También podría gustarte
- Gestion Por Proceso - Calidad - OtrosDocumento74 páginasGestion Por Proceso - Calidad - OtrosAlicia Huánuco PeñaAún no hay calificaciones
- AMEF Maquinaria CompresorDocumento11 páginasAMEF Maquinaria CompresorAlexanderVillacrésAún no hay calificaciones
- Requerimientos Funcionales y No FuncionalesDocumento15 páginasRequerimientos Funcionales y No FuncionalesNacho COrtizAún no hay calificaciones
- 04 Protocolo Phtls 7maDocumento8 páginas04 Protocolo Phtls 7maYohnny Daniel MRAún no hay calificaciones
- Qué Es El Value Stream MappingDocumento4 páginasQué Es El Value Stream MappingTony MartínezAún no hay calificaciones
- Los 10 Mandamientos de La Gestión Documental Que Debes Cumplir Tu EmpresaDocumento5 páginasLos 10 Mandamientos de La Gestión Documental Que Debes Cumplir Tu EmpresaLuz Mary AlmarioAún no hay calificaciones
- Procedimiento para Muestreo RVPDocumento9 páginasProcedimiento para Muestreo RVPoekscpojasAún no hay calificaciones
- Ingenieria de Metodos 2 2Documento32 páginasIngenieria de Metodos 2 2Lionel Zevallos MejiaAún no hay calificaciones
- Almacen VSMDocumento76 páginasAlmacen VSMCESMO ESTELIAún no hay calificaciones
- Perfil Competencia Asistente de Calidad en Procesamiento de PecesDocumento7 páginasPerfil Competencia Asistente de Calidad en Procesamiento de PecesGina NuñezAún no hay calificaciones
- 01 Ejemplo DOEDocumento23 páginas01 Ejemplo DOETeofilo Donaires FloresAún no hay calificaciones
- Carrera: Administracion de Empresas Materia: Elc 489 Organización Y Metodos Tema N? 1, Fundamentos de La Organización Y MetodosDocumento10 páginasCarrera: Administracion de Empresas Materia: Elc 489 Organización Y Metodos Tema N? 1, Fundamentos de La Organización Y Metodosroger cruzAún no hay calificaciones
- Gestión Mantenimiento ProcesosDocumento11 páginasGestión Mantenimiento ProcesosLuisCheukoCheuquianAún no hay calificaciones
- Análisis Térmico en SolidWorksDocumento14 páginasAnálisis Térmico en SolidWorksAlex Ortega100% (1)
- ProjectDocumento15 páginasProjectJorge Luis Tinoko ArejanoAún no hay calificaciones
- Mantenimiento IndustrialDocumento24 páginasMantenimiento IndustrialSantiago Muñoz MejíaAún no hay calificaciones
- Análisis AHP para seleccionar mejor alternativa empresa con CR(%) aceptadoDocumento8 páginasAnálisis AHP para seleccionar mejor alternativa empresa con CR(%) aceptadoPaul NarvaezAún no hay calificaciones
- Procedimiento de Trabajo 002 Compras y Gestión de ProveedoresDocumento8 páginasProcedimiento de Trabajo 002 Compras y Gestión de Proveedoresedgard_04Aún no hay calificaciones
- 10 Ordenes de TrabajoDocumento19 páginas10 Ordenes de TrabajoCESAR RUIZAún no hay calificaciones
- Mejoramiento y Estandarización de Los Procesos Logísticos en La Gestión de Almacenamiento y Empaque Del Área de Reposición de La Empresa Dana Transejes ColombiaDocumento256 páginasMejoramiento y Estandarización de Los Procesos Logísticos en La Gestión de Almacenamiento y Empaque Del Área de Reposición de La Empresa Dana Transejes ColombiaBeñat Ugarte Telleria0% (1)
- Entrevista A Un ConsultorDocumento4 páginasEntrevista A Un ConsultorPsic Enrique Aguilar100% (1)
- Anc3a1lisis Modal de Fallos y Efectos1Documento37 páginasAnc3a1lisis Modal de Fallos y Efectos1Víctor FERNÁNDEZ FERNÁNDEZAún no hay calificaciones
- Kevin Lara - Laura VegaDocumento20 páginasKevin Lara - Laura Vegalaura vega vaccaAún no hay calificaciones
- TPM Mantenimiento Productivo TotalDocumento28 páginasTPM Mantenimiento Productivo TotalEstalin FloresAún no hay calificaciones
- Propuesta Modelo BPMN LadrilleraDocumento15 páginasPropuesta Modelo BPMN LadrilleraJUAN DAVID CASAMACHIN IBARRAAún no hay calificaciones
- Cap4amef2Documento52 páginasCap4amef2Guillermo Neria DuranAún no hay calificaciones
- Iatf 16949Documento3 páginasIatf 16949AliciaMendezAún no hay calificaciones
- Qué es el análisis de modo y efecto de falla AMEFDocumento2 páginasQué es el análisis de modo y efecto de falla AMEFLuis HeilbronAún no hay calificaciones
- Modelamiento y Simulacion de ProcesosDocumento11 páginasModelamiento y Simulacion de ProcesosFatima Yasmin Huerta TorresAún no hay calificaciones
- Gestion de Inventarios Con Demanda DependienteDocumento21 páginasGestion de Inventarios Con Demanda DependienteAlejandro Barcenas0% (1)
- 01 OyM - Relacion Con Los Deptos de La OrganizacionDocumento23 páginas01 OyM - Relacion Con Los Deptos de La Organizacionjonathan obandoAún no hay calificaciones
- Rediseño procesos recepción, almacenamiento, picking y despacho mejora gestión pedidos Hermer PerúDocumento150 páginasRediseño procesos recepción, almacenamiento, picking y despacho mejora gestión pedidos Hermer PerúKasami Michelle LovewithAún no hay calificaciones
- Mantenimiento Autonomo Paso CeroDocumento8 páginasMantenimiento Autonomo Paso CerogaryAún no hay calificaciones
- Diagrama de Flujo de ProcesosDocumento2 páginasDiagrama de Flujo de ProcesosAndrea GallegosAún no hay calificaciones
- Almacenamiento y Manejo de LubricantesDocumento9 páginasAlmacenamiento y Manejo de LubricantesVälentinä CovärrubiäsAún no hay calificaciones
- Cronometraje IndustrialDocumento8 páginasCronometraje IndustrialBryanMArtínezAún no hay calificaciones
- ¿Cómo Mejorar La Productividad en El Sector de Construcción?Documento6 páginas¿Cómo Mejorar La Productividad en El Sector de Construcción?Jeizom EJAún no hay calificaciones
- Planta Desalinizadora Solar PDFDocumento152 páginasPlanta Desalinizadora Solar PDFPedro Pablo BossioAún no hay calificaciones
- Manual Práctico de Implementación 5SDocumento13 páginasManual Práctico de Implementación 5SChristian UribeAún no hay calificaciones
- Estudio de Tiempos y MovimientosDocumento3 páginasEstudio de Tiempos y MovimientosDaniela SALINASAún no hay calificaciones
- Supervisión EficazDocumento7 páginasSupervisión EficazKEVIN ALBERT SIERRA DE LA CRUZAún no hay calificaciones
- Estudio de MetodosDocumento18 páginasEstudio de MetodosWyanglox MCAún no hay calificaciones
- Practicas Pre Profesionales AvanzadoDocumento38 páginasPracticas Pre Profesionales AvanzadoIrwin Jesus Ponce RaezAún no hay calificaciones
- Programacion de La ProduccionDocumento3 páginasProgramacion de La ProduccionPepe VasquezAún no hay calificaciones
- Ejemplo OoeDocumento1 páginaEjemplo OoeMoisés ReyesAún no hay calificaciones
- Práctica 8 - Vásconez VintimillaDocumento4 páginasPráctica 8 - Vásconez VintimillaSebastiánVintimillaAún no hay calificaciones
- Instituto Tecnológico de ApizacoDocumento6 páginasInstituto Tecnológico de ApizacojuanAún no hay calificaciones
- Modelo de Mejora Del Proceso de Mantenimiento Preventivo de AscensoresDocumento105 páginasModelo de Mejora Del Proceso de Mantenimiento Preventivo de AscensoresIvan DumontAún no hay calificaciones
- Conductores de bagazo: alternativa económicaDocumento9 páginasConductores de bagazo: alternativa económicaAna Karina Nutrera YepezAún no hay calificaciones
- Elaboracion de BioetanolDocumento8 páginasElaboracion de BioetanolJulian R. GonzalezAún no hay calificaciones
- Reporte de gastos mensuales 2022Documento60 páginasReporte de gastos mensuales 2022ANA MILENA ACOSTA GOMEZAún no hay calificaciones
- Flujo de Trabajo - Compras - CXPDocumento1 páginaFlujo de Trabajo - Compras - CXPAldo CalderaAún no hay calificaciones
- Proyecto Propuesta de TPMDocumento27 páginasProyecto Propuesta de TPMRafael NuñezAún no hay calificaciones
- Lista de Verificacion Residuos Cromatografia FinalDocumento12 páginasLista de Verificacion Residuos Cromatografia FinalLuis LozoyaAún no hay calificaciones
- 12 Cronograma de ImplementacionDocumento1 página12 Cronograma de ImplementacionRonald ArbeAún no hay calificaciones
- Protocolo de Sellado de BlisterDocumento24 páginasProtocolo de Sellado de BlisterfernadoAún no hay calificaciones
- Presentación Plan de MatenimientoDocumento11 páginasPresentación Plan de MatenimientoDiego Andres Simba LemaAún no hay calificaciones
- Mejora continua en taller mecánico usando Manufactura CelularDocumento7 páginasMejora continua en taller mecánico usando Manufactura CelularJphernanAún no hay calificaciones
- Aplicacion de Un Proceso de Mejora Continua en Taller MecanicoDocumento7 páginasAplicacion de Un Proceso de Mejora Continua en Taller MecanicoIsaias MedinaAún no hay calificaciones
- Caso 1 Cálculo Del Indicador de Oee de Planta Caso Envasadora de GaseosasDocumento8 páginasCaso 1 Cálculo Del Indicador de Oee de Planta Caso Envasadora de GaseosasPaola Galvez50% (2)
- CONSTRUCCION DE POZOS PROFUNDOS-CopiarDocumento40 páginasCONSTRUCCION DE POZOS PROFUNDOS-CopiarRonald OsorioAún no hay calificaciones
- Guia Basica de Construccion Pozo ProfundoDocumento40 páginasGuia Basica de Construccion Pozo ProfundoFabián CarrilloAún no hay calificaciones
- Equipos en La Produccion de AlimentosDocumento44 páginasEquipos en La Produccion de AlimentosLetizia Velazquez AvelarAún no hay calificaciones
- Evaluacion - SheqDocumento2 páginasEvaluacion - SheqRonald OsorioAún no hay calificaciones
- Emprendimiento cafetería BLUR COFEEDocumento12 páginasEmprendimiento cafetería BLUR COFEERonald OsorioAún no hay calificaciones
- Adelantado A Su ÉpocaDocumento2 páginasAdelantado A Su ÉpocaRonald OsorioAún no hay calificaciones
- Teoria de InventariosDocumento7 páginasTeoria de InventarioskikemanoloAún no hay calificaciones
- Norma Tecnica para La Perforacion de Pozos ProfundosDocumento26 páginasNorma Tecnica para La Perforacion de Pozos ProfundosgorlitoAún no hay calificaciones
- 02.1 Evaluacion - Concientizaci - N AmbientalDocumento1 página02.1 Evaluacion - Concientizaci - N AmbientalRonald OsorioAún no hay calificaciones
- Adelantado A Su ÉpocaDocumento2 páginasAdelantado A Su ÉpocaRonald OsorioAún no hay calificaciones
- Sistema de gestión de calidad Atlas CopcoDocumento15 páginasSistema de gestión de calidad Atlas CopcoRonald OsorioAún no hay calificaciones
- Diseño prototipo escarificador quinua 25kgDocumento6 páginasDiseño prototipo escarificador quinua 25kgRonald OsorioAún no hay calificaciones
- Proceso de Producción - en Qué Consiste y Cómo Se Desarrolla - Retos en Supply ChainDocumento6 páginasProceso de Producción - en Qué Consiste y Cómo Se Desarrolla - Retos en Supply ChainRonald OsorioAún no hay calificaciones
- Criptografía clásica y modernaDocumento14 páginasCriptografía clásica y modernaRonald Osorio0% (1)
- Semana 7Documento30 páginasSemana 7Ronald OsorioAún no hay calificaciones
- Plan de Empresa PDFDocumento40 páginasPlan de Empresa PDFReid WessAún no hay calificaciones
- Semana 8Documento20 páginasSemana 8Ronald OsorioAún no hay calificaciones
- Plan PanaderíaDocumento50 páginasPlan Panaderíaslayerforpresident67% (3)
- Semana 5 Muestre de TrabajoDocumento25 páginasSemana 5 Muestre de TrabajoRonald OsorioAún no hay calificaciones
- Ingeniería de MétodosDocumento61 páginasIngeniería de MétodosunadwpcAún no hay calificaciones
- Gestion de La ProduccionDocumento142 páginasGestion de La ProduccionJhorman Fernando Silva GonzalezAún no hay calificaciones
- La Conciencia MoralDocumento6 páginasLa Conciencia MoralRonald OsorioAún no hay calificaciones
- Evolucion y Perspectivas de e Commerce para 2014Documento25 páginasEvolucion y Perspectivas de e Commerce para 2014darklestaltAún no hay calificaciones
- Ingeninieria de Metodos CL01Documento3 páginasIngeninieria de Metodos CL01Ronald OsorioAún no hay calificaciones
- InvestigacionDocumento33 páginasInvestigacionSandraBonillaAún no hay calificaciones
- El World Trade Center - Mi ResumenDocumento6 páginasEl World Trade Center - Mi ResumenRonald OsorioAún no hay calificaciones
- Evaluacion - SheqDocumento2 páginasEvaluacion - SheqRonald OsorioAún no hay calificaciones
- Pymes-Resumen y ConclusionesDocumento22 páginasPymes-Resumen y ConclusionesRonald OsorioAún no hay calificaciones
- Las 5 W para La Mejora ContinuaDocumento8 páginasLas 5 W para La Mejora ContinuaCastro SantiagoAún no hay calificaciones
- Folleto-Motivación en El Mundo Del Trabajo-Jesus RodriguezDocumento20 páginasFolleto-Motivación en El Mundo Del Trabajo-Jesus RodriguezJorge Arbey Valencia OspinaAún no hay calificaciones
- INTRODUCCIÓNDocumento22 páginasINTRODUCCIÓNdanielaAún no hay calificaciones
- Lenguaje Ensamblador - Semana 3 y 4 - PDocumento3 páginasLenguaje Ensamblador - Semana 3 y 4 - PManuel Ventura OlánAún no hay calificaciones
- SOULI+ë DE MORANT, GEORGE - Compendio de La Verdadera Acupuntura ChinaDocumento152 páginasSOULI+ë DE MORANT, GEORGE - Compendio de La Verdadera Acupuntura ChinaAnderson AlexandreAún no hay calificaciones
- Clase 1 - Sistemas de InyeccionDocumento15 páginasClase 1 - Sistemas de Inyecciondamian floresAún no hay calificaciones
- Medicina Alternativa Origen de La Medicina Naturista y Su Papel en El Mundo ContemporáneoDocumento3 páginasMedicina Alternativa Origen de La Medicina Naturista y Su Papel en El Mundo ContemporáneoIjo_Barapetu100% (1)
- 04 - Operaciones de ServicioDocumento14 páginas04 - Operaciones de ServicioAngel CazorlaAún no hay calificaciones
- 4-Informe Ley de CoulombDocumento4 páginas4-Informe Ley de CoulombAngie OlivosAún no hay calificaciones
- Regiones NaturalesDocumento12 páginasRegiones NaturalesValeria Leon Rodriguez100% (1)
- La Migración y Desintegración Familiar - Grupo 2Documento16 páginasLa Migración y Desintegración Familiar - Grupo 2Santiago MotiñoAún no hay calificaciones
- Labio LeporinoDocumento2 páginasLabio LeporinoNILDA LAZARO LAZARTEAún no hay calificaciones
- Derechos Humanos Del Adulto MayorDocumento4 páginasDerechos Humanos Del Adulto MayorMelissa ChavezAún no hay calificaciones
- Qué Es El Campo Visual y Qué Importancia TieneDocumento4 páginasQué Es El Campo Visual y Qué Importancia TieneFelipe Matteo Garcia ZambitoAún no hay calificaciones
- Modelos de Atención Hacia Las Dificultades de AprendizajeDocumento6 páginasModelos de Atención Hacia Las Dificultades de AprendizajeDenys Soto100% (1)
- Escuela de Política y GobiernoDocumento6 páginasEscuela de Política y GobiernoMónica De la Vega CarreghaAún no hay calificaciones
- NeurofisiologíaDocumento5 páginasNeurofisiologíaAriana BazalarAún no hay calificaciones
- Ensayo Educativo Sobre Estrellas Sobre La TierraDocumento3 páginasEnsayo Educativo Sobre Estrellas Sobre La TierraLizz50% (4)
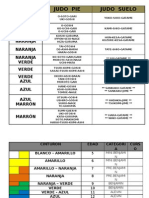
- Programa de Tecnicas y Edad MinimaDocumento13 páginasPrograma de Tecnicas y Edad Minimajuanma.prados1543Aún no hay calificaciones
- Cartelera Del 27 de Octubre de 2022Documento45 páginasCartelera Del 27 de Octubre de 2022Juan Esteban Martinez LunaAún no hay calificaciones
- SESIÓN N°013 TUTORIA Nos Escuchamos para Entendernos Mejor.Documento4 páginasSESIÓN N°013 TUTORIA Nos Escuchamos para Entendernos Mejor.ricardo100% (2)
- Estamos enamorados? Guía sobre el amor y enamoramientoDocumento20 páginasEstamos enamorados? Guía sobre el amor y enamoramientoErminia Frans Turpo CusiAún no hay calificaciones
- Aditivos Conservantes AromatizantesDocumento27 páginasAditivos Conservantes AromatizantesARKNGLANTITAUAún no hay calificaciones
- Glosario Minero Final 29-05-2015 GGGDocumento17 páginasGlosario Minero Final 29-05-2015 GGGJonathan Pier Linarez LaizaAún no hay calificaciones
- Benjamin y La Cuestión de La AnimalidadDocumento7 páginasBenjamin y La Cuestión de La AnimalidadAnabella Di PegoAún no hay calificaciones
- M1 - T1 - Act - 1 Tipos de Violencia EscolarDocumento1 páginaM1 - T1 - Act - 1 Tipos de Violencia EscolarYEDYAún no hay calificaciones
- Caso Practico Unidad 1 Teoria de La AdministracionDocumento4 páginasCaso Practico Unidad 1 Teoria de La AdministracionTiffanny PatiñoAún no hay calificaciones
- Multigrado B5Documento302 páginasMultigrado B5Miguel ChableAún no hay calificaciones
- Transporte de gas licuado a baja presión en cisternaDocumento2 páginasTransporte de gas licuado a baja presión en cisternaVictor PerezAún no hay calificaciones
- G-GI-TM-33 GUÍA CONDICIONES DE SALIDA JeA Versión 2Documento14 páginasG-GI-TM-33 GUÍA CONDICIONES DE SALIDA JeA Versión 2Laüris ArtündüagaAún no hay calificaciones
- C Automatas ProgramablesDocumento23 páginasC Automatas ProgramablesEduardo Marcelo RecobaAún no hay calificaciones
- Presentación ExpressDocumento6 páginasPresentación ExpressCinthya Acero PerezAún no hay calificaciones