Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Saw PDF
Cargado por
luiscalderas1Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Saw PDF
Cargado por
luiscalderas1Copyright:
Formatos disponibles
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Te m a 1 . 1 0
“SOLDEO POR ARCO SUMERGIDO”
Preparado y Revisado por:
Ángela Lázaro Martín
Lincoln KD, S.A.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -1-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
ÍNDICE:
1. SOLDADURA POR ARCO SUMERGIDO
2. MATERIALES DE BASE
3. PRODUCTOS DE APORTE
3.1 Electrodos.
3.2 Fluxes.
4. ESPECIFICACIONES
4.1 EN
4.2 AWS
5. CARACTERÍSTICAS Y PROPIEDADES DEL METAL
5.1 Composición de flux.
5.2 Características mecánicas.
5.3 Clases de corriente y polaridad.
5.4 Influencia de los parámetros de soldeo.
6. RECOMENDACIONES GENERALES
7. DEFECTOS DE LAS SOLDADURAS
8. VENTAJAS Y LIMITACIONES DEL PROCESO
9. TECNICAS ESPECIALES
9.1 Soldadura con hilo caliente.
9.2 Arco sumergido con electrodo de banda.
9.3 Soldadura con electrodo múltiple.
9.4 Adición de polvos metálicos.
9.5 Soldadura con electrodo prolongado.
10. SEGURIDAD E HIGIENE
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -2-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
1. SOLDADURA POR ARCO SUMERGIDO
El proceso de soldadura por arco sumergido, o método SAW, consiste en la fusión de un electrodo
continuo, que puede ser macizo o tubular, protegida por la escoria generada por un flux (*), granulado o en
polvo, con el que se alimenta el arco por separado.
El proceso de Arco Sumergido permite depositar grandes volúmenes de metal de soldadura de excelente
calidad (tasas de deposición de hasta 50 kg/hr) a bajo coste para una amplia gama de aplicaciones. El
sistema es totalmente automático y permite obtener grandes rendimientos en producción. Se puede usar
también como un proceso semiautomático, mediante una pistola manual, similar a la que se usa en
soldadura MIG/MAG, pero con diámetros de hilo mayores (hasta 2,4 mm) y, de forma parecida a como en el
proceso MIG se aportaría gas de protección, se aporta en este caso el flux que nos viene alimentado de un
tanque a presión.
El arco eléctrico se establece entre el electrodo metálico y la pieza a soldar. Como electrodos, pueden
utilizarse uno o varios alambres o hilos simultáneamente o bien flejes o bandas.
El flux protege el arco y el baño de fusión de la atmósfera circundante, de tal manera que ambos
permanecen invisibles durante el proceso. Parte del flux se funde con un papel similar al del recubrimiento
en los electrodos revestidos: protege el arco, lo estabiliza, genera una escoria de viscosidad y tensión
superficial adecuadas e incluso permite añadir elementos de aleación o compensar la pérdida de ellos. El
resto de flux, no fundido, puede recuperarse y reciclarse en el proceso.
La figura 1 muestra cómo funciona el proceso de arco sumergido.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -3-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Las figuras 2 y 3 muestran respectivamente los elementos del sistema de forma esquemática y su
aplicación práctica en un equipo industrial.
En la figura 4 se describen los elementos necesarios, más usuales, en una instalación para soldadura por
arco sumergido.
Figura 2:
A.- Cordón de soldadura F.- Flux
B.- Escoria solidificada G.- Alimentador del flux
C.- Aspirador de flux H.- Cordón de la raíz
D.- Soporte guía del electrodo I.- Metal de base
E.- Electrodo
(*) N. del A. Se prefiere mantener esta palabra sin traducir. Por una parte, se emplea corrientemente y,
por otra, es más amplia que “polvo”, que también se utiliza, ya que algunos de los fluxes son en realidad
granulados.
FIGURA 3
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -4-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Cofre de control de
parámetros
Hilo
Tolva de flux
Fuente de corriente
Cables Cabezal de
soldadura
11
FIGURA 4
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -5-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
2. MATERIALES DE BASE
Este proceso es bastante versátil y se utiliza para unir aceros al carbono, de baja aleación, inoxidables y
aleaciones de níquel. También se emplea para revestir materiales con objeto de resistir el fenómeno de
corrosión, procedimiento denominado de “overlay” o recargue, que será tratado posteriormente. Tanto la
calidad como el aspecto que se obtiene de las uniones con este proceso suele ser excelente. En la figura 5
se da una idea de las ventajas del proceso SAW con otros procesos de soldadura:
Figura 5
La figura 6 muestra el esquema de instalación industrial de una columna SAW llevando a cabo una
costura circunferencial en un recipiente, que a su vez es girado por medio de viradores.
En la figura 7 se observa un tractor SAW para realización de soldaduras automatizadas con la menor
inversión.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -6-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 6
FIGURA 7
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -7-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
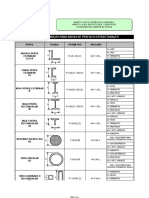
3. PRODUCTOS DE APORTE
3.1 Electrodos
Existen electrodos para soldar aceros al carbono, de baja aleación, de alto contenido en carbono, aleados,
inoxidables, aleaciones de níquel y aleaciones especiales para aplicaciones de recargues. Los electrodos se
suministran en forma de alambre sólido o tubular con flux o metal en polvo en su interior, y en forma de fleje
o banda, especiales para depósitos por recargue, como los mostrados en las figuras 8 y 9 en donde se
trabaja sobre la superficie interna de la parte cilíndrica de un recipiente y en la 10, sobre uno de sus fondos.
FIGURA 8
FIGURA 9
FIGURA 10
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -8-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Normalmente se presentan enrollados en carretes de 10 a 500 kg de peso o en bidones de 100 a 1000
kg, mientras que el fleje se suministra en bobinas. Los electrodos de acero se recubren de cobre, excepto
para soldaduras de materiales resistentes a la corrosión, ciertas aplicaciones nucleares o la fabricación de
reactores para la industria del petróleo y petroquímica. El recubrimiento de cobre evita la corrosión, mejora el
contacto eléctrico y disminuye el rozamiento del hilo con el dispositivo de alimentación.
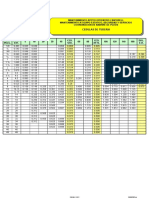
El diámetro del hilo varía normalmente desde 1,6 mm a 6,4 mm.
La gama de intensidades usuales es la siguiente:
Rango de intensidades
mm Amperios
1,6 150 - 300
2 200 - 400
2,4 250 - 500
3,2 300 - 600
4 400 - 800
4,8 500 - 1000
5,6 600 - 1200
6,4 700 - 1600
3.2 Fluxes
Son compuestos minerales mezclados. Entre ellos se encuentran SiO2, TiO2, CaO, MgO, Al2O3, MnO,
K2O, Na2O, Li2O, FeO, ZrO2 y CaF2.
Como ocurre con los electrodos revestidos para soldadura manual, el fabricante del flux se reserva la
composición química completa del mismo y todo lo más ofrece porcentajes parciales de elementos
agrupados por familias que ejercen una acción similar. Según el sistema de fabricación se dividen en:
3.2.1 Fluxes fundidos.
En los fluxes fundidos (fused o prefused) la materia prima se mezcla en seco y se funde posteriormente
en un horno eléctrico a una temperatura entre 1500ºC y 1700ºC. Después de la fusión y de cualquier adición
final, la carga del horno es colada y enfriada. El enfriamiento se produce por el paso de la mezcla fundida a
través de una corriente de agua. El resultado es un producto con apariencia cristalina que es triturado,
cribado para clasificación según tamaño y envasado.
Los fluxes fundidos tienen las siguientes ventajas:
Buena homogeneidad química.
Fácil eliminación de los finos, sin que afecte la composición del flux.
Normalmente no higroscópicos, lo que simplifica su manejo y almacenamiento, al mismo tiempo
que elimina problemas de soldadura.
Permiten el reciclado, sin cambios significativos en la composición de las partículas.
Adecuados para las más altas velocidades de trabajo en la operación de soldeo.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -9-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
La mayor limitación consiste en la dificultad de añadir desoxidantes y ferroaleaciones durante su
fabricación, sin segregaciones o pérdidas elevadas. La causa es la alta temperatura asociada a la fusión de
las materias primas. Esto supone que no puedan usarse en algunas aplicaciones, como en juntas estrechas
o cuando los requerimientos de propiedades mecánicas son elevados. Además no se pueden obtener en
grados básicos o neutros.
Ciertos fabricantes suelen expresar los contenidos de componentes, agrupados por familias:
SiO2 + TiO2 , CaO + MgO , Al2O3 + MnO , etc.
Existe una limitación en la intensidad máxima de utilización a efectos de estabilidad de elementos de flux,
que aproximadamente es de 800 A.
Al no ser higroscópicos, es suficiente tratarlos a unos 200ºC para eliminar la posible humedad.
3.2.2 Fluxes cohesionados
En la fabricación de un flux cohesionado (bonded), las materias primas son pulverizadas, mezcladas en
seco y cohesionadas con silicato potásico, silicato sódico o una mezcla de ambos. Esta parte de la
fabricación es similar a la de la pasta de los electrodos revestidos. Después del cohesionado, la mezcla
húmeda es sinterizada y cocida a una temperatura relativamente baja. Los “pellets” se rompen por
machaqueo, se criban para clasificación al tamaño deseado y se envasan en sacos de PVC para protegerlos
de la humedad.
Las ventajas de los fluxes cohesionados son:
Es posible la adición de desoxidantes y elementos de aleación, gracias a la baja temperatura
inherente al proceso. Los elementos de aleación pueden añadirse ya sea como ferroaleaciones o
como metales elementales, para producir aleaciones que no están disponibles en el mercado
como electrodos para uso manual o bien para ajustar la composición del metal depositado.
Al ser baja la densidad de estos fluxes permiten una capa de flux más gruesa en la soldadura.
Las escorias solidificadas son fácilmente eliminables.
Las limitaciones son:
Tendencia a absorber humedad, de la misma manera que el recubrimiento de los electrodos
revestidos, lo cual da lugar a posible formación de porosidades o fisuración por hidrógeno, a causa
de la absorción de humedad.
Posible cambio en la composición de flux, debido a la segregación o pérdida de las partículas finas.
La intensidad máxima de corriente para estos fluxes oscila entre 800-1000 A. Estos tipos de fluxes están
muy en desuso.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -10-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
3.2.3 Fluxes mezclados mecánicamente
Para producir un flux de este tipo, el fabricante o el usuario pueden mezclar dos o más fluxes fundidos,
cohesionados o aglomerados entre los comercialmente disponibles en la proporción necesaria para
conseguir los resultados deseados.
Los inconvenientes son:
Segregaciones durante su envasado, almacenamiento o manipulación.
Segregaciones en el sistema de alimentación y recuperación durante la operación de soldeo.
Posible inconsistencia de flux resultante de la mezcla.
Estos fluxes también están en desuso, siendo los más utilizados los fluxes aglomerados, que, por esa
causa veremos más en detalle:
3.2.4 Fluxes aglomerados
Las materias primas son óxidos de hierro, productos químicos tales como silicatos, fluoruros, carbonatos,
etc. Estas sustancias cumplen con objetivos diversos como escorificación viscosidad, desoxidación,
ionización, etc.
Ciertos fabricantes suelen expresar los contenidos de componentes agrupados por familias:
SiO2 + TiO2 , Al2O3 + MnO , CaF2 , CaO + MgO , etc.
El proceso de fabricación es similar al de los cohesionados, excepto que se utiliza un aglomerante
cerámico en lugar de un silicato. El aglomerante cerámico requiere un secado a temperaturas relativamente
elevadas.
Después de secos, se tamizan para conseguir la granulometría deseada. Los fluxes aglomerados se
consideran cerámicos porque no han sido fundidos. Presentan una superficie muy porosa y suelen ser
higroscópicos, por lo que se recomienda que su embalaje sea estanco, además de que puede requerirse su
resecado antes de usarlos o el mantenimiento en ambientes secos, tal como el ejemplo de
Recomendaciones de almacenamiento que se da más adelante.
Se distinguen de los fundidos porque:
Aportan mayor cantidad de elementos al metal depositado.
Se pueden utilizar con hilos no aleados.
Su actividad química es muy variada. Se distinguen entre fluxes activos, neutros o aleados según
si aportan algunos elementos de aleación al metal depositado adicional al aporte del hilo
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -11-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
consumible, o bien entre fluxes básicos, ácidos, rutilos o mezcla de ellos, según el tipo de escoria
que forman y las propiedades mecánicas que favorecen en el metal depositado.
El consumo de flux es menor.
La transferencia de Mn procedente del flux al metal depositado es cinco veces mayor en los aglomerados
que los fundidos. Por esta razón pueden utilizarse hilos con 0,5% de Mn en el primer caso, precisándose
hilos con el 2% de Mn en el caso de fluxes fundidos.
Una ventaja esencial es su baja densidad aparente. La consecuencia es que en el arco se funde o
escorifica poco flux. Como resultado, el consumo es de 0,9 kg de flux aglomerado frente a 1,3 kg de flux
fundido/kg de hilo (en condiciones óptimas de recuperación y reciclado del flux durante la soldadura).
En este tipo de flux, la intensidad máxima de utilización suele ser mayor que en los fundidos y oscila entre
800 y 1200 A, en función de la naturaleza de los componentes. La temperatura para eliminar la posible
humedad también es superior y se sitúa en torno a los 300ºC.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -12-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
EJEMPLO DE RECOMENDACIONES DE ALMACENAMIENTO Y SECADO DE LOS FLUXES PARA
ARCO SUMERGIDO, de un fabricante concreto
==============================================================
ALMACENAMIENTO
Los fluxes aglomerados en sacos de plástico, almacenados en su embalaje original, no dañado, requieren
las siguientes condiciones de almacenamiento a fin de evitar una absorción excesiva de humedad.
Temperatura superior en 5ºC como mínimo, en relación a la temperatura ambiente.
El flux mantenido en su embalaje de origen, debe almacenarse a cubierto sin contacto directo con
el agua (lluvia o condensación).
SECADO
Condiciones de Almacenamiento : Temperatura > ambiente + 5ºC
Tiempo de almacenamiento :
De 0 a 6 meses : Utilizar tal cual
De 6 meses a 3 años : Secar de 1 a 2 horas a 300-375ºC
El secado debe efectuarse con el flux fuera de su embalaje, en una estufa ya calentada a la temperatura
deseada.
Se recomienda que la estufa tenga circulación de aire y evacuación de la atmósfera.
El flux debe colocarse lo más extendido posible, no debiendo sobrepasar los 3 cm. de altura.
La operación de secado puede efectuarse un máximo de 4 veces.
El flux secado, listo para la soldadura, se mantendrá seco durante un tiempo ilimitado, manteniéndolo a
una temperatura de 50-120ºC.
RECICLAJE
El flux no consumido, recogido después del fin de la soldadura, deberá ser depurado de cualquier tipo de
contaminante ( escoria, metal, etc.)
Se evitarán los daños sufridos por el flux en los sistemas de aspiración y de reciclaje.
La adición de un 10 a un 40% de flux nuevo, contribuirá a mantener la granulometría inicial del flux.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -13-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
CLASIFICACIÓN DE LOS FLUXES AGLOMERADOS:
Según su nivel de actividad:
Fluxes activos:
Contienen una cantidad controlada de Mn y/o Si que se añaden al flux para proporcionar mayor resistencia a
la porosidad o a la fisuración así como mayores niveles de resistencia mecánica.
Su uso está limitado a soldadura por un solo lado, por ambos lados, soldadura en rincón, pero no se
recomienda usarlos en multipasada para uniones de aceros de espesores mayores a 25 mm, ya que la
composición química y por tanto las propiedades mecánicas que se obtienen son no homogéneas en cada
una de las pasadas.
Fluxes neutros:
No producen cambios significativos en la composición química del metal depositado incluso aunque se
produzcan variaciones importantes del voltaje del arco (longitud de arco que, al variar, produce la fusión de
mayor o menor cantidad de flux) durante la soldadura.
Se utilizan ampliamente ya que pueden usarse tanto en una sola pasada como en multipasada, sobre todo
en los casos en que se desea un solo flux para una amplia gama de aplicaciones.
Fluxes aleados:
Contienen una cantidad controlada de aleantes, los cuales producen, con alambres de acero al carbono,
metales depositados de aceros aleados.
Se utilizan principalmente en soldaduras de recargue, no siendo aconsejables para soldaduras de unión o si
se requiere una composición química y/o propiedades mecánicas completamente homogéneas en todas las
soldaduras, pues éstas dependerán en gran medida de la cantidad de flux que se funde en cada momento,
que es, a su vez, dependiente de la longitud del arco o del voltaje del mismo.
Se adjunta un artículo que puede resultar de sumo interés para elección del flux más idóneo para cada
aplicación:
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -14-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Selección del tipo de flux
Factores a tener en cuenta para maximizar la productividad y minimizar los costes
en soldadura SAW
The Lincoln Electric Co
Traducción: Jordi Donate, EWE, Lincoln KD, S.A.
Fluxes ácidos vs. Fluxes básicos
En los últimos años algunos fabricantes de consumibles de soldadura e ingenieros de soldadura han
invertido grandes esfuerzos para promocionar los fluxes básicos para arco sumergido como la mejor
elección en la mayoría de aplicaciones automáticas y semiautomáticas. Esta estrategia ha conducido a la
publicación de informaciones erróneas o faltas de rigor en la promoción de los fluxes básicos frente a los
ácidos.
Uno de los errores de concepto más importantes lo constituye la creencia generalizada de que el metal
depositado con fluxes altamente básicos proporciona muy buenas propiedades de resiliencia en soldadura
multipasada. Es importante entender que, contrariamente a esa extendida creencia, muchos de los fluxes
básicos disponibles comercialmente no muestran una relación directa entre basicidad y tenacidad del metal
depositado. Utilizar este criterio cuando se selecciona un flux para un determinado trabajo puede
incrementar a menudo los costes de producción, dificultar la realización de la soldadura y empobrecer la
calidad de la misma.
La elección del mejor par hilo/flux para una determinada aplicación debe tener en consideración muchos
otros factores. Simplificando, la elección de un par hilo/flux depende del tipo de aplicación.
Históricamente, el flux escogido como primera opción en aplicaciones de soldadura monopasada ha sido un
(1)
flux de tipo ácido, con valores de Índice de Basicidad menores que 1 . El motivo de esta elección es que los
fluxes ácidos, por su diseño, proporcionan las siguientes ventajas:
1. Excelente aspecto del cordón.
2. Mayor resistencia a la fisuración del metal de soldadura.
3. Mayor resistencia a la absorción de humedad y, en general, menor contenido de hidrógeno difusible en
el metal depositado.
4. Mayor resistencia a porosidad producida por óxido o desescamado.
5. Mayor resistencia a porosidad por contaminación de productos orgánicos (aceites,…)
6. Mayor resistencia a porosidad producida por soplo magnético.
7. Mayor resistencia a “pock marking”.
8. Mejor eliminación de escoria en soldadura horizontal y soldadura en rincón plano.
9. Procedimientos de soldadura con mayores velocidades y mayores productividades.
10. Capacidad para soldadura con corrientes elevadas.
11. Mejor eliminación de escoria en uniones estrechas que permite la utilización de bisel más pequeños,
reduciendo así los requisitos del metal de soldadura.
12. Menor coste del material debido a la selección de materia prima.
13. Menor tendencia a mordeduras en el metal de soldadura.
14. Mejor alimentación de flux.
(1)
. Una medida habitual de la basicidad de un flux es el Índice de Basicidad de Boniszewski, el cual está basado en la composición
química del flux. Se define como:
I.B. = 0.5 (FeO + MnO) + CaO + MgO + Na2O + K2O + CaF2
SiO2 + 0.5 (TiO2 + ZrO2 + Al2O3)
En general los fluxes con valores bajos del I.B. se consideran ácidos, mientras que los que tienen valores de I.B. más altos se
consideran más básicos.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -15-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
15. Mejores resiliencias en soldadura monopasada y en pasadas limitadas donde se tienen cantidades
apreciables de metal no afinado. (Contrariamente a la creencia de que los fluxes básicos siempre
proporcionan un metal de soldadura con mejores resiliencias).
Por todos estos motivos los fluxes ácidos han sido el consumible elegido en aplicaciones como son la
realización de costuras en la fabricación de tubos, en la fabricación de puentes y vigas, en la fabricación de
estructuras, depósitos, calderas, y en todo tipo de aplicaciones.
Además de su utilización en aplicaciones monopasada y en soldaduras con número de pasadas limitado, los
fluxes ácidos (acompañados del hilo adecuado) han sido utilizados con éxito durante muchos años en
aquellas aplicaciones de soldadura multipasada cuyos requisitos de propiedades mecánicas y economía han
justificado su uso.
Cuando se utilizan fluxes ácidos en aplicaciones que requieran más de tres pasadas, es importante escoger
el hilo correcto para asegurar la correcta composición química del metal depositado y el máximo valor de
dureza. En soldaduras de espesores mayores de 25 mm es importante utilizar un flux neutro,
independientemente de que sea ácido o básico.
A causa de que los fluxes altamente básicos pueden mostrar peores características de soldadura y, en
general tiene un coste superior, su uso debería estar limitado a aquellas aplicaciones en las que el requisito
más importante sea la obtención de valores altos de resiliencia en el metal depositado.
A pesar de que los fluxes ácidos generalmente no presentan valores de resiliencia tan altos como los fluxes
básicos en grandes espesores, la decisión final deberá estar basada en el cumplimiento de los requisitos del
trabajo a realizar, no en la naturaleza ácida o básica del flux. La idoneidad de la elección del par hilo/flux
debería estar basada en los resultados y no en un cálculo teórico como es el Índice de Basicidad.
Fluxes activos vs. fluxes neutros
Los términos “activo” y “neutro” responden a una características de los fluxes para arco sumergido que no
tiene nada que ver con la acidez y la basicidad del flux. Las normas AWS A5.17 y AWS A5.23 referidas a
fluxes para soldadura por arco sumergido contienen las siguientes definiciones en su apéndice.
Fluxes neutros
Son aquellos que no producirán cambios significativos en la composición química del metal depositado como
consecuencia de variaciones importantes en el voltaje, y por consiguiente, en la longitud de arco.
Los fluxes neutros se utilizan principalmente en soldadura multipasada, especialmente cuando el metal base
tiene un espesor mayor que 25mm.
Observe las siguientes consideraciones en relación con los fluxes neutros:
1. Ya que los fluxes neutros contienen poca o ninguna cantidad de desoxidantes, la función de desoxidante
debe ser confiada al hilo. Soldaduras monopasadas con una insuficiente desoxidación o chapas de
metal base fuertemente oxidada pueden producir porosidad, agrietamiento en el centro del cordón, o
ambos.
2. Mientras que los fluxes neutros mantienen la composición química del metal de soldadura incluso con
variaciones de voltaje, no siempre es cierto que la composición química del metal depositado sea la
misma que la composición del hilo que se esté utilizando. Algunos fluxes neutros descomponen por el
calor del arco liberando oxígeno, dando como resultado un valor de carbono más bajo en el metal
depositado que el contenido de carbono del hilo de soldar. Algunos fluxes neutros contienen
manganeso-silicato (MnO + SiO2) que puede descomponer por el calor del arco y añadir manganeso y
silicio al metal de soldadura. Estos cambios en la composición química del metal depositado son
completamente consistentes incluso cuando hay variaciones importantes del voltaje.
3. Incluso utilizando un flux neutro para mantener la composición química del metal depositado en un
determinado rango de valores de la tensión de soldadura, las propiedades mecánicas del metal
depositado, resistencia mecánica y resiliencia, pueden verse modificadas como consecuencia de
variaciones en otros parámetros de soldadura, como son la profundidad de fusión, el aporte térmico y el
número de pasadas.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -16-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Fluxes activos
Son aquellos que contienen pequeñas cantidades de manganeso y/o silicio. Estos desoxidantes se añaden
al flux para dotar al metal depositado de una mejor resistencia a la porosidad y a la fisuración ocasionada
por contaminantes o por la propia composición del metal base.
La principal aplicación de los fluxes activos es en la soldadura monopasada, especialmente sobre chapa
oxidada.
En relación con los fluxes activos es importante tener en cuenta las siguientes consideraciones:
1. Ya que los fluxes activos contienen algunos desoxidantes, el porcentaje de manganeso y/o silicio en el
metal depositado variará al cambiar la tensión de soldadura. Un incremento en el contenido de
manganeso o silicio aumentará el valor de resistencia mecánica del metal depositado en aplicaciones de
soldadura multipasada, pero puede disminuir las propiedades de impactos. Por esta razón el voltaje
debe estar controlado de manera más estricta para aplicaciones multipasada cuando se utilizan fluxes
activos que cuando se utilizan fluxes neutros.
2. Algunos fluxes son más activos que otros. Esto quiere decir que, en aplicaciones monopasada, ofrecen
mayor resistencia a la porosidad causada por los óxidos presentes en la superficie del metal base que
un flux que sea menos activo, pero pueden plantear más problemas en soldaduras multipasadas.
El test utilizado para medir la neutralidad relativa de un flux fue desarrollado en Lincoln por Kermit Wall. De
hecho, el valor utilizado para comparar la neutralidad de diferentes fluxes se denomina Número de
Neutralidad de Wall. La descripción de este ensayo también está descrita en las especificaciones AWS.
Número de Neutralidad de Wall
El Número de Neutralidad de Wall es una medida relativa de la neutralidad de un flux. Es un valor que se
refiere al contenido de manganeso y silicio del metal depositado por fluxes e hilos para soldadura de
aceros al carbono. No es valor aplicable a fluxes aleados. Para que un par hilo-flux sea considerado neutro
debe tener un Número de Wall inferior o igual a 40. Cuanto más bajo es el valor del Número de Wall más
neutro es el flux.
La determinación del Número de Wall (N) puede realizarse como sigue:
1. Soldar una probeta para análisis químico (pastilla) con el par hilo-flux que se quiera analizar. Los
parámetros de soldadura serán los que indique la especificación para el diámetro de hilo que se esté
utilizando.
2. Soldar una segunda probeta utilizando los mismos parámetros, excepto el voltaje que debe ser
incrementado en 8 voltios.
3. La parte superior de cada una de las probetas se mecaniza hasta obtener una superficie limpia. Se
analizará sólo el metal de soldadura correspondiente al cordón superior (cuarto) depositado en último
lugar. Se analiza por separado el contenido de silicio y de manganeso.
4. El Número de Wall depende del valor absoluto de la variación del contenido de silicio y del valor absoluto
de la variación del contenido de manganeso en ambas probetas, independientemente sí éstos aumentan
o disminuyen. Se calcula de la siguiente forma:
N = 100 ( %Si + %Mn )
donde %Si es la diferencia entre los valores de %Si de las dos probetas, y
%Mn es la diferencia entre los valores de %Mn de las dos probetas
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -17-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
La tabla 1 muestra una amplia variedad de fluxes de aplicación industrial con sus características
específicas.
Tipo de Componentes Índice de
flux fundamentales Ventajas Limitaciones Basicida Clase Observaciones
d
Silicato de Mno+SiO2>50% Resistencia moderada. Limitado para soldeo por Acido Fundido Incrementa el Mn en el
manganeso Admite oxidación en el multipasadas y donde no metal depositado.
metal base. Alta se requiera tenacidad. Alto Intensidad máxima:
velocidad de soldeo. contenido de O2 e 1100 A. Permite
Facilidad de almacenaje incremento depositado. Se mayores velocidades de
reduce el C. soldeo.
Cálcico Ca + MgO + Alta corriente de soldeo. Mala tenacidad de la Acido Aglomerado Incremento variable de
con alto + SiO2 > 60% Admite oxidación en el soldadura. Utilizable donde Fundido Si en el metal
contenido metal base. no se requiere tenacidad. depositado. Apto para
de sílice Alto contenido en O2 en el intensidades de hasta
metal depositado. 2500 A. Hilos con alto
Mn.
Sillicato Ca + MgO + Moderada resistencia y Neutro Aglomerado
cálcico neutro + SiO2 > 60% tenacidad. Apto para Fundido
todo tipo de corriente.
Admite oxidación en el
metal base. Apto para
soldeo en una sola
pasada y en multipada.
Silicato Ca + MgO + Buena tenacidad con No se admite oxidación en Básico Aglomerado
cálcico + SiO2 > 60% resistencia mediana. Alta el metal base. No utilizable Fundido
con bajo velocidad de soldeo. No para soldadura con
contenido hay cambios en electrodos múltiples.
de sílice composición y el más
bajo en contenido CO2.
Aluminato Al2O3 + CaO + Buena resistencia y No admite oxidación en el Básico Aglomerado Normalmente
básico + MgO > 45% tenacidad en pasadas metal de base. Limitado a incrementa el Mn en el
Al2O3 > 20% múltiples. No modifica el soldadura con c.c. y metal depositado.
C, pero hay pérdidas de polaridad positiva. Mal Intensidad máxima
S y Si. desprendimiento de la 1200 A. Buenas
escoria. propiedades mecánicas.
Alúmina Bauxita No hay cambio de Neutro Aglomerado
composición de la Fundido
soldadura e introduce
menos O2 que los
ácidos. Permite una
velocidad de soldadura
de moderada a rápida.
Fluoruro CaO + MgO + Muy bajo O2. De Puede presentar Básico Aglomerado Puede usarse con todos
básico +MnO+CaF2> 5% moderada a buena problemas de Fundido los hilos. Preferible para
SiO2 22% tenacidad a baja desprendimiento de soldadura con c.c. Muy
CaF2 15% temperatura. escoria y de absorción de buenas propiedades de
humedad. la soldadura.
TABLA 1
FLUXES PARA SOLDADURA POR ARCO SUMERGIDO
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -18-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
4. ESPECIFICACIONES
Se verán en este apartado las dos especificaciones de uso más extendido: la especificación europea o
EN, y la americana o AWS (de la American Welding Society) a que obedecen son:
Normativa Europea EN:
Clasificación de Fluxes para Arco Sumergido EN 760
Clasificación de Hilos y Combinaciones Hilo/Flux de aceros
no aleados y de Grano Fino EN 756
Normativa Americana AWS:
Electrodos de acero al carbono y fluxes. AWS-A.5.17
Electrodos de aceros de baja aleación y fluxes. AWS-A.5.23
Electrodos de aceros inoxidables. AWS-A.5.9
Describiremos brevemente el contenido de estas especificaciones:
Electrodos de acero al carbono y fluxes.
Los hilos se clasifican por su composición química. Los fluxes, en base a las propiedades del metal
depositado obtenido con cada flux específico.
Electrodos de aceros de baja aleación y fluxes.
Los depósitos de baja aleación pueden obtenerse gracias al uso de hilos de acero de baja aleación, fluxes
conteniendo los elementos de aleación o hilos tubulares en los que el recubrimiento metálico contiene los
elementos de aleación. Los electrodos de acero aleado y los tubulares, se utilizan normalmente con un flux
neutro. Los fluxes conteniendo elementos de aleación se usan generalmente con un electrodo de acero al
carbono.
Electrodos de acero inoxidables.
La especificación AWS-A5.9 incluye aceros en los que el cromo excede del 4% y el níquel no supera el
50% de la aleación.
Los hilos se clasifican en base a su composición química y los alambres tubulares, de acuerdo al análisis
químico de del metal depositado con él.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -19-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
SISTEMA DE CLASIFICACIÓN SEGÚN EN DE FLUXES E HILOS
PARA SOLDADURA POR ARCO SUMERGIDO
La Normativa EN 760 para fluxes de soldadura por arco sumergido puede expresarse mediante el
siguiente esquema que ayuda a entender cada indicación que clasifica a un flux:
CLASIFICACIÓN EN 760:
Proceso SAW
Método de fabricación: “A” = Aglomerado ; “F” = Fundido ; “M” = Mixto
Tipo de flux: Ej.: “FB” = Fluorura básico ; “RS” = Rutilo-Silicato, etc.
Aplicaciones:
Ej.: “1” = Acero estructural, HSLA, etc.
“2” = Acero inoxidable o base níquel
“3” = Recargue
Comportamiento metalúrgico (ver cuadro)
Tipo de corriente: “AC” = C.A. y C.C.
“DC “ = Sólo C.C.
S A FB 1 54 AC H5
Hidrógeno difusible:
“HX” = Máximo X ml H2 / 100 g metal depositado
COMPORTAMIENTO METALÚRGICO
1 = > 0,7
PÉRDIDA
2 = 0,5 – 0,7
3 = 0,3 – 0,5
4 = 0,1 – 0,3
NEUTRO 5 = 0 – 0,1
ABSORCIÓN
6 = 0,1 – 0,3
7 = 0,3 – 0,5
8 = 0,5 – 0,7
9 = > 0,7
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -20-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
La Normativa EN 756 para hilos y combinaciones hilo/flux SAW para aceros no aleados y/o de grano fino
puede expresarse mediante el siguiente esquema que ayuda a entender cada indicación que clasifica a un
flux:
CLASIFICACIÓN EN 756:
Proceso SAW
Límite Elástico mínimo (Mpa):
“XX” = E > XX0 Mpa
“XT” = E en técnica de doble pasada (soldadura por dos caras)
Resiliencia:
47 J a “X0” ºC
“Z” = Sin requisitos de resiliencia
“A” = + 20ºC
Tipo de flux:
Ej.: “FB” = Fluoruro-Básico
“RS” = Rutilo-Silicato
Composición química del hilo
S 42 5 AB S3Si
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -21-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
SISTEMA DE CLASIFICACIÓN POR AWS
SOLDADURA DE ACEROS AL CARBONO POR ARCO SUMERGIDO
La American Welding Society establece actualmente para las soldaduras de aceros por arco sumergido,
el siguiente sistema de clasificación de los pares hilo/flux de aceros al carbono:
Indica flux
2
Indica la carga de rotura mínima del metal depositado en múltiplos de 10.000 psi (7 Kg/mm ).
Este dígito toma los valores de 6 ó 7 siendo total el que se indica en la tabla 2.
Hace referencia a la condición de tratamiento térmico de la probeta de metal depositado,
para ensayo de clasificación según la clave siguiente:
A: sin tratamiento
P: recocido a 620 15 C durante 1 hora.
o
Indica la temperatura más baja a la cual el metal depositado da una energía
de impacto mínima de 20 ft. Ib. (27 J) en un ensayo de resiliencia Charpy-V
según la clave siguiente:
Z: no se requiere ensayo;
o o o o
O: 0 F (-18 C) 5: -50 F (-46 C)
o o o o
2: -20 F (-29 C) 6: -60 F (-51 C)
o o o o
4: -40 F (-40 C) 8: -80 F (-62 C)
Indica electrodo.
F X X X- E X X X
Clasificación del electrodo utilizado, variable según
su composición química, como se indica en la
tabla 3
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -22-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Flux Carga de rotura Límite elástico mín. Alargamiento
2 2
Clasificación psi Kg/mm psi Kg/mm % mín.
F6XX-EXXX 60.000-80.000 42-56 48.000 34 22
F7XX-EXXX 70.000-95.000 49-67 58.000 40 22
TABLA 2
PROPIEDADES MECÁNICAS
Electrodo %C %Mn %Si %S %P %Cu
De bajo manganeso
EL8 0,10 0,25/0,60 0,07 0,035 0,035 0,35
EL8K 0,10 0,25/0,60 0,10/0,25 0,035 0,035 0,35
EL12 0,05/0,15 0,25/0,60 0,07 0,035 0,035 0,35
De medio manganeso
EM12 0,06/0,15 0,80/1,25 0,10 0,035 0,035 0,35
EM12K 0,05/0,15 0,80/1,25 0,10/0,35 0,035 0,035 0,35
EM13K 0,07/0,19 0,90/1,40 0,35/0,75 0,035 0,035 0,35
EM15K 0,10/0,20 0,80/1,25 0,10/0,35 0,035 0,035 0,35
De alto manganeso
EH14 0,10/0,20 1,70/2,20 0,10 0,035 0,035 0,35
Los valores únicos indican porcentaje máximo.
TABLA 3
composición química de electrodos
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -23-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
SISTEMA DE CLASIFICACIÓN POR AWS
SOLDADURA DE ACEROS ALEADOS POR ARCO SUMERGIDO
La American Welding Society establece actualmente para las soldaduras de aceros por arco sumergido,
el siguiente sistema de clasificación de hilo/flux de aceros de baja aleación:
Indica flux
2
Indica la carga de rotura mínima del metal depositado en múltiplos de 10.000 psi (7 Kg/mm ).
Este toma los valores de 7, 8, 9, 10, 11 ó 12 siendo el significado total el que se indica en la
tabla 4.
Hace referencia a la condición de tratamiento térmico de la probeta de metal depositado,
para ensayo de clasificación según la clave siguiente:
A: sin tratamiento
P: recocido a la temperatura que se indica en la tabla 5 durante 1 hora.
Indica la temperatura más baja a la cual el metal depositado da una energía
de impacto mínima de 20 ft. Ib. (27 J) en un ensayo de resiliencia Charpy-V
según la clave siguiente:
Z: no se requiere ensayo;
o o o o
O: 0 F (-18 C) 6: -60 F (-51 C)
o o o o
2: -20 F (-29 C) 8: -80 F (-62 C)
o o o o
4: -40 F (-40 C) 10: -100 F (-73 C)
o o o o
5: -50 F (-46 C) 15: -150 F (-101 C)
Indica electrodo.
Su presencia indica que se trata de electrodo tubular relleno y su
ausencia que se trata de hilo macizo.
Clasificación del electrodo utilizado, variables según
su composición química como se indica en la tabla 6.
Las tres equis no implica que sean tres dígitos o
letras.
Hace referencia a la composición química del
metal depositado como se indica en la tabla 7.
Una equis no implica que sea un sólo dígito o
letra.
Su presencia indica que se utiliza en
reactores nucleares modificando los
siguientes porcentajes como sigue:
P=0,012%; V=0,05%máx;
Cu=0,08%máx
F X X X- E C XXX N-X N
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -24-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Clasificación Carga de rotura Límite elástico mín. Alargamiento
2 2
flux psi Kg/mm psi Kg/mm % mín.
F7XX-EXXX-X 70.000-95.000 49-67 58.000 40 22
F8XX-EXXX-X 80.000-100.000 56-70 68.000 48 20
F9XX-EXXX-X 90.000-110.000 63-77 78.000 55 17
F10XX-EXXX-X 100.000-120.000 70-84 88.000 62 16
F11XX-EXXX-X 110.000-130.000 77-91 98.000 69 15
F12XX-EXXX-X 120.000-140.000 84-98 108.000 76 14
TABLA 5
CARACTERÍSTICAS MECÁNICAS
Clasificación Temperatura
C 15
o
metal depositado
Aceros al carbono-molibdeno
A1 620
A2 620
A3 620
A4 620
Aceros al cromo-molibdeno
B2 620
B2H 620
B3 690
B4 690
B5 620
B6 730
B6H 870
Aceros al níquel
Ni1 620
Ni2 620
Ni3 605
Ni4 590
Otros aceros de baja aleación
F1 620
F2 620
F3 620
F4 565
F5 565
F6 565
M1 605
M2 605
M3 605
M4 605
W 620
G 620
Ver clave de clasificación en la tabla 4
TABLA 5
TEMPERATURA DE RECOCIDO DE LAS PROBETAS
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -25-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
C Mn Si S P Cr Ni Mo Cu V Al, Ti, Zr
Acero al Carbono
EL12 0,05/0,15 0,25/0,60 0,07
EM12K 0,05/0,15 0,80/1,25 0,10/0,35
Acero Carbono-Molibdeno
EA1 0,07/0,17 0,65/1,00 0,20
EA2 0,07/0,17 0,95/1,35 0,20
EA3 0,10/0,18 1,65/2,15 0,20
EA4 0,10/0,18 1,25/1,65 0,20
Acero al Cromo-Molibdeno
EB2 0,07/0,15 0,45/0,80 0,05/0,30
EB2H 0,28/0,33 0,45/0,65 0,55/0,75
EB3 0,07/0,15 0,45/0,80 0,05/0,30
EB5 0,18/0,23 0,40/0,70 0,40/0,60
EB6 0,10 0,40/0,65 0,20/0,50
EB6H 0,25/0,40 0,75/1,00 0,25/0,50
Acero al Níquel
ENi1 0,10 0,75/1,25 0,05/0,25
ENi2 0,10 0,75/1,25 0,05/0,25
ENi3 0,13 0,60/1,20 0,05/0,25
ENi4 0,12/0,19 0,60/1,00 0,10/0,30
Otros Aceros de Baja Aleación
EF1 0,07/0,15 0,90/1,70 0,15/0,35
EF2 0,10/0,18 1,70/2,40 0,20
EF3 0,10/0,18 1,70/2,40 0,20
EF4 0,16/0,23 0,60/0,90 0,15/0,35
EF5 0,10/0,17 1,70/2,20 0,20
EF6 0,07/0,15 1,45/1,90 0,10/0,30
EM2 0,10 1,25/1,80 0,20/0,60
EM3 0,10 1,40/1,80 0,20/0,60
EM4 0,10 1,40/1,80 0,20/0,60
EW 0,12 0,35/0,65 0,20/0,35
EG
TABLA 6
COMPOSICIÓN QUÍMICA DEL ELECTRODO %
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -26-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
TABLA 7
COMPOSICIÓN QUÍMICA DEL METAL DEPOSITADO, %
5. CARACTERÍSTICAS Y PROPIEDADES DEL METAL DEPOSITADO
Vamos a estudiar brevemente los diferentes factores que van a influir en la naturaleza, características y
comportamiento de los depósitos de soldadura por arco sumergido.
5.1 Composición del flux.
Durante la soldadura por arco sumergido las reacciones entre el metal líquido y el flux son similares a las
que se producen en la fabricación del acero entre el metal y la escoria: eliminación de impurezas,
transferencia de elementos tales como Mn y Si, etc. Por ejemplo, el contenido en Mn del metal depositado
aumenta con el incremento de MnO en el flux. El contenido de Si sólo sube en el metal depositado cuando el
SiO2, contenido en el flux se encuentra por encima de 40%, por lo que se suele limitar a este porcentaje.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -27-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
En cuanto a la captación del oxígeno, los óxidos tales como Al2O3, son muy estables mientras que otros
como FeO y MnO no lo son y los fluxes que contengan estos últimos producirán soldaduras con elevado
contenido de oxígeno. El SiO2 y el TiO2 tienen potenciales de oxígeno intermedios. Tal como se ha visto
anteriormente, el tipo de flux influirá enormemente en las características del metal depositado. En resumen:
Clases de fluxes.
Todos los fluxes afectan de alguna manera la composición del metal de base. Neutro y activo son
términos utilizados para describir el comportamiento químico de un flux sobre la cantidad de material,
normalmente Mn y Si, que transfiere al metal depositado y ello depende de la composición del flux, del hilo y
del voltaje. Cuando la tensión se incrementa el arco se alarga, aumentando el volumen de flux que se funde
y, de esta manera, la cantidad de elementos de aleación disponibles para entrar en el baño de fusión.
Fluxes neutros.
Transfieren relativamente poco Mn y Si al metal depositado, incluso con amplias variaciones de voltaje.
Las investigaciones muestran que un incremento de tensión desde 28 a 35 V. eleva el Mn en el metal
depositado de 1.32 a 1.45% y el Si de 0.51 a 0.55%. Aunque estas variaciones sean pequeñas no se puede
asumir que la composición del metal depositado sea la misma que la del hilo del electrodo. Los fluxes
neutros pueden descomponerse en el arco liberando O2, que pueden reaccionar con el C en el baño de
fusión, empobreciendo a la soldadura en este elemento.
Estos fluxes son adecuados para pasadas múltiples en soldaduras de espesores de más de 25 mm. A
pesar de que contienen pequeñas cantidades de elementos de aleación ofrecen, sin embargo, poca
resistencia a la fisuración y a la porosidad en el metal fundido, resultando una mala selección para soldadura
en una sola pasada. Además, como contienen pocos desoxidantes esta acción debe reservarse al propio
electrodo.
Fluxes activos.
En contraste, los fluxes activos transfieren rápidamente Mn y Si y, a veces, otros elementos al metal
fundido. Estos elementos mejoran la resistencia a la porosidad y la fisuración. Elevando la tensión desde 28
a 35 V. los fluxes activos pueden incrementar el Mn de 1.54 a 1.90% y el Si de 0,68 a 1.04%. A medida que
aumenta el voltaje se transfieren más elementos de aleación al metal depositado. Esta acción incrementa las
características mecánicas, aunque puede reducir la resiliencia. Por esta razón es necesario un preciso
control de la tensión en la soldadura con SAW cuando se emplean fluxes activos. Estos se recomiendan
para pasadas únicas en materiales de base oxidados o sucios.
Fluxes aleados.
Se llaman así aquellos fluxes activos especialmente formulados para añadir elementos de aleación al
metal fundido. Se utilizan con hilo de acero al carbono para depositar un metal aleado o unir aceros de baja
aleación y para recargues. Normalmente el cordón que procede de un hilo de acero al carbono con flux
aleado cuesta menos que con hilo aleado y flux neutro. Sin embargo hay que prestar una atención especial
al reciclaje del flux para garantizar que se mantiene la composición química del cordón. El contenido de
elementos de aleación en el metal fundido varia con la longitud de arco, que requiere un cuidadoso control.
Los fabricantes mediante un control de la tensión pueden ajustar el contenido de elementos de aleación en
el metal depositado.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -28-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Índice de basicidad.
Sin embargo, el carácter de flux se mide por su índice de basicidad. Los fluxes preparados a partir de
óxidos ácidos tales como SiO2 y Al2O3 se llaman ácidos. Las soldaduras realizadas con este tipo de flux tiene
normalmente altas concentraciones de oxígeno.
El índice de basicidad IB, definido por la siguiente expresión, conocido como Índice de Basicidad de
Boniszewski, se aplica a los diferentes tipos de flux.
CaO CaF2 MgO K 2 O Na2 O Li2 O 12 MnO FeO
IB
SiO2 12 Al2 O3 TiO2 ZrO2
Los fluxes con IB >1,5, son básicos por naturaleza. Con IB <1 ácidos y cuando 1 IB 1,5, se consideran
neutros.
Para soldaduras en una sola pasada o en una pasada por cada lado, tanto a tope como en rincón,
suelen preferirse los fluxes ácidos, pues proporcionan excelentes propiedades de resistencia
mecánica. En cambio, para soldaduras que requieren varias pasadas de soldadura, como lo son las
que necesitan rellenar uniones de materiales gruesos (de espesores mayores a 25 mm), es
recomendable usar fluxes neutros o básicos en los casos en los que se requiera que el flux ayude a
proporcionar elevadas propiedades de resistencia a impactos a bajas temperaturas.
Algunos fluxes se formulan para producir y controlar la transferencia de elementos metálicos. Las
ferroaleaciones cohesionadas en el flux pueden aportar elementos de aleación al metal depositado para
conseguir las propiedades deseadas del depósito. Oxidos agregados al flux, tales como Cr 2O3 y NiO ayudan
a distribuir elementos metálicos entre el flux fundido y el metal depositado. El contenido en Si del metal
depositado depende del Cr2O3 contenido en el flux, la composición del electrodo, la composición del metal
de base y de los parámetros de soldeo.
5.2 Características mecánicas
En el depósito de un cordón, la masa de metal aportado es pequeña en relación a la del material de base
frío. Por eso, en condiciones normales se enfría rápidamente, dando lugar a diferentes estructuras
metalúrgicas, en función de la velocidad de enfriamiento.
Si el enfriamiento es rápido influye sobre las características mecánicas del metal aportado, aumentando
su carga de rotura y dureza y disminuyendo el alargamiento y tenacidad.
Para aminorar el endurecimiento del depósito debe dejarse la escoria cubriendo el cordón hasta que la
temperatura descienda por debajo de la transformación martesítica.
El grano grueso que se forma al depositar un solo cordón, se afina en el caso de varias pasadas y aunque
con ello disminuye la carga de rotura del depósito, aumenta al mismo tiempo la tenacidad y el alargamiento
del metal aportado.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -29-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Con el proceso de soldadura por arco sumergido, pueden conseguirse cordones muy gruesos. Desde el
punto de vista de las propiedades mecánicas, resistencia a fisuración, dureza de las zonas afectadas
térmicamente y deformación de los materiales que se sueldan, es recomendable, y en este proceso con más
motivo que en otros de soldadura al arco, vigilar que los cordones no resulten excesivos. Una forma
adecuada es cuidando que el Aporte Térmico no supere el límite que se imponga según la aplicación, el
material base y las propiedades que se deseen obtener. En ningún caso se recomienda que dicho Aporte
Térmico supere los 3 KJ/mm. Recordemos que el Aporte Térmico o “Heat Input” viene definido por los
parámetros de soldadura, según la siguiente fórmula:
A.T. = ( I * V * 60 ) / ( v * 1000)
Donde: A.T. = Aporte Térmico en KJ/mm
I = Intensidad de soldadura en A
V = Voltaje del Arco en V
v = Velocidad de soldadura en mm/min
Debe considerarse que, en algunas técnicas de Arco Sumergido, como en soldadura de recargue, donde
se suele usar el electrodo consumible en polaridad negativa para obtener menor penetración ya que el
aporte térmico está menos desplazado hacia la superficie del metal que se suelda, o en soldaduras con
alambres múltiples, pueden resultar mayores valores de Aporte Térmico teóricos, que, en la realidad no
afectan negativamente al resultado de la soldadura. En dichos casos, se deben considerar estimaciones
especiales del mencionado Aporte Térmico.
5.3 Clases de corriente y polaridad
El proceso SAW puede utilizar corriente alterna o continua, y la fuente de corriente puede estar regulada
con una Curva de Característica Estática de Corriente Constante o de Voltaje Constante. La elección más
común, o para las aplicaciones más usuales es trabajar con una fuente de corriente regulada en Voltaje
Constante y con el electrodo consumible en polaridad positiva. La clase de corriente y la polaridad influyen
en la composición química del metal aportado y en la forma del cordón.
El factor de aporte es mayor conectando el hilo al polo negativo, pero la penetración es menor. Este efecto
se utiliza fundamentalmente en la soldadura de recargue, para evitar una excesiva penetración en el metal
de base, que en la mayoría de las ocasiones no es deseable por razones metalúrgicas.
Cuando se suelda un acero cuya soldabilidad es crítica, la fisuración es menos probable si el hilo se
conecta al polo negativo, porque la dilución del material de base en el aportado es menor. Esto puede
suceder en soldaduras de metales con alto contenido de impurezas, en donde interesa que la dilución entre
el electrodo consumible con el metal base sea mínima para obtener mejores propiedades mecánicas en el
cordón e incluso, evitar porosidad en el mismo. Otra aplicación en la que se puede optar por soldar en
polaridad negativa es cuando existe riesgo de perforación de las chapas, sobre todo en la primera pasada,
en espesores finos o con algunas separaciones no deseadas en las juntas a unir. También se suele emplear
la polaridad negativa si se desea obtener una elevada “garganta” o “cuello” del cordón en soldadura en
rincón en una sola pasada. Esto no es una práctica muy recomendable, salvo que la resistencia mecánica de
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -30-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
dicho cordón no tenga una importancia significativa, ya que, aunque en apariencia pueda parecer que el
cordón, al resultar más amplio pueda tener mayor resistencia, suele suceder lo contrario, es decir, que la
penetración de dicho cordón es pobre, la dilución con el metal base también, y, por tanto, la resistencia de la
unión resulta menor que un cordón de menor “garganta” o “cuello” que estuviera más penetrado en la junta.
5.4 Influencia de los parámetros de soldeo
TIPO DE CORRIENTE:
Influencia del tipo de corriente
• El tipo de corriente :
• La fuente de corriente de
Punto de Operación
Voltaje Constante (CV) se usa
para alambres desde 2.4mm
de diámetro, y para Tiny
Twin
• Mayores velocidades de
alimentación de hilo (WFS)
Intensidad, A
• Todas las fuentes de
corriente del mercado
• La regulación se hace
mediante la corriente de
salida del equipo.
Influencia del tipo de corriente
• El tipo de corriente :
• La fuente de corriente de
Corriente Constante (CC)
ño Voltaje Variable (VV)
se usa para alambres
Punto de Operación
menores de 2.4mm de
diámetro
• Menores WFS
• Únicamente el cofre de
control NA3 proporciona
esta salida
• La regulación se hace
variando la WFS cuando Intensidad, A
se producen variaciones
voltaje.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -31-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
En la composición química.
Las reacciones en el arco son, en buena medida, una consecuencia de la operatoria. Se puede influir en
la transferencia de elementos de aleación del flux al metal aportado y en sus características
mecánicas modificando la intensidad, tensión y velocidad de soldadura.
Como se aprecia en las figuras anteriores, cuando se usa un equipo en modo de voltaje constante,
pequeños cambios en la intensidad de soldadura, o en la velocidad de alimentación del alambre, producen
grandes cambios de voltaje. Al contrario, cuando se usa un equipo en modo de corriente constante,
pequeñas variaciones de voltaje o de longitud de arco producen grandes cambios en la intensidad de
corriente. Esto es pues de importante consideración, en el caso de que se disponga de equipos que pueden
funcionar en ambos modos, cuando se consideran las variaciones de los parámetros fundamentales de la
soldadura por arco sumergido que se verán a continuación:
INTENSIDAD O CORRIENTE DE SOLDADURA
Al aumentar la intensidad, aumenta las pérdidas por combustión del Mn y del Si, disminuyendo su
contenido en el metal aportado.
La intensidad de corriente determina, en primer lugar, el factor de aportación y caracteriza la forma
exterior del cordón. También actúa sobre la forma interior influyendo en la penetración, como se
indica en la figura:
Efecto de la variación de Intensidad
Manteniendo constante el resto de parámetros
I I I
La máxima penetración que puede obtenerse
en una pasada
22 mm (1100A)
Si se aumenta la intensidad sin variar otros parámetros de la soldadura, se observa un aumento
progresivo de la penetración.
Cuando se aumenta la Intensidad, manteniendo constantes el resto de parámetros:
Se aumenta la penetración
Aumenta la densidad de corriente
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -32-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Aumenta la velocidad de alimentación de hilo
Aumenta la tasa de deposición
Si, en cambio, se eleva la intensidad en exceso:
Se produce un arco errático
Se producen mordeduras
El cordón se hace muy estrecho y alto.
• Comparación de las densidades de corriente
(DC Amps/mm2):
diám. Smm2 I mín. Dcmín. Imáx. Dcmáx.
0.6 0.283 40 141 130 460
0.8 0.503 50 99 230 457
1.0 0.785 70 89 280 357
1.2 1.131 80 71 350 309
1.6 2.011 160 80 450 224
2.0 3.079 180 58 450 146
2.4 4.448 250 56 575 129
3.2 7.892 330 42 730 93
4.0 12.378 430 35 830 67
4.8 17.795 510 29 940 53
SOLDADURA POR ARCO SUMERGIDO
500
2,4mm
2mm
ESO 25
450 ESO 25
400
3,2mm
ESO 25
350
300
WFS en cm/min
250
200
4,76mm
ESO 25
150
100
50
0
200,00 300,00 400,00 500,00 600,00 700,00 800,00 900,00 1000,00 1100,00
Intensidad de Corriente (A)
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -33-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
TENSIÓN O VOLTAJE
Al aumentar la tensión del arco aumenta la cantidad de escoria fundida incrementándose el contenido
de Mn y se Si en el metal aportado.
Variando la tensión se modifica la longitud del arco. Esto influye especialmente sobre el ancho y la
altura del cordón.
Variación del voltaje de arco
• Voltaje = Longitud de arco
Hilo y boquilla de corriente
U1 U2
L1 L2
U0=0
U1 < U2
L0=0
Corto-circuito L1 < L2
Variación del voltaje de arco
• Voltaje : considerar las pérdidas de voltaje
Cofre de control de parámetros
VeI
V que se lee en el cofre de control = U2
U1 + U2 + U3 U1
Donde U3 = otras pérdidas de voltaje
(conexiones, longitudes de cables,…)
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -34-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Al variar el voltaje varía la anchura del cordón, si el
resto de parámetros se mantiene constante
U U U
L1 L2 L3
45,0
5.5
4.8
40,0 4
2.4 3.2
2
Voltage
35,0
30,0
25,0
20,0
0 200 400 600 800 1000 1200
Welding current Amps
Si hay un voltaje excesivo:
Se producen mordeduras
Aumenta la tendencia a soplo magnético: al aumentar la velocidad de soldadura debe
mantenerse el voltaje tan bajo como se pueda.
Debe vigilarse especialmente cuando se usa un flux activo, ya que se podría sobrealear con
Si, Mn u otros componentes del flux.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -35-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
DIÁMETRO DE HILO CONSUMIBLE
Cuando se aumenta el diámetro de hilo:
Se produce menor penetración a una corriente dada
El arco se puede desestabilizar
Es más difícil establecer el arco
Hay menor riesgo de perforar las chapas cuando se usa corriente elevada si hay
separaciones entre las mismas
Se hace más aceptable usar niveles de corriente más elevadas
Variación del diámetro de hilo
(manteniendo el resto de parámetros constante)
D1 D2
P1 P2
Misma intensidad de soldadura
D1 < D2
P1 > P2
VELOCIDAD DE SOLDEO
Cuando aumenta la velocidad de soldadura:
La penetración disminuye
El tamaño del cordón se hace más pequeño
Disminuye el mojado del baño sobre las chapas que se sueldan
Aumenta la tendencia a:
Mordeduras
Sensibilidad a soplo magnético
Porosidad
Forma irregular del cordón
La causa de menor penetración con menor velocidad parece ser que se debe al gran baño de metal
fundido que se forma bajo el arco y que actúa como almohada, reduciendo la penetración. Cuando la
velocidad de soldeo es demasiado grande la penetración disminuye porque como el calor es
insuficiente, el arco no puede actuar el tiempo suficiente para llegar a penetrar.
Cuando la velocidad es excesivamente lenta:
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -36-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Se produce una forma de cordón en “sombrero” que es susceptible a fisuraciones
Se puede producir perforación del arco
El baño de tamaño excesivo puede resultar rugoso, con salpicaduras e inclusiones de
escoria
La penetración es menor.
Efecto de la velocidad de soldadura
•Ángulo del electrodo y penetración
P0 P1
3 to 5 °
V V
P2 P3
Efecto de la velocidad y el voltaje
• Problema de fisuración
• Excesivo voltaje o muy lenta velocidad de
soldadura
Cordón en forma de “Sombrero”
Forma cóncava
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -37-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Efecto de la velocidad de soldadura
La penetración cambiará si se
varía :
Penetración La intensidad ESO
Velocidad Preparación
Máxima
penetración Diámetro de hilo Pendiente
Polaridad Flux
I3
I2
I1
I1 < I2 < I3
Vlocidad de soldeo
25/30 45/50
cm/min
ALTURA DEL FLUX
La altura del flux debe ser la justa necesaria para cubrir la luz del arco.
Si la altura es demasiado baja:
Se producen destellos
Pueden producirse poros
Puede tropezar la boquilla con la escoria fundida
Si la altura del flux es excesiva:
Se puede ahogar el arco
El cordón puede resultar muy estrecho
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -38-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Influencia de la altura del flux
• La altura de flux :
• Para arco simple y Twin Arc
• 20 a 35 mm
•Para Tandem o multi-arco
• 30 a 50 mm
Peso del Flux
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -39-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
DISTANCIA DEL HILO A LA BOQUILLA
La distancia del hilo desde la boquilla de corriente hasta la superficie del metal base también se define
como “Stick-Out Eléctrico” ó “ESO”.
Para aplicaciones normales de soldadura con arco simple, con tándem o otras aplicaciones con multi-
arcos, la distancia normal ESO es de 20 a 30 mm.
El ESO debe definirse en función de la Intensidad, el diámetro de hilo, la velocidad de soldadura y el
tamaño del baño fundido. Por ejemplo, si el baño es pequeño un ESO de 20 mm e incluso menor es
adecuado; en cambio, si el baño es muy grande, el ESO debería ampliarse a 30 mm o más.
Cuando se aumenta el ESO, si el resto de parámetros se mantiene constante, aumenta la tasa de
deposición, ya que aumenta la resistencia eléctrica del hilo, que depende de la longitud del electrodo según:
R= x (l/S)
Donde: ρ = resistividad del hilo ; l = longitud del hilo desde la boquilla ó ESO ; S = Área transversal del hilo
P = R X I2
Donde: P = Poder absorbido ; I = Intensidad
Pero, además debe tenerse en cuenta que, si se aumenta el ESO debe aumentarse el voltaje de arco para
compensar la pérdida que del mismo se produce en el hilo ( V = RI).
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -40-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Efecto del ESO
D = 3,2 D C +
25,0
E SO 125mm
20,0
E SO 75mm
k g / h o ra
15,0
E SO 25mm
10,0
5,0
0,0
300 350 400 450 500 550 600 650 700 750 800 850 900
In te n s id a d (A)
Este efecto del aumento de la tasa de deposición en función del Stick-Out se utiliza en una técnica especial,
denominada “Long Stick-Out”, en la que, simplemente añadiendo en la antorcha un dispositivo que permite
aumentar el ESO, se aumenta la cantidad de material depositada, a los mismos parámetros de soldadura
(aumentando simplemente el voltaje para compensar la pérdida del mismo que se produce a mayores ESO).
POLARIDAD DE LA CORRIENTE
La polaridad también tiene un efecto en el tipo de cordón de soldadura que se obtiene, de la siguiente forma:
Cuando se trabaja con corriente continua, el electrodo en polaridad positiva:
Es la forma más usual de trabajar con arco sumergido
La penetración es mayor
Hay mayor resistencia a porosidad
La soldadura resulta con un aspecto más suave
Cuando se trabaja en polaridad negativa:
Aumenta la tasa de deposición (hasta un 30%)
Hay menos penetración
Para obtener una forma del cordón similar hay que aumentar el voltaje unos 4 V.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -41-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Efecto de la polaridad
Con corriente continua:
C.C. - C.C. +
Efecto de la polaridad
Con corriente continua:
Mejor mojado
C.C.+ C.C. -
1/3 2/3
2/3 1/3
C.C. + Mayor penetración C.C. -
Aplicaciones Recargue duro
de polaridad (-)
Soldadura en rincón
Relleno
Efecto de la polaridad
• Con corriente alterna :
La polaridad cambia 100
veces / seg. (50Hz)
+
• Compardo con C.C.+
Menor penetración
-
Cebado más difícil
Mayor tasa de
Para obtener una forma de cordón similar, deposición (+15%)
aumentar el voltaje de 1 a 3 V
• Aplicaciones : Tandem
Cuando hay soplo magnético
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -42-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Efecto de la polaridad
1/3 1/2 2/3
2/3 1/2 1/3
C.C. + C.A. C.C. -
Tasa de deposición +15% +30%
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -43-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
6. RECOMENDACIONES GENERALES
- DISEÑO DE JUNTA.
La preparación de bordes es muy importante en la soldadura por arco sumergido. El talón deberá
estudiarse en detalle para que permita soportar las fuertes densidades de corrientes y la gran
penetración características de este procedimiento. Las siguientes figuras muestran los diseños de
junta recomendados en función de los espesores y tipo de unión.
Preparación de juntas Preparación de juntas
• Pasada simple o doble-pasada : • Pasadas múltiples en chapas gruesas :
El “Narrow gap” o “Garganta Profunda”
3°
R = 6.5mm
3 a 5 mm
R = 6.5mm
Respaldo o “backing” de
cobre, acero o de flux
Preparación de juntas Preparación de juntas
• Pasadas múltiples : • Pasadas múltiples en chapas gruesas :
7 to 11°
R = 6.5mm
Respaldo de cobre, 3 a 5 mm
acero o flux
7 a 11°
R = 6.5mm
3 a 5 mm
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -44-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Preparación de juntas Preparación de juntas
• Pasadas múltiples en chapas gruesas : • Espesor y preparación :
El “Narrow gap” o “Garganta Profunda” Espesor desde 18 mm y más, sin límite
3°
R = 6.5mm
Espesor desde 30mm
3 a 5 mm
R = 6.5mm
Preparación de juntas
•Espesores y preparación :
Chapas finas hasta 4 mm
Preparación de juntas
• Espesores y preparación :
Espesor desde 4 hasta 15 (incluso hasta 20mm)
Sin preparación
Espesor desde 8mm
Para evitar inclusión
3 a 5 mm (o más)
de flux y fisuración
3 a 5 mm (o más)
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -2-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Normalmente la separación entre chapas, tal como se ha mostrado, debe ser nula o, en cualquier
caso, limitarse a 1 mm. Si fuese mayor, existe el riesgo de fusión y descuelgue haciéndose necesaria
una primera pasada por soldadura manual o semiautomática. En ocasiones es factible colocar pletinas
de cobre refrigeradas por agua o anillos de respaldo, tal como se ha indicado, para evitar la fusión y
perforación de los bordes separados.
- GRANULOMETRÍA DEL FLUX.
Cuando se emplee un flux de granulometría muy fina es necesario prestar una atención
especial al sistema de alimentación y recuperación, pues, cuando está siendo aspirado, el sistema
de vacío puede separar las partículas más finas. En ese caso, sólo las gruesas volverían a la
alimentación para volver a utilizarse lo que puede acarrear problemas en la composición química del
metal depositado.
7. DEFECTOS DE LAS SOLDADURAS
Uno de los principales defectos de las soldaduras es la porosidad. La porosidad puede evitarse si, como
preparación de los materiales a soldar, se asegura que:
Estén limpios de suciedad, oxidación, humedad, pintura, aceite, grasas, líquidos de corte, etc.
A veces, se emplean chapas de poca calidad, bien porque contengan escaso contenido de elementos
desoxidantes en su composición química, o bien porque contengan elevado contenido de impurezas, o,
a veces, ambas cosas a la vez. En estos casos, es muy difícil si no imposible, evitar la porosidad
utilizando consumibles habituales.
Limpiar las chapas de humedad significa a veces, asegurarse con un calentamiento de las mismas
antes de soldar, que dicha humedad no estará presente durante la soldadura. Si hay restos de humedad
no sólo hay riesgo de fisuración sino que, además, puede quedar introducido mayor cantidad de
hidrógeno difusible, lo cual supone mayor riesgo de fisuración en frío.
Además del calentamiento para eliminar la humedad, lógicamente debe tenerse en cuenta si el tipo y/o
espesor de acero que soldamos requiere cierta temperatura de precalentamiento para evitar
endurecimiento elevado de las zonas afectadas térmicamente o incluso fisuración en frío. Usualmente
en el proceso de soldadura por arco sumergido se aporta muy poca cantidad de hidrógeno (menos de 5
ml/100 g de metal depositado), con lo que las temperaturas de precalentamiento necesarias suelen ser
inferiores a las requeridas en otros procesos de soldadura al arco que aportan más hidrógeno a las
soldaduras.
Debe asegurarse que se han seguido las normas de almacenamiento, conservación y uso del flux que
se vaya a usar, según las recomendaciones del fabricante, para que éste no contenga contaminantes o
humedad. Esto es especialmente importante cuando se recicla el flux, ya que puede ir aumentando el
contenido de impurezas de las soldadura que con él se hayan hecho anteriormente, además de que
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -1-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
puede ir variando la granulometría del mismo, que ya hemos visto que tiene su importancia en este
proceso.
Debe cuidarse también la calidad de las soldaduras de punteo, a veces necesaria para colocación de las
separaciones idóneas de las juntas: libres de defectos así como de los espesores y longitudes
determinadas: no es poco habitual que el punteo se suela adjudicar al soldador de menor experiencia en
el taller, descuidando así, a veces, la importancia de la calidad necesaria en estos puntos que suelen
quedar formando parte de las soldaduras.
El soplo magnético es un fenómeno que suele aparecer en las soldaduras de arco sumergido, sobre
todo debido a las grandes intensidades de corriente que se emplean y a las velocidades de soldadura:
cuanto más elevados sean estos dos parámetros, más posibilidades hay de que se produzca este
fenómeno, sobre todo al final de los cordones de soldadura. Se puede empezar a apreciar cuando, hacia
el final de los cordones, se observa que los mismos se van estrechando, dejando unas señales típicas
en su superficie, como de puntas de flecha muy marcadas, y, en los casos más severos, porosidad,
mordeduras, faltas de fusión, cordón errático, etc. Para evitarlo hay diferentes recomendaciones básicas
que conviene seguir, aunque, en ocasiones, su eliminación requiere un estudio más cuidadoso. Estas
recomendaciones básicas son:
soldar en sentido de alejarse de las masas
si el fenómeno persiste, colocar varias masas en varias posiciones de la pieza, y directamente
en ella
colocar testigos al principio y final de las piezas de suficiente longitud y grosor, en concordancia
con el tamaño de las piezas que estemos soldando, y terminar las soldaduras en dichos testigos
si el fenómeno continua, bajar tanto la intensidad como la velocidad de soldadura hasta que las
soldaduras resulten aceptables.
Otro defecto muy importante es la posibilidad de aparición de fisuras. Para evitarlo, es necesario seguir otras
recomendaciones también básicas. La primera se refiere al cuidado de las temperaturas de
precalentamiento necesarias según el tipo y espesor de acero que se suelde. La siguiente diapositiva
muestra por qué:
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -2-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Defectos de soldadura
• La fisuración en frío se produce por:
Si
Si los
los 33 factores
factores se
se superponen
superponen
Hidrógeno resulta
resulta unauna situación
situación de
de
alto
alto riesgo
riesgo de
de fisuración
fisuración
en
en frío
frío
Reduciendo
Reduciendo elel tamaño
tamaño de
de
estos
estos círculos
círculos se
se reduce
reduce
la
la Zona
Zona de
de Riesgo
Riesgo
Estrés
Micro-
(Mecánico)
etructura
(Material)
Otra regla básica se explica en la siguiente diapositiva, ya que las soldaduras por arco sumergido pueden
tener mucha penetración, por lo que conviene cuidar la relación entre dicha penetración y la anchura del
cordón, tanto en soldaduras a tope, como la que muestra la diapositiva, como en soldaduras en rincón, en
donde suele producirse esa fisuración aún más comúnmente, sobre todo si no se han preparado chaflanes
suficientemente amplios para conseguir un cordón lo suficientemente ancho.
Evitar defectos de soldadura
Vigilar la profundidad y la anchura de los
cordones W
La relación entre la anchura y la profundidad
debe estar entre 1 a 4. Si no es así se pueden
obtener fisuras en caliente:
1<(W/D)<4
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -3-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
8. VENTAJAS Y LIMITACIONES DEL PROCESO
El procedimiento SAW ofrece las siguientes ventajas sobre otros procesos:
Los bordes pueden biselarse con una abertura estrecha, lo que presenta menor cantidad de metal
aportado. En algunas aplicaciones, incluso, no es necesaria la preparación de bordes.
El arco actúa bajo la capa de flux, evitando salpicaduras.
Pueden ajustarse perfectamente los parámetros de soldeo.
El proceso puede utilizarse con alta velocidad de soldadura y de deposición, en posición
sobremesa de superficies de chapas cilíndricas, virtualmente de cualquier espesor. También es
aplicable a recargues o aplicaciones de “overlay”.
El flux actúa como un enérgico desoxidante para eliminar contaminantes del baño fundido y
producir soldaduras sanas con buenas propiedades mecánicas. El flux puede aportar, si se desea,
elementos de aleación a la soldadura.
El proceso SAW puede utilizarse en zonas expuestas a viento. El flux granular ejerce una
protección superior en estos casos, a la obtenida por el recubrimiento del electrodo en el proceso
SMAW o al gas en el proceso GMAW.
La penetración que se obtiene es superior a la que proporcionan otros procesos, por lo que no
suelen requerirse tamaños de cordones tan altos, ya que se obtienen similares propiedades
mecánicas a las que proporcionan otros procesos con mayores tamaños de cordón. Esto se aplica
sobre todo, en soldaduras en rincón.
El aspecto de las soldaduras resulta suave, limpio y, si se ha ejecutado bien, la escoria se elimina
sola por lo que se puede pintar o dar el tratamiento superficial que se requiera directamente tras
soldar.
El arco eléctrico no resulta visible, y además, los humos son muy inferiores a los que se producen
con otros procesos de soldadura, por lo que se requiere mucho menos material de protección del
operario.
Suele usarse en procesos automáticos, por lo que es menos dependiente de los errores humanos.
Las limitaciones son:
Es necesario un dispositivo para el almacenamiento, alimentación y recogida del flux.
Muchas juntas requieren el uso de anillos de respaldo.
El flux está sujeto a contaminaciones, que suelen producir discontinuidades en la soldadura.
Excepto en aplicaciones especiales, la soldadura queda limitada a las posiciones sobremesa y
horizontal, para evitar derrames de flux. Se utiliza también en posición cornisa, como por ejemplo,
la soldadura en campo de tanques de almacenamiento.
Al utilizarse normalmente en instalaciones automáticas, se requiere una inversión en equipos que
debe tenerse en cuenta.
9. TÉCNICAS ESPECIALES
9.1 Soldadura con hilo caliente
El proceso convencional SAW puede implementarse con la adición de un hilo auxiliar calentado por
resistencia eléctrica y suministrado por separado por una unidad de alimentación. Por una parte incrementa
la deposición de metal y por otra, manteniendo un preciso control de las condiciones de soldeo permite la
posibilidad de modificar la composición del metal depositado utilizando un hilo aleado caliente ya sea macizo
o tubular. La técnica de soldadura con hilo caliente se utiliza en el proceso TIG y sus aplicaciones al SAW y
a cualquiera de sus variantes son similares y potencialmente idénticas. Típicamente se muestra en la figura
10 y consiste en un hilo de 1,6 mm. que se alimenta delante del baño fundido. El hilo se calienta por una
resistencia a 8/15 V. a partir de un transformador de C.A. de característica plana. Esta técnica ofrece tasas
de deposición superiores a las obtenidas con CCEN y LSO. Las tasas de deposición pueden incrementarse
hasta en un 70% con una elevación marginal de energía aportada sin que las propiedades mecánicas, por
otra parte, queden comprometidas. Aunque esta variante es atractiva no se usa en la fabricación de
recipientes a presión a causa del extracosto en inversión de capital y entrenamiento de los operarios.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -4-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 10
SOLDADURA CON HILO CALIENTE
9.2 Arco Sumergido con electrodo de banda
En lugar de un hilo se utiliza como consumible una banda o fleje de 0,5 mm. de espesor y de 30 a 90 mm.
de ancho como se ve en la figura 11. Los electrodos en banda se utilizan generalmente para recargues de
baja penetración y baja dilución, depositados rápidamente sobre una amplia superficie. La mayoría de estas
técnicas utilizan polaridad CCEN para conseguir una baja penetración con una alta deposición. Existe un
proceso de doble arco en el cual una banda auxiliar fría, no conectada eléctricamente, se alimenta dentro de
la zona de arco del sistema de banda convencional. Ello disminuye la dilución e incrementa la tasa de
deposición de metal fundido. Se ha utilizado el sistema de múltiples electrodos fríos en lugar de banda.
Como los electrodos pueden ser hilos tubulares la composición del depósito puede variarse fácilmente y esta
técnica es por otra parte más flexible.
Esta técnica se emplea ampliamente en la industria petroquímica y nuclear para depositar aleaciones de
acero inoxidable y de base níquel sobre metales base de aceros al carbono.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -5-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 11
RECARGUE CON BANDA: A) PRINCIPIO, B) CABEZAL DE SOLDADURA
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -6-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Los electrodos en forma de banda se han utilizado también para conseguir altas tasas de deposición en
soldaduras en ángulo.
La inclinación del cordón se limita a 15 a causa del riesgo de derrame de flux, del propio metal fundido
o
o de un pobre perfil de cordón.
9.3 Soldadura con electrodos múltiples
Sistema de multi-arco
• Tandem
• sistemas de hasta
3 - 4 - 5 hilos
• Twin
9.3.1 Soldadura por hilos paralelos o TWIN
En esta variante, dos o más hilos se conectan en paralelo a la misma fuente de corriente como se
observa en la figura 12. Cuando se utiliza C.C. los arcos convergen ofreciendo la CCEP la mayor
penetración y CCEN la menor penetración. Con C.A., los arcos divergen dando una penetración intermedia.
La figura 14 indica cómo afecta al perfil del cordón la alimentación de los electrodos. La disposición
transversal a la dirección de soldadura da menos penetración y baja dilución.
La principal aplicación de los electrodos en disposición transversal es el recargue. A los electrodos puede
dotarse de una oscilación transversal para hacer mínima la dilución y reducir la energía aportada,
utilizándose normalmente CCEN.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -7-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 12
SOLDADURA TWIN
FIGURA 13
EFECTOS DE LA DISPOSICIÓN TRANSVERSAL SOBRE LA PENETRACIÓN
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -8-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Proceso Arco Sumergido Twin
• Una fuente de
corriente
• Un devanador de hilo
• Un cabezal de
soldadura
• Dos fuentes de hilo
9.3.2 Soldadura por arcos en tandem
Soldadura de Arco Sumergido
Tandem
• Dos fuentes de
corriente
• Dos alimentadores de
hilo
• Dos cabezales de
soldadura
• Dos Arcos
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -9-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Interferencia de los arcos
+ +
Dos arcos de la misma polaridad se atraen uno al otro
Solución a la interferencia de los arcos
+ C.A.
El segundo arco se hace con C.A.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -10-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
9.3.3 Soldadura por arco con multielectrodos
Equipamiento.
Este sistema utiliza electrodos alimentados, dirigidos y controlados individualmente. El cordón se va
ejecutando parcialmente por la intervención de cada uno de ellos. El arco delantero opera con alta intensidad
y bajo voltaje, produciendo una alta penetración. El intermedio o intermedios operan a más baja intensidad
que el delantero, aumentan ligeramente la penetración y mejoran el contorno del cordón. Por último, el arco
o arcos traseros utilizan baja intensidad de corriente y mayor voltaje que el delantero e intermedios, para
terminar el contorno y acabar el cordón. El arco delantero es normalmente perpendicular a la chapa o
ligeramente inclinado, como muestra la figura 16 a,b,c, para optimizar la penetración. El arco o arcos
intermedios son normalmente perpendiculares a la chapa o ligeramente inclinados hacia adelante para
minimizar las distorsiones en el baño fundido. El arco o arcos traseros se inclinan hacia adelante para dar al
cordón un suave contorno superficial el sistema multihilo se utiliza ampliamente, tanto para soldaduras a
tope como en ángulo, empleando dos hilos que funcionan en “tandem”, a menudo con CCEP el primero y
CA el trasero. De todas las posibles opciones en cuanto a fuentes de alimentación y potencia los sistemas
totalmente CC deben evitarse a causa del efecto de soplo de arco, aunque el problema puede aliviarse
separando los electrodos más de 50 mm.
En Europa la soldadura a tope se ejecuta normalmente utilizando un rectificador que alimente al electrodo
delantero con CCEP. Transformadores unifásicos se conectan a los electrodos intermedios y traseros que
están espaciados del delantero 45 y 65-70 mm. respectivamente.
Sistema Arco Sumergido Multi-Arcos
5o 15o
1er Arco: 31V, 1200A, C.C.
12o
2º Arco: 35V, 800A, C.A.
3º Arco: 38V, 650A, C.A.
25o
4º Arco: 41V, 600A, C.A.
V = 80 “/min
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -11-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
Comparación de procesos SAW
Multi-arco
Tandem
Twin
Arco simple
Tasa de Deposición
FIGURA 14B
DISPOSICIÓN DE ELECTRODOS EN SHUNT
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -12-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 15
EFECTOS DE LA DISPOSICIÓN DEL ELECTRODO EN ARCOS DE SERIE
FIGURA 16A
ÁNGULOS DE SOLDADURA CON DOS Y TRES ELECTRODOS
FIGURA 16B
SOLDADURA CON DOS ELECTRODOS
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -13-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 16C
SOLDADURA CON TRES HILOS
9.4 Adición de polvos metálicos
En un proceso convencional SAW solo se utiliza en fundir el hilo de un 10 a un 20% de energía disponible
en el arco mientras que el resto se gasta en fundir el flux, sobrecalentar el baño de fusión y fundir el metal de
base. Todo ello conduce a una penetración y dilución excesivas sobre las necesarias para asegurar la
adecuada fusión, particularmente en recargues y en los cordones de relleno en juntas de varias pasadas. La
energía de arco desperdiciada en recalentar el baño y provocar una excesiva fusión del metal de base es
potencialmente disponible para fundir un metal, ya sea en forma de hilo o en forma de polvo.
Las adiciones de metal en polvo en SAW se han utilizado desde hace décadas y aún todavía para
recargues por la habilidad de producir depósitos con baja dilución y alta tasa de deposición que contribuyen
a una reducción de costes y a una mejora en la calidad. El primer metal utilizado fue polvo de hierro y la
intención, incrementar el espesor de acero que podía ser soldado en una sola pasada utilizando la técnica
convencional. Sin embargo la reducción y la penetración causada por el polvo pedía el uso de mayores
corrientes o mayores y más anchas preparaciones para asegurar la buena fusión de la raíz, con lo cual se
neutralizaban las ventajas económicas de la adición de polvo. Con el desarrollo de consumibles que toleran
la alta dilución, la unión de materiales de secciones gruesas podía lograrse utilizando preparaciones de
juntas de bajo volumen que requieren uno o dos cordones de penetración profunda para completar la
soldadura. Esta fue la primera razón por la cual las adiciones de metal en polvo para las soldaduras
resultaron poco atractivas.
Más recientemente, sin embargo, el conseguir propiedades mecánicas en la ZAT ha llegado a limitar la
energía aportada de tal modo que métodos que incrementen la tasa de deposición sin incrementar la
energía del arco tales como adiciones de metales en polvo vuelven a recobrar interés. El uso de adiciones
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -14-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
de polvo en soldadura SAW a empezado ha ser de nuevo una técnica para la soldadura de aceros al C, al
CMn y microaleados. Es un método barato de incrementar la productividad de los procesos SAW estandares
no solo aumentando las tasas de deposición sino también la eficiencia de fusión del metal aportado,
resultando técnica y económicamente viables en comparación con otros procedimientos de alta deposición
de metal, por ejemplo hilo SAW “tándem”. Los equipos de alimentación de polvo son simples de operar y
fácilmente adaptables tanto a los cabezales SAW fijos como a los portátiles.
9.4.1 Métodos de adición de polvo
Los dos métodos más comunes de añadir metal en polvo se ilustran en las figuras 17 y 18. La primera
muestra la alimentación delantera en la cual el dispensador de polvo se aplica a la junta por delante del flux.
En segundo método, mostrado en la figura 18, es a través de un dispositivo magnético por el cual dos o más
corrientes de metal en polvo medidas por el paso a través de orificios de control son dirigidas al hilo para que
sean atraídas por magnetismo y conducidas al baño de fusión por el electrodo a través del flux.
9.4.2 Tipos de metal en polvo
Para aplicaciones en las cuales se requiera una alta tenacidad se necesitan diferentes tipos de metales en
polvo para los dos métodos de adición escritos anteriormente. Al principio, el uso del método de adición
delantera producía a menudo soldaduras defectuosas en cuanto a la tenacidad del metal depositado a causa
del polvo que a veces contenía V que era transferido al metal fundido.
La composición del polvo fue modificada consecuentemente para hacerla similar al del hilo haciendo la
composición del metal fundido relativamente insensible a la relación de fusión polvo/electrodo. Con el
dispositivo magnético el polvo es llevado directamente a la región de arco dando como resultado que la
transferencia de ciertos elementos tales como C y Mn se reducen. Se ha considerado necesario añadir Ni y
Mo al polvo para restaurar las propiedades del metal fundido.
Los metales en polvo se producen por un proceso de atomización a partir de hilos de la composición
adecuada a las especiales composiciones del metal depositado, habiéndose realizado experimentos con
polvos aglomerados hechos a partir de mezclas de hierro y otros polvos aleados.
9.4.3 Características de los procesos
Las adiciones en polvo SAW pueden utilizarse para alcanzar cualquiera de los tres objetivos siguientes:
1) Disminuir el número de cordones requeridos para completar una junta, utilizando la misma energía
aportada.
2) Disminuir la energía aportada utilizada en completar una junta, dando el mismo número de pasadas.
3) Una combinación de cualquiera de las dos anteriores.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -15-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 17
ADICIÓN AL POLVO DELANTERA
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -16-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA18
ADICIÓN AL POLVO MEDIANTE UN DISPOSITIVO MAGNÉTICO
El primer objetivo es uno de los más perseguidos y consiste en aproximaciones adoptadas por los
fabricantes offshores que han sido los que han llevado a cabo los mayores desarrollos en los últimos años.
Se ilustra en la siguiente figura. Dos juntas de 50 mm. de espesor de chapa de acero fueron soldadas
utilizando la técnica de hilo simple con una energía de 3 KJ/mm. figura 19a. Las condiciones de soldeo y la
preparación de juntas fueron exactamente las mismas excepto que la figura 19b, se añadió polvo a una
velocidad de 9 Kg/h. a partir del tercer cordón utilizando la técnica de adición delantera. El número de
cordones requerido fue reducido de 31 a 16 cuando se añadía metal en polvo. También hay una reducción
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -17-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
en la cantidad de flux utilizada. En efecto, sin adición de polvo se producen 7,1 Kg. de escoria por cada
metro de soldadura completa mientras que con la adición de polvo sólo se generan 3,7 Kg/metro.
El segundo objetivo, disminuir la energía aportada para completar una junta dando el mismo número de
cordones sólo se exige excepcionalmente. En general el requisito es maximizar la productividad utilizando la
mayor energía posible con tal de que la soldadura completa posea las propiedades mecánicas necesarias.
Sin embargo, la habilidad de reducir la energía del arco es relevante en la soldadura de una sola pasada.
Comparación de soldaduras por una cara y con hilo único hechos con y sin adición de polvo:
FIGURA 19A
A) SIN POLVO, 31 PASADAS EN ACERO DE 50 MM
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -18-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
FIGURA 19B
B) ADICIÓN DE POLVO (9KG/h) A PARTIR DE LA TERCERA PASADA, 16 PASADAS
Muchos procedimientos de soldadura, que incluyen la adición de metal en polvo, han sido calificados para
la fabricación de columnas tubulares en las plataformas offshore que operan en el Mar del Norte en las que
se requiere una tenacidad de 40 Julios a -40ºC como especificación típica tanto para el metal depositado
como para la ZAT y ya sea en la condición soldada como en la tratada térmicamente postsoldadura. Las
adiciones de polvo pueden aprovecharse para inoculaciones significativas de elementos de aleación al metal
fundido de tal forma que con altas energías de aporte se produzcan buenas propiedades en el metal
depositado. Por ejemplo, se consiguieron 27 Julios a -40ºC utilizando una energía de 14KJ/mm. en un
cordón obtenido de una sola pasada, en la soldadura de una chapa de 30mm. de espesor. La tenacidad de
la ZAT fue baja en la junta soldada, alcanzándose sin embargo 27 Julios a 20ºC en la misma soldadura. Esto
significa que para conseguir ventajas de esta habilidad de desarrollar tenacidad en el metal depositado con
una alta energía de aporte es necesario seleccionar un acero capaz de proporcionar una adecuada
tenacidad en la ZAT.
9.4.4 Técnica de adición delantera
En la técnica de alimentación delantera el polvo es vertido delante de la soldadura. A causa de la
reducción en la penetración que resulta de las adiciones de metal en polvo, la técnica no se emplea
normalmente para pasadas simples donde el cordón de raíz debe penetrar profundamente. La práctica
industrial en el relleno de juntas en V por varias pasadas utiliza SAW para el relleno y otros procesos para la
raíz. La toma de raíz consiste en dar una o dos pasadas utilizando un procedimiento manual o semi
automático. El primer cordón de relleno se consigue con una pasada SAW con baja energía y a partir de ese
momento se puede completar la junta usando arcos de mayores energías. Cuando se utiliza polvo se añade
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -19-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
precisamente en estas pasadas de relleno. El exceso de polvo en una junta de varias pasadas puede causar
un efecto de falta de fusión pero con reducidas tasas de adición, por ejemplo 5 Kg/hr. para un solo hilo y 7,5
kg/hr. para soldadura en “tándem”, la reducción en la penetración no es significativa ni tampoco existen
riesgos de defectos.
9.5 Soldadura con electrodo prolongado o LONG STICK-OUT
La velocidad de fusión aumenta considerablemente incrementando la porción de electrodo comprendida
entre la boquilla de contacto eléctrico y la pieza a soldar. Esta distancia, que en el método tradicional suele
ser de 30 mm, puede llegar a 165 mm como se muestra en la figura siguiente:
Esta extensión se mide, por conveniencia, desde la boquilla de contacto a la pieza a soldar, y a pesar de
ser muy segura debe haber una separación desde el contacto eléctrico a la raíz del arco. No es una mala
aproximación debido a que el arco está generalmente confinado bajo la superficie de la chapa.
La prolongación del alambre fuera del contacto eléctrico se calienta de acuerdo con la siguiente relación:
I2 L
Calor ( Q )
D
Donde:
I es la intensidad.
L es la longitud de la prolongación del electrodo.
es la resistividad del alambre (varía con la temperatura).
D es el diámetro del alambre.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -20-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
El grado de precalentamiento del alambre, con su incremento de la velocidad respectivo, se incrementa
con la elevación de la intensidad y el stick-out y decrece con el diámetro del alambre. En la figura siguiente
se muestran datos de deposición para distintas distancias de stick-out, mientras en la figura de la derecha se
muestra la comparación de la tasa de deposición para el arco sumergido tradicional soldando con CCEP
(stick-out normal) y la tasa para el arco sumergido con CCEN y largo stick-out.
EFECTO DE LA PROLONGACIÓN DEL ELECTRODO SOBRE LA TASA DE DEPOSICIÓN, PARA HILO DE 4,75 mm. Y CCEP
COMPARACIÓN DE LA TASA DE DEPOSICIÓN PARA CCEP, PROLONGACIÓN NORMAL, Y CCEN, CON ELECTRODO PROLONGADO
En la soldadura por arco sumergido tradicional el voltaje que nos marca el voltímetro de la máquina de
soldadura, lo llamaremos “voltaje de arco indicado”, que es la diferencia de potencial entre el electrodo de
contacto y la chapa a soldar, que incluye aparte del voltaje del arco, la caída de tensión causada por la
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -21-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
resistencia del contacto y la resistencia del alambre que se encuentra fuera del contacto eléctrico. Este
voltaje de arco indicado que se ha tomado por común acuerdo como representativo del arco voltaico
producido, es generalmente el parámetro empleado para el establecimiento de los procedimientos de
soldadura por la razón de poderse medir de forma fácil.
Si la longitud del electrodo bajo el contacto se incrementa, el voltaje indicado aumenta. De aquí que,
cuando se establecen los parámetros de soldadura para la soldadura LSO, se necesita un incremento del
voltaje de arco indicado para compensar la caída del voltaje debida al aumento de la longitud del alambre
bajo el contacto. El incremento del voltaje indicado depende tanto del diámetro del alambre como de la
prolongación extra a partir de los 30 mm. tradicionales. Estos se ilustra en la tabla siguiente para alambre de
4 mm de diámetro en CC con corrientes de soldadura entre 500 y 1000 A.
AUMENTO DE VOLTAJE INDICADO PARA DIFERENTE EXTENSIÓN DE ELECTRODO,
HILO DE 4 mm
Extensión (mm) Voltaje de arco indicado
32 V
96 V+3
128 V+5
Con una prolongación larga, el alambre se vuelve débil debido al calentamiento y el extremo tiende a errar
incluso por las fuerzas magnéticas del arco o la natural fundición del alambre. Como es necesario un
alineamiento exacto del arco en la soldadura por arco sumergido es necesario dotar de una guía aislada
para el alambre caliente de alrededor de 25 mm sobre el arco. El límite en la distancia entre el contacto y la
chapa puede variar con el diámetro del electrodo como se muestra en la tabla siguiente.
MÁXIMA DISTANCIA ENTRE BOQUILLA DE CONTACTO Y CHAPA PARA DIFERENTES
DIÁMETROS DE HILO
Diámetro (mm) Extensión del electrodo (mm)
3.2 76
4 128
4.75 165
Los límites prácticos que se dan en la tabla anterior, proceden de los problemas del paso del alambre
caliente flexible a través de la guía del fondo sin atasco ni cimbreo en el contacto eléctrico y en la guía, y
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -22-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
aunque estos límites se han sobrepasado experimentalmente pero los resultados no pueden considerarse
precisos. Se ha observado que cuando la longitud del stick-out pasa de 130 mm la CCEN parece más
precisa que la CCEP. Una buena práctica consiste en utilizar alambre de 4 mm de diámetro con un stick-out
máximo de 128 mm para corrientes superiores a 800 A en CCEN. La soldadura LSO no se puede utilizar con
corriente alterna debido a que las soldaduras perecen ser susceptibles a atrapar escorias en preparaciones
estrechas y hay una tendencia a la inestabilidad del arco en la realización de pequeñas soldaduras de
recargue. Aparte de la reducción de un 10% en la penetración, la utilización de la soldadura LSO no produce
cambios en la geometría de los bordes comparado con el arco sumergido tradicional. El proceso de arco
sumergido con LSO parece ser más tolerante que con el stick-out normal al mal ajuste de la junta y se cree
que esto es debido a que el arco es más suave.
El cebado del arco es un poco más difícil con el LSO que con el stick-out normal y se requiere un corte a
45º en el alambre o una técnica de cebado en caliente. Hay que prestar atención especial en la precisión del
posicionado de los bordes a unir, para obtener la penetración adecuada y evitar el atrapamiento de la
escoria. Las mismas reglas utilizadas para el arco sumergido normal deben emplearse para el LSO.
El dispositivo del LSO puede acoplarse fácilmente a la mayoría de los equipos corrientes y a un coste
mínimo y se ha utilizado con éxito en disposiciones de hilo sencillo y en “tándem”. El aumento de la tasa de
deposición se utiliza para aumentar la velocidad de deposición sobretodo en recargues en lugar de hacer
recargues de gran espesor de una pasada de manera similar como se recomienda CCEN para SAW.
La soldadura LSO se ha empleado con éxito en muchos trabajos pero su utilización se ha declinado en su
mayor parte debido a las dificultades en el cebado y los defectos de falta de fusión ya mencionados.
10. SEGURIDAD E HIGIENE
Humos y gases
El proceso SAW emite humos, aunque en mucha menos proporción que otros procesos de soldeo. Las
emisiones nocivas pueden incluir CO (monóxido de carbono), óxido de hierro y humos de cobre y níquel
procedentes del flux, hilo, material de base o recubrimientos. Excepto en casos especiales, los niveles de
humo y gas son bajos. Normalmente resulta suficiente la ventilación natural.
Los soldadores no deben inhalar el aire situado encima del baño. Si se trabaja en áreas reducidas se
necesita una ventilación adicional.
Humos
El flux ocasiona una considerable cantidad de polvo cuando se cargan las tolvas y cuando se recicla
después de la alimentación. Los operarios deben utilizar máscaras con filtro y mandiles en el manejo del flux.
El traje debe cubrir todo el cuerpo.
Fluoruros
Pueden irritar los pulmones y quemar por contacto los ojos y la piel y acumularse en los huesos donde, en
cantidades excesivas, pueden degradar la estructura osea. Hay que evitar en contacto y la inhalación de
humos y polvo procedentes del flux.
Electricidad
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -23-
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN
La utilización del equipo SAW requiere grandes precauciones debido a las grandes tensiones e
intensidades empleadas normalmente. Son indispensables; la puesta a tierra del equipo, los cables de
adecuadas dimensiones y conexiones limpias, secas, ajustadas y bien aisladas. Se deben mantener los
cables y conectores limpios adecuadamente para evitar sobrecalentamientos y arcos.
Hay que asegurar que el cable sea de sección suficiente para soportar las sobrecargas y evitar riesgos de
descargas eléctricas, y fuego. Utilizar cables para soldadura que sean flexibles y estén bien aislados.
Mantener los cables lo suficientemente alejados de la trayectoria de soldadura.
El soldador debe vestir ropas resistentes y sencillas en buenas condiciones para protegerse del calor y la
suciedad, así como guantes de cuero. Debe protegerse de las superficies conductoras con zapatos de suela
de goma como mínimo y, preferiblemente, trabajar sobre una superficie aislada como son, por ejemplo, las
esteras de goma y los tableros de madera seca.
Se puede hacer la toma de tierra posicionando la pieza sobre una chapa de metal puesta a tierra o
conectándola al sistema de puesta a tierra del edificio. Hay que evitar las puestas a tierra dobles pues la
corriente de soldadura puede circular a través de la conexión, cuya misión es únicamente la puesta a tierra
por seguridad, y puede ser de amplitud mayor que la que el conductor de tierra puede transportar con
seguridad.
Protección personal.
Vestimenta de protección: Utilizar ropas de algodón o lana 100%. Mantenerlas limpias y secas.
Protección de la cabeza: No se necesita casco para soldadura puesto que el flux cubre el arco.
Cubrir el punto de comienzo de arco es esencial antes de soldar. Se deben llevar puestas gafas
para proteger los ojos durante la retirada de la escoria.
-CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS DE SOLDADURA- Tema 1.11.a -24-
También podría gustarte
- Tabla de Rendimientos para PlacaDocumento29 páginasTabla de Rendimientos para Placaluiscalderas1100% (2)
- Calculo Tee EnvolventeDocumento4 páginasCalculo Tee Envolventeluiscalderas1Aún no hay calificaciones
- Arco SumergidoDocumento57 páginasArco SumergidoABRAHAM SILVA HERNANDEZ100% (1)
- Soldador TigDocumento48 páginasSoldador TigJulio Saturno Pazos CaballeroAún no hay calificaciones
- Arco Electrico, Parte Fisica, Corriente y Polaridad en Procesos de Soldadura .Documento35 páginasArco Electrico, Parte Fisica, Corriente y Polaridad en Procesos de Soldadura .Hugo Ferro Cuellar67% (3)
- JERINTHSON ESPINOZA SENATI Soldadura Tig ActividadDocumento3 páginasJERINTHSON ESPINOZA SENATI Soldadura Tig Actividadwilmer alfredoAún no hay calificaciones
- NRF 032 Pemex 2012Documento550 páginasNRF 032 Pemex 2012Armando Vasquez Pacheco100% (12)
- Informe de Ensayos No DestructivosDocumento25 páginasInforme de Ensayos No DestructivosSergio Andrés Fleta100% (2)
- Prueba de Química Organica Segundo MedioDocumento3 páginasPrueba de Química Organica Segundo Mediosilvimon19650% (1)
- Proceso GMAW PDFDocumento89 páginasProceso GMAW PDFcristianmatusAún no hay calificaciones
- Libro VI - Corte Por PlasmaDocumento4 páginasLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZAún no hay calificaciones
- Tema 10 - Soldadura TIGDocumento36 páginasTema 10 - Soldadura TIGCarlos Quispe Martinez100% (1)
- Proceso FCAWDocumento59 páginasProceso FCAWCarlos Principe100% (2)
- Soldadura Mig Mag II Sem S-1 (202220)Documento43 páginasSoldadura Mig Mag II Sem S-1 (202220)Dany YordanAún no hay calificaciones
- Manual de Arco SumergidoDocumento64 páginasManual de Arco SumergidoEdilberto Acuña Vargas100% (1)
- Saw Arco SumergidoDocumento106 páginasSaw Arco SumergidoPablo Leal Aguero100% (1)
- Clasificacion de Electrodo-FcawDocumento4 páginasClasificacion de Electrodo-FcawEddieJhonC.OrdoñoAún no hay calificaciones
- Mata Burros CaldereriaDocumento39 páginasMata Burros CaldereriaramefAún no hay calificaciones
- GTAWDocumento72 páginasGTAWKatherin Carhuas QuispeAún no hay calificaciones
- Diapositivas Proceso FcawDocumento19 páginasDiapositivas Proceso Fcawcarlos100% (1)
- Trabajo Entregable 2Documento13 páginasTrabajo Entregable 2Dylan MQAún no hay calificaciones
- FCAWDocumento10 páginasFCAWCarlos Cayo100% (1)
- Defectos 2Documento34 páginasDefectos 2francescoAún no hay calificaciones
- TR2 Tecnologia de La SoldaduraDocumento9 páginasTR2 Tecnologia de La SoldaduradelhuXD xAún no hay calificaciones
- Informe de FcawDocumento20 páginasInforme de FcawAnonymous pOMF80hBTAún no hay calificaciones
- Preguntas CementacionDocumento4 páginasPreguntas CementacionSantiago GarciaAún no hay calificaciones
- Procedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Documento6 páginasProcedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Mario DíazAún no hay calificaciones
- Figura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxDocumento50 páginasFigura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxJonathan OlavarriaAún no hay calificaciones
- Posición VerticalDocumento21 páginasPosición VerticalJaviercito VelascoAún no hay calificaciones
- FCAW - OrdenadoDocumento64 páginasFCAW - OrdenadoJoseph Cristian Cruz Luque100% (1)
- El Escariado Manual TerminadoDocumento17 páginasEl Escariado Manual TerminadoJordy Navarro100% (1)
- TR - Tig (Gmaw)Documento11 páginasTR - Tig (Gmaw)Alexis Peña100% (1)
- Mccu Mccu 217 Formatoalumnotrabajofinal 1Documento6 páginasMccu Mccu 217 Formatoalumnotrabajofinal 1Carlos Bardales TrujilloAún no hay calificaciones
- Teoria y Fundamentos GTAW+claveDocumento49 páginasTeoria y Fundamentos GTAW+claveHernan AlvarezAún no hay calificaciones
- Cepilladora de Codo Parte7Documento72 páginasCepilladora de Codo Parte7Edwin Castro100% (1)
- TEMA 4 Fundamentos de La Soldadura MIG-MAGDocumento45 páginasTEMA 4 Fundamentos de La Soldadura MIG-MAGJose Antonio Neciosup CabanillasAún no hay calificaciones
- Avance Foro TIGDocumento3 páginasAvance Foro TIGdelhuXD xAún no hay calificaciones
- MPTD MPTD-303 TrabajofinalDocumento4 páginasMPTD MPTD-303 TrabajofinalAlejandra Marycielo Almeyda SuncionAún no hay calificaciones
- Colado en Molde PermanenteDocumento19 páginasColado en Molde Permanenteascharlyx50% (2)
- Conceptos Basicos de Electricidad en Equipos de Soldadura (Miller)Documento42 páginasConceptos Basicos de Electricidad en Equipos de Soldadura (Miller)Jairo100% (4)
- Corte Con Arco de Carbono CACDocumento5 páginasCorte Con Arco de Carbono CACAlberto JaraAún no hay calificaciones
- Examen Solis ManttoDocumento3 páginasExamen Solis ManttoAmiel MTAún no hay calificaciones
- CUADERNO DE INFORMES #01 (Semestre)Documento9 páginasCUADERNO DE INFORMES #01 (Semestre)Rodmi Torres Peralta100% (1)
- m01 09 El Soldeo Mig MagDocumento60 páginasm01 09 El Soldeo Mig MagmontyviaderoAún no hay calificaciones
- Cuestionario SoldaduraDocumento5 páginasCuestionario SoldaduraCesar EduardoAún no hay calificaciones
- Manual de Aceros Inoxidables InduraDocumento72 páginasManual de Aceros Inoxidables InduraPedro Carrasco100% (2)
- Soldadura Arco Electrico IV, VDocumento8 páginasSoldadura Arco Electrico IV, VAndres Martinez MezaAún no hay calificaciones
- Msud Msud-501 TrabajofinalDocumento3 páginasMsud Msud-501 TrabajofinalLucy PerezAún no hay calificaciones
- Examen DiplomadoDocumento6 páginasExamen DiplomadoFrancisco BanderaAún no hay calificaciones
- Uniones SoldadasDocumento67 páginasUniones SoldadasNelson Torres Rubio100% (1)
- Examen Recuperacion 2 - FcawDocumento5 páginasExamen Recuperacion 2 - FcawFrancisco BanderaAún no hay calificaciones
- Arco SumergidoDocumento39 páginasArco SumergidoPablo100% (1)
- Hoja de Tarea en Filete Vertical AscendenteDocumento5 páginasHoja de Tarea en Filete Vertical AscendentecarlosAún no hay calificaciones
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Documento105 páginasCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- Simbologia Aws. Ansi PDFDocumento45 páginasSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- Microsoft Powerpoint - Recuperacion Catalina - Trujillo ( 1Documento49 páginasMicrosoft Powerpoint - Recuperacion Catalina - Trujillo ( 1Lizandro Umberto Inga50% (2)
- Avance Del Foro Plasma 2Documento2 páginasAvance Del Foro Plasma 2delhuXD xAún no hay calificaciones
- Mecd Mecd-408 Material 002Documento131 páginasMecd Mecd-408 Material 002luis ordoñez rodriguezAún no hay calificaciones
- Prueba de Caldereria IDocumento3 páginasPrueba de Caldereria ILucas Cifuentes AbacaAún no hay calificaciones
- Tipos de ElectrodoDocumento21 páginasTipos de Electrodojesus landa galarza100% (1)
- 1.10 Proceso Saw - CesolDocumento68 páginas1.10 Proceso Saw - CesolLuis CarlosAún no hay calificaciones
- El Arco ElectricoDocumento50 páginasEl Arco ElectricoEdison GonzAún no hay calificaciones
- 6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFDocumento91 páginas6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFIñaki JaritAún no hay calificaciones
- Manual Soldadura Básica Uni3 PDFDocumento11 páginasManual Soldadura Básica Uni3 PDFCamilo GeovannyAún no hay calificaciones
- Guia Soldadura 2Documento12 páginasGuia Soldadura 2luz mariAún no hay calificaciones
- Angulo-Canal-IE (Sold)Documento4 páginasAngulo-Canal-IE (Sold)luiscalderas1Aún no hay calificaciones
- Formulas Areas Perfiles EstructuralesDocumento2 páginasFormulas Areas Perfiles Estructuralesluiscalderas1100% (1)
- Comales y Figuras OchoDocumento3 páginasComales y Figuras OchoAldo Hernandez CuervoAún no hay calificaciones
- Cálculo Oreja Izaje Por GrilleteDocumento3 páginasCálculo Oreja Izaje Por GrilleteIrving Uc Fernandez50% (4)
- Formulas para BraceDocumento5 páginasFormulas para Braceluiscalderas1Aún no hay calificaciones
- Tabla de Cedulas de Tuberia PEMEXDocumento2 páginasTabla de Cedulas de Tuberia PEMEXgutyingenioso100% (2)
- Tabla de EquivalenciasDocumento1 páginaTabla de Equivalenciasluiscalderas1Aún no hay calificaciones
- NRF 210 GasyfuegoDocumento68 páginasNRF 210 GasyfuegododongoAún no hay calificaciones
- NRF 211 Pemex 2008 FDocumento83 páginasNRF 211 Pemex 2008 Fsergio_perez_48100% (3)
- Dimensiones Bridas y PozosDocumento4 páginasDimensiones Bridas y Pozosluiscalderas10% (1)
- NRF 208 Pemex 2009 Relevado de EsfuerzosDocumento45 páginasNRF 208 Pemex 2009 Relevado de Esfuerzosjerrymcfly100% (5)
- NRF 209 Pemex 2008 FbombasrotatoriasDocumento61 páginasNRF 209 Pemex 2008 FbombasrotatoriasBeatriz PereiraAún no hay calificaciones
- NRF-203-PEMEX-2008 Arrestadores de Flama PDFDocumento16 páginasNRF-203-PEMEX-2008 Arrestadores de Flama PDFDiego HigaredaAún no hay calificaciones
- NRF 210 GasyfuegoDocumento68 páginasNRF 210 GasyfuegododongoAún no hay calificaciones
- NRF 205 Pemex 2008Documento33 páginasNRF 205 Pemex 2008Juan Karlos Jiménez Duran100% (1)
- NRF 207 Pemex 2009 f1 Membranas FlotantesDocumento28 páginasNRF 207 Pemex 2009 f1 Membranas Flotantessgm6911100% (2)
- Torres de EnfriamientoDocumento26 páginasTorres de EnfriamientoLuis Alfredo MazariegosAún no hay calificaciones
- NRF 204 Pemex 2008 FDocumento44 páginasNRF 204 Pemex 2008 FLuis Mechato Olivares100% (5)
- Torres de EnfriamientoDocumento26 páginasTorres de EnfriamientoLuis Alfredo MazariegosAún no hay calificaciones
- NRF 209 Pemex 2008 FbombasrotatoriasDocumento61 páginasNRF 209 Pemex 2008 FbombasrotatoriasBeatriz PereiraAún no hay calificaciones
- NRF 208 Pemex 2009 Relevado de EsfuerzosDocumento45 páginasNRF 208 Pemex 2009 Relevado de Esfuerzosjerrymcfly100% (5)
- NRF 205 Pemex 2008Documento33 páginasNRF 205 Pemex 2008Juan Karlos Jiménez Duran100% (1)
- NRF 001 Pemex 2013Documento4 páginasNRF 001 Pemex 2013luiscalderas1Aún no hay calificaciones
- NRF 207 Pemex 2009 f1 Membranas FlotantesDocumento28 páginasNRF 207 Pemex 2009 f1 Membranas Flotantessgm6911100% (2)
- NRF-203-PEMEX-2008 Arrestadores de Flama PDFDocumento16 páginasNRF-203-PEMEX-2008 Arrestadores de Flama PDFDiego HigaredaAún no hay calificaciones
- NRF 204 Pemex 2008 FDocumento44 páginasNRF 204 Pemex 2008 FLuis Mechato Olivares100% (5)
- NRF - 001 - Pemex 2013 PDFDocumento38 páginasNRF - 001 - Pemex 2013 PDFIsraelo PueblaAún no hay calificaciones
- Clase Glucolisis y Respiracion CelularDocumento40 páginasClase Glucolisis y Respiracion CelularVanessa CarabaliAún no hay calificaciones
- HT y GE 10 - Metabolismo Bacteriano (3ra Parte) AnabolismoDocumento8 páginasHT y GE 10 - Metabolismo Bacteriano (3ra Parte) AnabolismoAngela VelasquezAún no hay calificaciones
- Prueba Diagnostica Grado 6Documento3 páginasPrueba Diagnostica Grado 6Isco Yepes MejiaAún no hay calificaciones
- TESIS Caracterización de Bacterias Sulfato Reductoras TermofilicasDocumento90 páginasTESIS Caracterización de Bacterias Sulfato Reductoras Termofilicasvictor manuel villegasAún no hay calificaciones
- EP2 BiooDocumento4 páginasEP2 BiooCarmem AlbuquerqueAún no hay calificaciones
- CDM Catálogo 25MbDocumento24 páginasCDM Catálogo 25MbCarlos EspinelAún no hay calificaciones
- Unidad IDocumento9 páginasUnidad IJohandlys YanezAún no hay calificaciones
- Operaciones UnitariasDocumento15 páginasOperaciones UnitariasCamilo Andres Calderon CarrizosaAún no hay calificaciones
- Manual Principios BasicosDocumento89 páginasManual Principios BasicosJenny RuizAún no hay calificaciones
- Propiedadese ColigativasDocumento5 páginasPropiedadese ColigativasAlejandra Ramos GutierrezAún no hay calificaciones
- Ley de FickDocumento3 páginasLey de FickLUIS ANGEL HERRERA GOMEZAún no hay calificaciones
- Conservación Por UltrasonidoDocumento16 páginasConservación Por UltrasonidoAnder Rivera100% (1)
- Como Se Debe de Almacenar LubricantesDocumento2 páginasComo Se Debe de Almacenar LubricantesSaulo De la Cruz EAún no hay calificaciones
- El AguaDocumento22 páginasEl AguaCalletana Ramirez HolguinAún no hay calificaciones
- SulfuracionDocumento15 páginasSulfuracionWilson Jeff Espinoza CondorAún no hay calificaciones
- Informe I MicroscopioDocumento6 páginasInforme I MicroscopioRomario Nolbert Huisa ChulloAún no hay calificaciones
- Cálculos de Filtros A PresiónDocumento1 páginaCálculos de Filtros A PresiónAlejandro Enrique RodriguezAún no hay calificaciones
- Hélice AlfaDocumento3 páginasHélice AlfaVictor Pérez FuentesAún no hay calificaciones
- Control Formacion Barnices Agosto 21 2020Documento7 páginasControl Formacion Barnices Agosto 21 2020Daniel Londoño SernaAún no hay calificaciones
- Portafolio ExpodimoDocumento48 páginasPortafolio Expodimohuld abogadosAún no hay calificaciones
- Laboratorio 1 Fisicoquimica - Entalpia de ReaccionDocumento15 páginasLaboratorio 1 Fisicoquimica - Entalpia de Reaccionyerson mendoza roblesAún no hay calificaciones
- Manual de Practicas de Química Orgánica TessfpDocumento75 páginasManual de Practicas de Química Orgánica TessfpKatherine ClementeAún no hay calificaciones
- Aceros Aisi 200Documento8 páginasAceros Aisi 200Fiorella RodriguezAún no hay calificaciones
- Programa de Prevencion RUV MILE - Rev3Documento18 páginasPrograma de Prevencion RUV MILE - Rev3Diego VargasAún no hay calificaciones
- Apuntes N°1Documento42 páginasApuntes N°1Francisco Saldívar50% (2)
- Informe Tratamiento de Los MetalesDocumento19 páginasInforme Tratamiento de Los MetalesJulio Alvarez AstudilloAún no hay calificaciones
- Recuperacion de Relaves de Estano ExposicionDocumento21 páginasRecuperacion de Relaves de Estano ExposicionTRMConsultantAún no hay calificaciones