Line para Una Pesquería Industrial Con Énfasis en El Recurso Del Atún - Seguimiento Iicivk100% (1)
- 5 Electrotecnia Aplicada PDFDocumento219 páginas5 Electrotecnia Aplicada PDFnelson caballeroAún no hay calificaciones
- TF Tuestas Renzo PDFDocumento346 páginasTF Tuestas Renzo PDFRaul PerezAún no hay calificaciones
- Lista de Guardia CoyhaiqueDocumento86 páginasLista de Guardia CoyhaiqueGabriel Esteban González FrancoAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualEdwin Robles Orozco100% (1)
- Ae c5 TV Ficha TecnicaDocumento2 páginasAe c5 TV Ficha Tecnicagatuso123Aún no hay calificaciones
- RCM - BendixDocumento10 páginasRCM - BendixsthalimAún no hay calificaciones
- Manual ssw03 PlusDocumento120 páginasManual ssw03 Plusjuan manuelAún no hay calificaciones
- TESISDocumento168 páginasTESISPaul MuñozAún no hay calificaciones
- VDO-Marine ES 09-2018 PDFDocumento68 páginasVDO-Marine ES 09-2018 PDFjuanchis650Aún no hay calificaciones
- Bobinados GeneradorDocumento8 páginasBobinados GeneradorJorge Peralta OrozcoAún no hay calificaciones
- Sistema Propulsor PDFDocumento141 páginasSistema Propulsor PDFCRISTHIAN PIERR PAUSIC BAZALARAún no hay calificaciones
- Reporte de Instalacion de Acoplamiento Flexible de Propulsion Vulastik-L Ribar XviiiDocumento9 páginasReporte de Instalacion de Acoplamiento Flexible de Propulsion Vulastik-L Ribar XviiiOrlando EsquivelAún no hay calificaciones
- Alineamiento de MaquinariaDocumento24 páginasAlineamiento de MaquinariaMauricio Leonardo Chica SandovalAún no hay calificaciones
- 1 - Cap. 1.mantenimiento - Aspectos GeneralesDocumento10 páginas1 - Cap. 1.mantenimiento - Aspectos GeneralesEMERSON CARLOS LEYVA LEONAún no hay calificaciones
- Introducción Al Plan de Mantenimiento Del BuqueDocumento23 páginasIntroducción Al Plan de Mantenimiento Del BuqueWilliam CentenoAún no hay calificaciones
- D7788BNG EsDocumento25 páginasD7788BNG EsXavi RedondoAún no hay calificaciones
- Combustible Aceite Agua de Refrigeracion46 02 200322-01Documento24 páginasCombustible Aceite Agua de Refrigeracion46 02 200322-01Xavi RedondoAún no hay calificaciones
- Sistema de LubricaciónDocumento14 páginasSistema de LubricaciónXavi RedondoAún no hay calificaciones
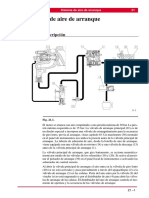
- Sistema de Aire de Arranque: 21.1. DescripciónDocumento12 páginasSistema de Aire de Arranque: 21.1. DescripciónXavi RedondoAún no hay calificaciones
- Sistema de Aire de Arranque: 21.1. DescripciónDocumento12 páginasSistema de Aire de Arranque: 21.1. DescripciónXavi RedondoAún no hay calificaciones
- Símbolos HidráulicosDocumento11 páginasSímbolos HidráulicosXavi RedondoAún no hay calificaciones
- Hora Fecha y Lugar TeoriaDocumento1 páginaHora Fecha y Lugar TeoriaXavi RedondoAún no hay calificaciones
- Fitxa Tecnica Targeta Valor ConsignaDocumento4 páginasFitxa Tecnica Targeta Valor ConsignaXavi RedondoAún no hay calificaciones
- Simbologia NeumaticaDocumento5 páginasSimbologia NeumaticaXavi Redondo100% (1)
- Presentacion de Frio IndustrialDocumento28 páginasPresentacion de Frio IndustrialXavi RedondoAún no hay calificaciones
- Mantenimiento de Instalaciones Frigoríficas Industriales Tema7Documento16 páginasMantenimiento de Instalaciones Frigoríficas Industriales Tema7Xavi RedondoAún no hay calificaciones
- Puesta en Servicio de Instalaciones Frigoríficas IndustrialesDocumento27 páginasPuesta en Servicio de Instalaciones Frigoríficas IndustrialesXavi RedondoAún no hay calificaciones
- Cuestionario SevimarDocumento9 páginasCuestionario SevimarXavi RedondoAún no hay calificaciones
- Aula Virtual NetDocumento13 páginasAula Virtual NetVictor Jose Rua ChicaAún no hay calificaciones
- Taller Sistema de Costeo Por ProcesosDocumento1 páginaTaller Sistema de Costeo Por ProcesosAlvarez A. Carlos0% (1)
- Química para Geología PDFDocumento256 páginasQuímica para Geología PDFmarcopumas100% (1)
- Lopezama PDFDocumento243 páginasLopezama PDFSantiagoPazánGarcésAún no hay calificaciones
- Investigacion Overclocking, Overvolting, Underclocking, UndevoltingDocumento7 páginasInvestigacion Overclocking, Overvolting, Underclocking, UndevoltingDaya MendozaAún no hay calificaciones
- MM 411 Teoria Semana 2Documento23 páginasMM 411 Teoria Semana 2raul333mnAún no hay calificaciones
- E Tax PreguntasDocumento3 páginasE Tax PreguntasRoyer Jheol Aguilar EsquivelAún no hay calificaciones
- NCh-ISO 14025-2012-046Documento44 páginasNCh-ISO 14025-2012-046Janeth Quintanilla SandovalAún no hay calificaciones
- Integracion de Notas GENERAL 2022Documento80 páginasIntegracion de Notas GENERAL 2022carlos juarezAún no hay calificaciones
- Aula Virtual de Ingles Básico para PrincipiantesDocumento7 páginasAula Virtual de Ingles Básico para Principiantesusuariojafv74Aún no hay calificaciones
- Actividad 1-2083239Documento3 páginasActividad 1-2083239fige80Aún no hay calificaciones
- ManualPracticoOEADocumento70 páginasManualPracticoOEAMIGUEL ANGEL RODRIGUEZ GALEGOSAún no hay calificaciones
- Foro DiDi RiderDocumento6 páginasForo DiDi Riderjony123654789Aún no hay calificaciones
- Problemas de Programacion Pseint 5Documento16 páginasProblemas de Programacion Pseint 5Juan Diego GonzálezAún no hay calificaciones
- Bnc-Ps-Reqts-Mobilization Activation Debitcard Funds FCDocumento1 páginaBnc-Ps-Reqts-Mobilization Activation Debitcard Funds FCdennysAún no hay calificaciones
- Cuál Es El Origen de Los Nombres de Las Marcas Que ConocemosDocumento10 páginasCuál Es El Origen de Los Nombres de Las Marcas Que ConocemosmundocohenAún no hay calificaciones
- Aplicaciones Moviles Con KIVYDocumento15 páginasAplicaciones Moviles Con KIVYAlexander RamirezAún no hay calificaciones
- El Pedido de Una Computadora Personal Digital Puede Especificar Uno de Cinco Tamaños de MemoriaDocumento2 páginasEl Pedido de Una Computadora Personal Digital Puede Especificar Uno de Cinco Tamaños de MemoriaJesus Garcia HernandezAún no hay calificaciones
- Manual de Procedimientos DISEÑODocumento13 páginasManual de Procedimientos DISEÑOestefania sotoAún no hay calificaciones
- Paso A Paso Bachiller. 2CDocumento19 páginasPaso A Paso Bachiller. 2Cfernando Celimene VidalAún no hay calificaciones
- Paredes CNDocumento103 páginasParedes CNAlex J. AquiNoAún no hay calificaciones
- Evolución Del MicrocontroladorDocumento25 páginasEvolución Del MicrocontroladorOscar HdezAún no hay calificaciones
- Expo RedesDocumento12 páginasExpo RedesMiharuMichaelisAún no hay calificaciones
- Infografia Herramientas 2Documento1 páginaInfografia Herramientas 2Tania M Aguirre YañezAún no hay calificaciones
- Evaluación Numeros EnterosDocumento1 páginaEvaluación Numeros EnterosSOTOGUTIE3125Aún no hay calificaciones
- Guia - de - Aprendizaje 004Documento18 páginasGuia - de - Aprendizaje 004maria nidia gutierrezAún no hay calificaciones
- Aplicaciones Del Georadar de Subsuelo en ObrasDocumento9 páginasAplicaciones Del Georadar de Subsuelo en ObrasArwin TroconisAún no hay calificaciones
- Manual m3 Ds Real Rumble21114143141213312Documento8 páginasManual m3 Ds Real Rumble21114143141213312ZrtschAún no hay calificaciones
- Innovate PeruDocumento49 páginasInnovate PeruBraddock Tony ChambillaAún no hay calificaciones
- La Administracion y La Colaboracion de Un ProyectoDocumento7 páginasLa Administracion y La Colaboracion de Un ProyectoJosé Luis Méndez PinedaAún no hay calificaciones