También podría gustarte
- TI - Arla - FoodsDocumento17 páginasTI - Arla - Foodsvarilite0% (1)
- GSSO-EST-024 Estandar de RutaDocumento13 páginasGSSO-EST-024 Estandar de RutaWilug Antucoya100% (1)
- Empresa Nestlé PeruDocumento57 páginasEmpresa Nestlé PeruWENDY67% (6)
- Inv Mercados Cualitativo La LecheDocumento14 páginasInv Mercados Cualitativo La LecheAngela Canro Pinzon0% (1)
- Cuadro de Contratacion y Tipos de ContratoDocumento3 páginasCuadro de Contratacion y Tipos de Contratopaito2363Aún no hay calificaciones
- Trabajo 1 ALPINADocumento11 páginasTrabajo 1 ALPINAJuan Pablo LlanoAún no hay calificaciones
- Proyecto Formativo PILDocumento25 páginasProyecto Formativo PILLaura MoralesAún no hay calificaciones
- NutrilakDocumento68 páginasNutrilakAriel RojasAún no hay calificaciones
- Restaurant NovoandinoDocumento20 páginasRestaurant NovoandinoCarla Paola Hualpa MaqueAún no hay calificaciones
- Segundo Avance - Estudio de Mercado - Yogurt de Arándanos Edulcorado Con SteviaDocumento12 páginasSegundo Avance - Estudio de Mercado - Yogurt de Arándanos Edulcorado Con SteviaDENILSON IVAN CASTILLO CHECAAún no hay calificaciones
- Trabajo de Costos 2-1Documento14 páginasTrabajo de Costos 2-1Vanessa GutierrezAún no hay calificaciones
- Pil Contabilidad Empresarial IiDocumento20 páginasPil Contabilidad Empresarial IiGeraldy LoayzaAún no hay calificaciones
- Transcripción de Plan de Marketing Estratégico de La Empresa PIL Andina SDocumento10 páginasTranscripción de Plan de Marketing Estratégico de La Empresa PIL Andina Spotrillo70367% (3)
- Este Vale ProyectoDocumento64 páginasEste Vale ProyectoVanessa Chilet PerezAún no hay calificaciones
- Frugos Fdtos.Documento33 páginasFrugos Fdtos.Marco Fernández EscateAún no hay calificaciones
- Plan Estrategico Micro Empresa GalletasDocumento7 páginasPlan Estrategico Micro Empresa GalletasStebanGuayllasAún no hay calificaciones
- Manual SGA - VALLEDELSAYÁN.Documento27 páginasManual SGA - VALLEDELSAYÁN.Jesús Gustavo Barreto MezaAún no hay calificaciones
- Presupuesto de Mosto Onces y ComidasDocumento34 páginasPresupuesto de Mosto Onces y ComidasMarisol Sanchez HoyosAún no hay calificaciones
- Avance 1 QuakerDocumento12 páginasAvance 1 QuakerOmar Sadif Collazos PuipuliviaAún no hay calificaciones
- ACTIVIDAD 2 - Empresa InnovadoraDocumento8 páginasACTIVIDAD 2 - Empresa Innovadoravanessa Pastrana GonzalezAún no hay calificaciones
- Proyecto Lemonada PerúDocumento9 páginasProyecto Lemonada PerúCELESTE GUEVARAAún no hay calificaciones
- Pil PoliticasDocumento9 páginasPil PoliticasAlejandraCrespoAún no hay calificaciones
- Informe Examen Santo AyunDocumento13 páginasInforme Examen Santo AyunP'ame P'azAún no hay calificaciones
- Borrador Trabajo FinalDocumento15 páginasBorrador Trabajo FinalJorge Castro ObandoAún no hay calificaciones
- Metodos Dop INGENIERIA INDUSTRIALDocumento88 páginasMetodos Dop INGENIERIA INDUSTRIALK-milo DiasAún no hay calificaciones
- Monografia-Completa-Computo PROYECTODocumento26 páginasMonografia-Completa-Computo PROYECTOgielAún no hay calificaciones
- Pronaca (Grupo5)Documento9 páginasPronaca (Grupo5)Miguel Quelal ZuritaAún no hay calificaciones
- Trabajo Informativo de NestléDocumento10 páginasTrabajo Informativo de NestléMEYLIN ROSARIO LLAMOCCA AQUINOAún no hay calificaciones
- Adm, Org, Empresas S5Documento4 páginasAdm, Org, Empresas S5DafneAún no hay calificaciones
- Tercer Examen de Productiva - Espejo-Constancio-MamaniDocumento14 páginasTercer Examen de Productiva - Espejo-Constancio-MamaniAydee Lizeth Mamani DonaireAún no hay calificaciones
- Nathaly Silvana Galeas Alava PGDocumento20 páginasNathaly Silvana Galeas Alava PGVerónica Mercedes Bolaños MendozaAún no hay calificaciones
- Nutrilacking MonoDocumento19 páginasNutrilacking MonoBelen HaroAún no hay calificaciones
- Proyecto-Yogurt de Aguaymanto Modificado (Paredes, Pisconte, Torres, Sayritupac)Documento56 páginasProyecto-Yogurt de Aguaymanto Modificado (Paredes, Pisconte, Torres, Sayritupac)Felipe Israel PiscAún no hay calificaciones
- Alpura, Sistema ProductivoDocumento13 páginasAlpura, Sistema ProductivoOliver Garcia Moreno60% (5)
- Empresa Pil Andina SDocumento4 páginasEmpresa Pil Andina SJaneth aguilarAún no hay calificaciones
- Investigacion de AlpinaDocumento40 páginasInvestigacion de Alpinadanielareal255Aún no hay calificaciones
- Cadena de Valor LAIVE S.A.Documento16 páginasCadena de Valor LAIVE S.A.Ronald Vega67% (3)
- Analisis Del EntornoDocumento6 páginasAnalisis Del EntornoJosefina BellidoAún no hay calificaciones
- Proyecto Arroz Con Leche Jordan Ariza Casi CompletoDocumento16 páginasProyecto Arroz Con Leche Jordan Ariza Casi CompletoClaudia Marcela Gutiérrez Muñetón71% (7)
- Pronaca Estudio 2021Documento12 páginasPronaca Estudio 2021Stefania SaiguaAún no hay calificaciones
- Tarea Calidad Total Semana 9Documento11 páginasTarea Calidad Total Semana 9Annie RaudalesAún no hay calificaciones
- Ejercicio Sesion 3Documento5 páginasEjercicio Sesion 3victor hugo portugal melgarAún no hay calificaciones
- Proyecto Final de Inv. de Mercado HELADOS PILDocumento49 páginasProyecto Final de Inv. de Mercado HELADOS PILMaría Fernanda Rosas SanchezAún no hay calificaciones
- Ecv - Tarea Calificada 1 - Informe Tecnología IndustrialDocumento17 páginasEcv - Tarea Calificada 1 - Informe Tecnología Industrialclinica de motos 2015Aún no hay calificaciones
- Nestlè PeruDocumento17 páginasNestlè PeruMaria CelesteAún no hay calificaciones
- Trabajo de CampoDocumento25 páginasTrabajo de CampoDebora Eunises Sanchez AzañeroAún no hay calificaciones
- Informe-de-practicas-FREE ANDINADocumento36 páginasInforme-de-practicas-FREE ANDINAmade100% (1)
- Actividad 1 Estudio de Caso EmpresarialDocumento6 páginasActividad 1 Estudio de Caso EmpresarialKaren SuescunAún no hay calificaciones
- Responsabilidad Social Fase 2Documento7 páginasResponsabilidad Social Fase 2las llaves de mia alma De la osssaAún no hay calificaciones
- Trabajo Grupal NestleDocumento15 páginasTrabajo Grupal NestleAngel Lopez AguilarAún no hay calificaciones
- Proyecto Economía - Frutas DeshidratadasDocumento83 páginasProyecto Economía - Frutas DeshidratadasJesus Miguel Meza Vasquez50% (2)
- Tesis - Yogurt y Fruta DeshidratadaDocumento30 páginasTesis - Yogurt y Fruta DeshidratadaVanessa AP100% (1)
- Trabajo Final de CreatividadDocumento31 páginasTrabajo Final de CreatividadGeorgina LlajarunaAún no hay calificaciones
- Proyecto Organizacion y Metodos FinalDocumento21 páginasProyecto Organizacion y Metodos FinalRafael Simanca71% (7)
- Trabajo Final de Produccion HeladosDocumento58 páginasTrabajo Final de Produccion HeladosJoseph Brayan100% (1)
- Proyecto Integrador Pil Andina Sa.Documento7 páginasProyecto Integrador Pil Andina Sa.Luis Fernando qisbertAún no hay calificaciones
- Avance de Proyecto #1 PDFDocumento6 páginasAvance de Proyecto #1 PDFMarjhory SosaAún no hay calificaciones
- Hojuelas de YaconDocumento19 páginasHojuelas de YaconMarco Perez MendozaAún no hay calificaciones
- ALICORP Trabajo TerminadoDocumento32 páginasALICORP Trabajo Terminadonoemi huaman MarinAún no hay calificaciones
- PANADERÍA Y PASTELERÍA COMERCIALDe EverandPANADERÍA Y PASTELERÍA COMERCIALCalificación: 5 de 5 estrellas5/5 (3)
- Estudio De Factibilidad De Un Producto Innovador De Café.: Exquisitamente PrácticoDe EverandEstudio De Factibilidad De Un Producto Innovador De Café.: Exquisitamente PrácticoAún no hay calificaciones
- Cambios ValidadosDocumento3 páginasCambios Validadospaito2363Aún no hay calificaciones
- Seguimiento Individual Plan de Accion PaiDocumento7 páginasSeguimiento Individual Plan de Accion Paipaito2363Aún no hay calificaciones
- Seguimiento Plan de Accion Extramural PaiDocumento8 páginasSeguimiento Plan de Accion Extramural Paipaito2363Aún no hay calificaciones
- COSTOSDocumento38 páginasCOSTOSpaito2363Aún no hay calificaciones
- RAPS RestrepoDocumento1 páginaRAPS Restrepopaito2363Aún no hay calificaciones
- Obligaciones de Gestion Ambiental, de Seguridad y Salud en El Trabajo yDocumento24 páginasObligaciones de Gestion Ambiental, de Seguridad y Salud en El Trabajo ypaito2363Aún no hay calificaciones
- Guiapractica SarampionDocumento117 páginasGuiapractica Sarampionpaito2363Aún no hay calificaciones
- Guia RabiaDocumento44 páginasGuia Rabiapaito2363Aún no hay calificaciones
- Comfenalco TolimaDocumento3 páginasComfenalco Tolimapaito2363Aún no hay calificaciones
- Practica No 456 Lab QuimiDocumento8 páginasPractica No 456 Lab Quimipaito2363Aún no hay calificaciones
- Trabajo Colaborativo 1 2 3 Grupo23Documento58 páginasTrabajo Colaborativo 1 2 3 Grupo23paito2363Aún no hay calificaciones
- Símbolos de ManipulaciónDocumento11 páginasSímbolos de ManipulaciónAlan Jimenez ChavezAún no hay calificaciones
- Semana 11 Factor HombreDocumento6 páginasSemana 11 Factor HombrePatricia RicaldeAún no hay calificaciones
- Terreno Grupo 07 - Taller 5Documento8 páginasTerreno Grupo 07 - Taller 5Mari JNAún no hay calificaciones
- Copia de Seguridad de PROCEDIMIENTO - OPERACION - INYECTORA - DE - PLADocumento10 páginasCopia de Seguridad de PROCEDIMIENTO - OPERACION - INYECTORA - DE - PLAkaren pereiraAún no hay calificaciones
- Acuerdo TLC Colombia-México G2. Integración EconómicaDocumento11 páginasAcuerdo TLC Colombia-México G2. Integración EconómicaJulian AvendañoAún no hay calificaciones
- Flores de Carton TutorialDocumento1 páginaFlores de Carton TutorialMarina FleitaAún no hay calificaciones
- Estructura Urbana Regional, Gradualizacion TerritorialDocumento2 páginasEstructura Urbana Regional, Gradualizacion TerritorialLeslie Florencia BordaAún no hay calificaciones
- Lab de Alimento Informe 8Documento3 páginasLab de Alimento Informe 8Rosa JiminAún no hay calificaciones
- ECONOMIADocumento7 páginasECONOMIAJEIFRE DAVID GUARIN DIAZAún no hay calificaciones
- TiqueteDocumento1 páginaTiqueteEvika TorresAún no hay calificaciones
- P. Productiva 28 Febrero MAGDocumento198 páginasP. Productiva 28 Febrero MAGLa Zona PimampiroAún no hay calificaciones
- Clase Sociales de El SalvadorDocumento2 páginasClase Sociales de El SalvadorJonathan GuerreroAún no hay calificaciones
- Tema 1 La Agropecuaria en BoliviaDocumento12 páginasTema 1 La Agropecuaria en BoliviaJuan Carlos Calizaya LeigueAún no hay calificaciones
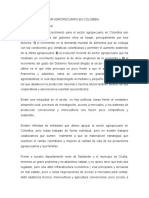
- Analisis Del Sector Agropecuario en ColombiaDocumento2 páginasAnalisis Del Sector Agropecuario en ColombiaRafael LozanoAún no hay calificaciones
- Región Centro OccidentalDocumento7 páginasRegión Centro OccidentalleuydisAún no hay calificaciones
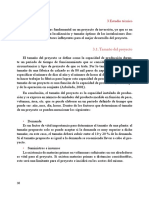
- EstudioTecnico Localizacion TamañoDocumento14 páginasEstudioTecnico Localizacion TamañoMonica Fernanda Rojas CelisAún no hay calificaciones
- LaSunatyelComercioExterior (Propuesta)Documento55 páginasLaSunatyelComercioExterior (Propuesta)CHAVEZ RONDINEL CARMEN PATRICIAAún no hay calificaciones
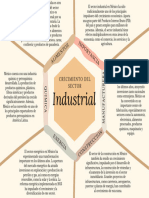
- Crecimiento Del SectorDocumento1 páginaCrecimiento Del SectorKevin ViesAún no hay calificaciones
- Chancado y MoliendaDocumento26 páginasChancado y Moliendajosue mansillaAún no hay calificaciones
- 2chiquito Ipsum IIDocumento13 páginas2chiquito Ipsum IIJaime OseaAún no hay calificaciones
- La Cerro de Pasco Corporation Fue La Gran Universidad Minera Del PerúDocumento3 páginasLa Cerro de Pasco Corporation Fue La Gran Universidad Minera Del PerúElear GomezAún no hay calificaciones
- Santiago Guerrero Betancur 1Documento101 páginasSantiago Guerrero Betancur 1Daniel CastroAún no hay calificaciones
- Infmi 00011Documento51 páginasInfmi 00011EstebanAún no hay calificaciones
- FODA BarrickDocumento2 páginasFODA BarrickNelson CastilloAún no hay calificaciones
- RESOLUCIÓNDocumento4 páginasRESOLUCIÓNBryan Huarach DelgadoAún no hay calificaciones
- Sistema de Producción Coca ColaDocumento1 páginaSistema de Producción Coca ColachelintiAún no hay calificaciones
- Cubiertos Comestibles DalupaDocumento10 páginasCubiertos Comestibles DalupaLuisa Maria Martinez SilvaAún no hay calificaciones
- Practica 1Documento2 páginasPractica 1IE PitagorasAún no hay calificaciones
- Segundo Taller Exportacion Cafe PDFDocumento20 páginasSegundo Taller Exportacion Cafe PDFCesar CabreraAún no hay calificaciones