También podría gustarte
- Soldadura Por Puntos PDFDocumento9 páginasSoldadura Por Puntos PDFGuz Kout100% (2)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
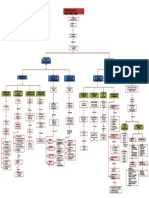
- Mapa Conceptual Procesos de ManufacturaDocumento1 páginaMapa Conceptual Procesos de ManufacturaDavid Borda0% (2)
- Ejercicios Del Proceso SAW - 2021-BDocumento3 páginasEjercicios Del Proceso SAW - 2021-BCRISTOPHER DANIEL COAQUIRA MENESESAún no hay calificaciones
- Procesos de Soldadura PAW-RSW-SAWDocumento27 páginasProcesos de Soldadura PAW-RSW-SAWjhon machucaAún no hay calificaciones
- TablasDocumento5 páginasTablastefita berbesiAún no hay calificaciones
- Proceso de Soldadura MigDocumento21 páginasProceso de Soldadura MigEndher RojasAún no hay calificaciones
- Investigacion Soldadura 2Documento10 páginasInvestigacion Soldadura 2Frank Kennek CastilloAún no hay calificaciones
- SoldaduraDocumento4 páginasSoldaduraAdrian Pacheco FloresAún no hay calificaciones
- Soldadura SMAWDocumento11 páginasSoldadura SMAWJose Aguirre100% (1)
- Proceso de Soldadura Por Arco SumergidoDocumento10 páginasProceso de Soldadura Por Arco SumergidoJuan GranaraAún no hay calificaciones
- Quimi D. - Práctica Por Soldadura SMAWDocumento4 páginasQuimi D. - Práctica Por Soldadura SMAWDennys Quimi BorborAún no hay calificaciones
- Año de La Modernización de La SaludDocumento12 páginasAño de La Modernización de La SaludMIRXIAún no hay calificaciones
- Cuadro Comparativo de Los Tipos de Soldadura.Documento4 páginasCuadro Comparativo de Los Tipos de Soldadura.MarcoAún no hay calificaciones
- Soldadura Por ResistenciaDocumento5 páginasSoldadura Por Resistenciajonatan trigos perezAún no hay calificaciones
- Fundamentos de La Soldadura Por PuntosDocumento4 páginasFundamentos de La Soldadura Por PuntosMiguel LugoAún no hay calificaciones
- Velocidad y Posición Del Soplete Consumibles EmpleadosDocumento21 páginasVelocidad y Posición Del Soplete Consumibles Empleados0000000.n.n.0000000Aún no hay calificaciones
- Soldadura MIGDocumento11 páginasSoldadura MIGJuan Carlos JácomeAún no hay calificaciones
- Catálogo Soldadura Por Resistencia AMSADocumento12 páginasCatálogo Soldadura Por Resistencia AMSAPaco GonzálvezAún no hay calificaciones
- Diferencia Soldadura Electrica y MagneticaDocumento2 páginasDiferencia Soldadura Electrica y MagneticaSara CeballosAún no hay calificaciones
- R42 - A1 Documento Tecnicas de UnionDocumento4 páginasR42 - A1 Documento Tecnicas de UnionJosé Ignacio SarasolaAún no hay calificaciones
- 5 - Mig-MagDocumento18 páginas5 - Mig-Magmarius moldovanAún no hay calificaciones
- Ra#1 Ahd#2Documento7 páginasRa#1 Ahd#2Oscar OrdoñezAún no hay calificaciones
- Power-Wave Pulsado Vs Doble PulsadoDocumento6 páginasPower-Wave Pulsado Vs Doble PulsadoHéctor Luis Zamora MartellAún no hay calificaciones
- Informe de Proceso de ManufacturaDocumento3 páginasInforme de Proceso de ManufacturaGerman David Medina MartinezAún no hay calificaciones
- Soldadura MIGDocumento8 páginasSoldadura MIGJose Luis Tapia BedregalAún no hay calificaciones
- Taller Consulta de Soldadura TIC MICDocumento12 páginasTaller Consulta de Soldadura TIC MICDANIEL SHIGUANGO100% (1)
- Ventajas y Desventajas Proceso SawDocumento5 páginasVentajas y Desventajas Proceso Sawadmerpaucarcastillo290Aún no hay calificaciones
- Proceso de Soldadura MigDocumento12 páginasProceso de Soldadura MigYampier RiveraAún no hay calificaciones
- Soldadura Por ResistenciaDocumento6 páginasSoldadura Por ResistenciaIsrael ErazoAún no hay calificaciones
- Tec. de La Soldadura U2 AVDocumento13 páginasTec. de La Soldadura U2 AVAlan VargasAún no hay calificaciones
- Soldadura RSWDocumento8 páginasSoldadura RSWAdamAún no hay calificaciones
- Marco Teorico MigDocumento7 páginasMarco Teorico Migms 5AAún no hay calificaciones
- Diametro de ElectrodosDocumento14 páginasDiametro de ElectrodosHugo BarrosoAún no hay calificaciones
- CAP4 GMAW - En.esDocumento60 páginasCAP4 GMAW - En.esDIANA KAROLINE MAMANI RIVERAAún no hay calificaciones
- Figura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxDocumento50 páginasFigura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxJonathan OlavarriaAún no hay calificaciones
- Que EsDocumento3 páginasQue EsNatalia MarínAún no hay calificaciones
- Soldadura LáserDocumento4 páginasSoldadura LásersilviamaldonadoAún no hay calificaciones
- Proceso de Soldadura SawDocumento19 páginasProceso de Soldadura Sawdiana cardenasAún no hay calificaciones
- Paper SoldaduraDocumento6 páginasPaper SoldaduraSquid SPAún no hay calificaciones
- Soldadura MIG MAGDocumento7 páginasSoldadura MIG MAGJose Ricardo DuranAún no hay calificaciones
- Practica 2Documento7 páginasPractica 2Luis Carlos Apraez PantojaAún no hay calificaciones
- Wps Segun d1.1 Aws 2020 em EspañolDocumento36 páginasWps Segun d1.1 Aws 2020 em EspañolDaniel Ricardo Quintero Suavita100% (2)
- Solda202150.variación de Parámetros de Soldeo Smaw Ii - Cardenasdylan.gonzalesedison - Guagrillaanthony.paucarjennifer - RomeroadrianDocumento25 páginasSolda202150.variación de Parámetros de Soldeo Smaw Ii - Cardenasdylan.gonzalesedison - Guagrillaanthony.paucarjennifer - RomeroadrianANGEL ADRIAN ROMERO DUE�ASAún no hay calificaciones
- Soldadura LaserDocumento8 páginasSoldadura LaserArmando EspirituAún no hay calificaciones
- Práctica 2 - SoldaduraDocumento13 páginasPráctica 2 - SoldaduraErick ToazaAún no hay calificaciones
- SOLDADURA MIG O GMÁW Avance.Documento11 páginasSOLDADURA MIG O GMÁW Avance.William torresAún no hay calificaciones
- Soldadura Arco Sumergido SawDocumento46 páginasSoldadura Arco Sumergido SawJersson Valdinari Ballesteros Peña100% (1)
- Tema 6-Sold. Puntos1Documento4 páginasTema 6-Sold. Puntos1marius moldovanAún no hay calificaciones
- Metalisteria 1Documento18 páginasMetalisteria 1JUAN ESTEBAN RIOSAún no hay calificaciones
- Soldadura en Ingeniería CivilDocumento8 páginasSoldadura en Ingeniería CivilDnnis Arias100% (1)
- Efecto de Las Variables en El Proceso de Soldadura GmawDocumento9 páginasEfecto de Las Variables en El Proceso de Soldadura Gmawnegros33Aún no hay calificaciones
- Qué Es La Soldadura HFDocumento13 páginasQué Es La Soldadura HFurielborgesAún no hay calificaciones
- Casi Todo UnidoDocumento17 páginasCasi Todo UnidoJazmin Quenta Suxo100% (1)
- Soldadura Por Haz de Electrones.Documento6 páginasSoldadura Por Haz de Electrones.diegofpgAún no hay calificaciones
- Procesos, Soldado Por Arco SumergidoDocumento2 páginasProcesos, Soldado Por Arco SumergidoJosué JiménezAún no hay calificaciones
- Soldadura de Arco SumergidoDocumento16 páginasSoldadura de Arco SumergidoEdgar MartínezAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Ensayo de La Actividad EnzimaticaDocumento20 páginasEnsayo de La Actividad EnzimaticaKEVIN SANTIAGO VARGAS LEAL100% (1)
- Taller Final Fisica Noveno GradoDocumento9 páginasTaller Final Fisica Noveno GradoAsistentequiposcc ColpatriaAún no hay calificaciones
- Informe PonenciasDocumento16 páginasInforme PonenciasHj CmAún no hay calificaciones
- Secado de LodosDocumento5 páginasSecado de LodosFabiana Reyes PrietoAún no hay calificaciones
- Tipos, Designacion y Caracteristicas de Los Pernos Jhayo Flores Mep 2020 4BDocumento13 páginasTipos, Designacion y Caracteristicas de Los Pernos Jhayo Flores Mep 2020 4BJhayo Flores AranzamendiAún no hay calificaciones
- Reporte Diario PME 04 MAYO 19Documento19 páginasReporte Diario PME 04 MAYO 19Sarita RodriguezAún no hay calificaciones
- Práctica 2. Equilibrio Líquido-Vapor de Una Sustancia Pura-Presión de VaporDocumento31 páginasPráctica 2. Equilibrio Líquido-Vapor de Una Sustancia Pura-Presión de VaporMiguel Antonio Hernandez CarreraAún no hay calificaciones
- FerroniquelDocumento2 páginasFerroniquelCAROLAINE MANCO POLOAún no hay calificaciones
- 02 Estandares y Limites Maximos Permisibles (Modo de Compatibilidad)Documento27 páginas02 Estandares y Limites Maximos Permisibles (Modo de Compatibilidad)Alexander Centeno MerinoAún no hay calificaciones
- CICLO DE POTENCIA CON GAS - TURBINA A GAS - PpsDocumento85 páginasCICLO DE POTENCIA CON GAS - TURBINA A GAS - PpsricardoAún no hay calificaciones
- Bases TeoricasDocumento2 páginasBases TeoricasLuz MeryAún no hay calificaciones
- 5Documento45 páginas5Franco YnquillaAún no hay calificaciones
- Aniones Grupo 3Documento6 páginasAniones Grupo 3kevin arnold100% (2)
- Las Propiedades de Los Materiales y Su Clasificación Química.Documento39 páginasLas Propiedades de Los Materiales y Su Clasificación Química.Lic Paola MendozaAún no hay calificaciones
- Dibujando Estructuras QuímicasDocumento18 páginasDibujando Estructuras QuímicasLucila Alvarez AlvarezAún no hay calificaciones
- Definiciones Envase y EmbalajeDocumento7 páginasDefiniciones Envase y EmbalajeGuio OntiverosAún no hay calificaciones
- Introducción 2 A La Química OrgánicaDocumento45 páginasIntroducción 2 A La Química Orgánicaluis camargoAún no hay calificaciones
- Cuestionario 13Documento2 páginasCuestionario 13BRAYAN J. ROJAS ROMERO100% (2)
- Unidad 2. Hidrocarburos Quimica Organica.Documento11 páginasUnidad 2. Hidrocarburos Quimica Organica.Cepeda PayanoAún no hay calificaciones
- Manual Altair5X 10116951 01 ESDocumento96 páginasManual Altair5X 10116951 01 ESdigicontentsAún no hay calificaciones
- Marco Teorico Laboratorio 5Documento12 páginasMarco Teorico Laboratorio 5María FernandaAún no hay calificaciones
- Material EsterilDocumento22 páginasMaterial EsterilMariela Inca Melendez100% (1)
- ACTICIDE1Documento2 páginasACTICIDE1Eduardo Elias CastellanosAún no hay calificaciones
- 2 MosaicofluidoDocumento1 página2 Mosaicofluidoapi-3700689Aún no hay calificaciones
- Identificación de GlúcidosDocumento9 páginasIdentificación de GlúcidosMarina AledoAún no hay calificaciones
- Practica Comportamiento MecanicoDocumento2 páginasPractica Comportamiento MecanicoManuelReznorAún no hay calificaciones
- Mas Ontioxidante en Las Hojas de La MacaDocumento5 páginasMas Ontioxidante en Las Hojas de La MacamarieAún no hay calificaciones
- Utilización de Catalizadores Monolíticos en Procesos de Descontaminación AmbientalDocumento5 páginasUtilización de Catalizadores Monolíticos en Procesos de Descontaminación AmbientalGuillermo PpdAún no hay calificaciones
- Cuestionario de Fisica y QuimicaDocumento5 páginasCuestionario de Fisica y QuimicaMargaret Irarrázabal CallejasAún no hay calificaciones