También podría gustarte
- Mesa Redonda #04 - Grupo 4Documento9 páginasMesa Redonda #04 - Grupo 4gersonAún no hay calificaciones
- Examen FinalDocumento2 páginasExamen Finaljulio anhuamanAún no hay calificaciones
- Grupo 2 Taf Avance 16.06Documento31 páginasGrupo 2 Taf Avance 16.06Jossy Fernandez Gaitan0% (1)
- Caso SimagraphDocumento9 páginasCaso Simagraphjoseproanio100% (2)
- Situación ProblemáticaDocumento13 páginasSituación Problemáticajuan planas rivarolaAún no hay calificaciones
- Shinkasen Su Limpieza en 7 MinutosDocumento3 páginasShinkasen Su Limpieza en 7 Minutosdaniel sabinoAún no hay calificaciones
- Caso VLSI - Gestión de La InnovaciónDocumento4 páginasCaso VLSI - Gestión de La InnovaciónAdrián ZegarraAún no hay calificaciones
- Control 1Documento4 páginasControl 1Antonio Felipe Lunasco Mendoza0% (1)
- Caso SuperhighDocumento8 páginasCaso SuperhighJose AntonioAún no hay calificaciones
- Sem7 Caso5 Ayudando MedicinaDocumento2 páginasSem7 Caso5 Ayudando MedicinaJohnny Luis GutirrezAún no hay calificaciones
- Mesa Redonda N°3-PucpDocumento2 páginasMesa Redonda N°3-PucpJorgeLuisGamarraGarbozaAún no hay calificaciones
- Caso LebretonDocumento2 páginasCaso LebretonKELLY YADIRA RODRIGUEZ PALACIOS50% (2)
- Amazon PresentaciónDocumento14 páginasAmazon PresentaciónRaquel Ruiz IniestaAún no hay calificaciones
- Modelo CanvasDocumento1 páginaModelo Canvastatiana sernaAún no hay calificaciones
- Trabajo Final Gestión de InventariosDocumento20 páginasTrabajo Final Gestión de InventariosMarisela Augusto100% (1)
- La Línea de Comprimidos de SigmapharmDocumento14 páginasLa Línea de Comprimidos de SigmapharmRubi Rojas JaureguiAún no hay calificaciones
- Dokumen - Tips Caso Sigmapharm Grupo 8 Mbag AqreuipaxDocumento6 páginasDokumen - Tips Caso Sigmapharm Grupo 8 Mbag AqreuipaxDaniel AlvaradoAún no hay calificaciones
- SIMAPHARMDocumento15 páginasSIMAPHARMMiguel Angel Ramirez Lazo100% (3)
- Caso SigmapharmDocumento7 páginasCaso SigmapharmYasser Samohuallpa Serrano67% (6)
- Caso SigmapharmDocumento4 páginasCaso SigmapharmJuanCarlosOrellanaAún no hay calificaciones
- Caso 3 Sigmapharm - Grupo 3Documento5 páginasCaso 3 Sigmapharm - Grupo 3Jacqueline Correa MárquezAún no hay calificaciones
- Sigma 2Documento17 páginasSigma 2Flor De María100% (1)
- SIGMAPHARMDocumento8 páginasSIGMAPHARMJOSÉ ENRRIQUE ALVAREZ HUAMANÍ100% (2)
- Caso La Línea de Comprimidos de Sigmapharm S.A.Documento3 páginasCaso La Línea de Comprimidos de Sigmapharm S.A.Rudy ALonso50% (2)
- Caso SigmapharmDocumento3 páginasCaso SigmapharmPatricia Diaz BlancoAún no hay calificaciones
- Superhigh FinalDocumento14 páginasSuperhigh FinalJose Antonio100% (1)
- Lehigh Steel (Vfinal)Documento9 páginasLehigh Steel (Vfinal)majukaseAún no hay calificaciones
- Caso La Linea de Comprimidos de Sigmapharm S ADocumento4 páginasCaso La Linea de Comprimidos de Sigmapharm S AmarcocaveroAún no hay calificaciones
- La Supercolaboración Con Los ProveedoresDocumento7 páginasLa Supercolaboración Con Los ProveedoresmilwardlqAún no hay calificaciones
- Grupo6.Caso 3 - IGTDocumento10 páginasGrupo6.Caso 3 - IGTRichard MatuteAún no hay calificaciones
- Taf TiDocumento14 páginasTaf TiVictor Reyes100% (1)
- Grupo 1. Caso 3 - IGTDocumento5 páginasGrupo 1. Caso 3 - IGTCesar Paredes NoaAún no hay calificaciones
- Flujo de Valor, Takt, CapacidadDocumento3 páginasFlujo de Valor, Takt, CapacidadPaul Larry Kong RomeroAún no hay calificaciones
- Lectura - The Morrison CompanyDocumento8 páginasLectura - The Morrison CompanyabgochoAún no hay calificaciones
- SCM Indicaciones para TAF 2020Documento3 páginasSCM Indicaciones para TAF 2020Sofia Malpartida PachecoAún no hay calificaciones
- Caso LorenDocumento6 páginasCaso LorenBrian YarascaAún no hay calificaciones
- Caso Bayfield Mud CompanyDocumento5 páginasCaso Bayfield Mud CompanyGerardo Garcia CaroAún no hay calificaciones
- Grupo 3 - LINEA DE COMPRIMIDOS SIGMAPHARMA - MBA 144 v2Documento7 páginasGrupo 3 - LINEA DE COMPRIMIDOS SIGMAPHARMA - MBA 144 v2José Luis Barrera100% (1)
- Trabajo de Lectura Caso Sigmapharm S.ADocumento2 páginasTrabajo de Lectura Caso Sigmapharm S.AwilderAún no hay calificaciones
- Trabajo Grupal - Caso Engranajes MartínezDocumento12 páginasTrabajo Grupal - Caso Engranajes MartínezClarck Guerra CalderonAún no hay calificaciones
- 05 LSCM Caso CP9 Pieza X Pieza CP10 Portaviones InstruccionesDocumento3 páginas05 LSCM Caso CP9 Pieza X Pieza CP10 Portaviones InstruccionesJean Silva HuancaAún no hay calificaciones
- Sesión 11 y 12 Translation 10 Guiding Principles For High Impact SCMDocumento10 páginasSesión 11 y 12 Translation 10 Guiding Principles For High Impact SCMMilindriAún no hay calificaciones
- Caso de Linea de Comprimidos de Sigmapharm S - V2Documento1 páginaCaso de Linea de Comprimidos de Sigmapharm S - V2Junior Anderson Espiritu ZavaletaAún no hay calificaciones
- Caso Engranajes MartinezDocumento9 páginasCaso Engranajes Martinezharold pachecoAún no hay calificaciones
- Presentación Final TAFDocumento8 páginasPresentación Final TAFPaty Colan GomezAún no hay calificaciones
- Caso N - 2 Criticidad Con Propuesta de Hojas de TrabajoDocumento9 páginasCaso N - 2 Criticidad Con Propuesta de Hojas de TrabajoSwinie SmallvilleAún no hay calificaciones
- Logística y Supply Chain Management en El Retail: Mesa Redonda 2 "La Supercolaboración Con Los Proveedores"Documento6 páginasLogística y Supply Chain Management en El Retail: Mesa Redonda 2 "La Supercolaboración Con Los Proveedores"ANGEL BENSON YAÑEZ MANCHEGO100% (1)
- Caso GenentechDocumento4 páginasCaso GenentechVILLAFUERTE GABRIELA STEFANIAAún no hay calificaciones
- Mesa Redonda N°5-PucpDocumento2 páginasMesa Redonda N°5-PucpJorgeLuisGamarraGarbozaAún no hay calificaciones
- 04 Caso 5 Instrucciones Almacen AlReVez y DCSDocumento3 páginas04 Caso 5 Instrucciones Almacen AlReVez y DCSPepe BotellaAún no hay calificaciones
- Inmobiliaria Asia Sac - Pregunta 7Documento3 páginasInmobiliaria Asia Sac - Pregunta 7Arnold Gutierrez PeraltaAún no hay calificaciones
- G6 - Mesa Redonda N°6 Productividad Del Capital y Gestion de ActivosDocumento4 páginasG6 - Mesa Redonda N°6 Productividad Del Capital y Gestion de ActivosCynthia Tocas RimasAún no hay calificaciones
- Casa Del PernoDocumento8 páginasCasa Del PernoManuel Izquierdo0% (1)
- VSM Examen FinalDocumento1 páginaVSM Examen FinalNolber RodriguezAún no hay calificaciones
- Scm-Grupo 3-Caso LorenDocumento9 páginasScm-Grupo 3-Caso LorenMarcelo Sebastian Malca RiveraAún no hay calificaciones
- Caso ZaraDocumento15 páginasCaso ZaraRafael RamirezAún no hay calificaciones
- (Opera) Trabajo Aplicativo Final - Grupo 2Documento36 páginas(Opera) Trabajo Aplicativo Final - Grupo 2Marcia MartinezAún no hay calificaciones
- Caso 1 Cálculo Del Indicador de Oee de Planta Caso Envasadora de GaseosasDocumento8 páginasCaso 1 Cálculo Del Indicador de Oee de Planta Caso Envasadora de GaseosasPaola Galvez50% (2)
- Caso 5 LebretonDocumento2 páginasCaso 5 LebretonAnonymous JC8qCAWjQwAún no hay calificaciones
- Caso Hank KolbDocumento3 páginasCaso Hank Kolbkiara75% (4)
- Caso 1 Grupo 2 Sigmapharm PDFDocumento17 páginasCaso 1 Grupo 2 Sigmapharm PDFAntony Alec Cabrera RodriguezAún no hay calificaciones
- Caso Sigmapharm - Grupo 8 - MBAG AqreuipaXDocumento6 páginasCaso Sigmapharm - Grupo 8 - MBAG AqreuipaXGerson Alfredo Silva Jara75% (4)
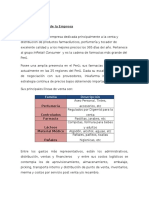
- Empresa Agromar Industrial SA Sistema Administrativo y Finaciero MarketingDocumento44 páginasEmpresa Agromar Industrial SA Sistema Administrativo y Finaciero MarketingJosue Pena Valdiviezo71% (7)
- Unidad 3 Inventarios de Modelos BasicosDocumento87 páginasUnidad 3 Inventarios de Modelos BasicosZilha IvanovichAún no hay calificaciones
- Trabajo de Operaciones ListoDocumento23 páginasTrabajo de Operaciones ListokatherinAún no hay calificaciones
- CAF Corredores Norte Argentina Informe Preliminar 20180919Documento93 páginasCAF Corredores Norte Argentina Informe Preliminar 20180919StellaJusteAún no hay calificaciones
- MoleXiqueño7 - Manual de OrganizaciónDocumento67 páginasMoleXiqueño7 - Manual de OrganizaciónAdamary Suárez TepoAún no hay calificaciones
- Tarea 4 Katherin SuarezDocumento10 páginasTarea 4 Katherin Suarezdianaksuarez488Aún no hay calificaciones
- Cadena de Suminstro Inulina de AgaveDocumento27 páginasCadena de Suminstro Inulina de AgaveBrenda GonzalezAún no hay calificaciones
- Tesis Ii 2da Unidad FinalDocumento17 páginasTesis Ii 2da Unidad FinalJOSUE RODRIGO CACERES BACAAún no hay calificaciones
- Planeamiento de AeropuertosDocumento24 páginasPlaneamiento de Aeropuertoselmer tonyAún no hay calificaciones
- Proyecto Efsrt IV CompletoDocumento28 páginasProyecto Efsrt IV CompletoFawaz GuerraAún no hay calificaciones
- Manual UNYMAQ Version 04-10-2016Documento37 páginasManual UNYMAQ Version 04-10-2016SAMUELAún no hay calificaciones
- Capitulo X - Parra Márquez - Crespo MárquezDocumento11 páginasCapitulo X - Parra Márquez - Crespo MárquezDavid Fernández Villanueva100% (1)
- Unidad III - EjemplosDocumento57 páginasUnidad III - EjemplosjimenaAún no hay calificaciones
- Lple U3 Ac PazgDocumento11 páginasLple U3 Ac Pazgpaty zarateAún no hay calificaciones
- Gestion Del ConociminetoDocumento7 páginasGestion Del ConociminetoLUZ MARINA MORENO CONDEAún no hay calificaciones
- Gestion LogisticaDocumento3 páginasGestion LogisticaJurley Vasques HernandezAún no hay calificaciones
- Informe de Carretera Huayo OkDocumento10 páginasInforme de Carretera Huayo OkanibalAún no hay calificaciones
- Emulador CronogramaDocumento25 páginasEmulador CronogramaTonyAún no hay calificaciones
- Tema 1Documento37 páginasTema 1Nacho PastorAún no hay calificaciones
- Introduccion A La Logistica - Semana 1 y 2Documento35 páginasIntroduccion A La Logistica - Semana 1 y 2Jonathan QuijadaAún no hay calificaciones
- 5 Fiscalización Del Servicio de Transporte de Personas PDFDocumento34 páginas5 Fiscalización Del Servicio de Transporte de Personas PDFMAGALY0% (1)
- Tema 1.2 XPSDocumento4 páginasTema 1.2 XPSandrea martinezAún no hay calificaciones
- Modelo Examen de Admision 2013-2012-2011Documento7 páginasModelo Examen de Admision 2013-2012-2011gabrielaAún no hay calificaciones
- Basc V.05 2017Documento6 páginasBasc V.05 2017yosselinAún no hay calificaciones
- Ensayo AnibalDocumento3 páginasEnsayo AnibalMauricio MoralesAún no hay calificaciones
- Modulo 7 Logistica PDFDocumento19 páginasModulo 7 Logistica PDFWendy AndinoAún no hay calificaciones
- Manual de funciones-LEGRAND COLOMBIADocumento20 páginasManual de funciones-LEGRAND COLOMBIAYESSID JACOMEAún no hay calificaciones
- Alcance Remodelacion Nuevos Fics 01-02Documento127 páginasAlcance Remodelacion Nuevos Fics 01-02Francisco Salazar50% (2)