También podría gustarte
- Laboratorio 2 PI415B - Grupo 1Documento24 páginasLaboratorio 2 PI415B - Grupo 1Juana Monica Bravo TaipeAún no hay calificaciones
- Puesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208De EverandPuesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208Aún no hay calificaciones
- Artículo IEEEDocumento9 páginasArtículo IEEEGeorge ScAún no hay calificaciones
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Calificación: 4.5 de 5 estrellas4.5/5 (8)
- Promodel - Producción de Chocolate.Documento13 páginasPromodel - Producción de Chocolate.William Roa0% (1)
- Automatización Del Proceso de Elaboración de YogurtDocumento30 páginasAutomatización Del Proceso de Elaboración de YogurtAlbert50% (2)
- Act. 4 Control de ProcesosDocumento9 páginasAct. 4 Control de ProcesosdeniLcabronAún no hay calificaciones
- Pep 1 Miguel Peña OsorioDocumento12 páginasPep 1 Miguel Peña OsorioMiguel IgnacioAún no hay calificaciones
- Control Automático CentralizadoDocumento6 páginasControl Automático Centralizadosalazar_zeballosAún no hay calificaciones
- Caudal Practica 01 - Instrumentacion y ControlDocumento5 páginasCaudal Practica 01 - Instrumentacion y ControlAnonymous nrjd0eq0Aún no hay calificaciones
- Garcilazo TareaDocumento22 páginasGarcilazo TareaFelix Bustamante0% (1)
- La Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascoDocumento50 páginasLa Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascosmejiagonzalesAún no hay calificaciones
- LabviewDocumento4 páginasLabviewweisstrasAún no hay calificaciones
- t1 Automatizacion IndustrialDocumento5 páginast1 Automatizacion IndustrialIdelson Villegas VillegasAún no hay calificaciones
- Grupo Modelo S.A. de C.V. Sistema de ProducciónDocumento10 páginasGrupo Modelo S.A. de C.V. Sistema de ProducciónRuben Camacho100% (1)
- Unidad 4 Sistemas de Control Industrial1Documento18 páginasUnidad 4 Sistemas de Control Industrial1bbaboomAún no hay calificaciones
- Simulacion de Tratamiento TermicoDocumento22 páginasSimulacion de Tratamiento TermicoCami RM100% (1)
- Identificar Los Principales Componentes de Un SistemaDocumento7 páginasIdentificar Los Principales Componentes de Un SistemaJulian SatizabalAún no hay calificaciones
- Sistema de Clarificación Del Jugo de CañaDocumento5 páginasSistema de Clarificación Del Jugo de CañaJuanPabloRuanoMartinezAún no hay calificaciones
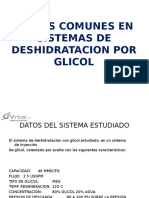
- Fallas en Sistemas de GlicolDocumento6 páginasFallas en Sistemas de GlicolFranz Peñaloza RobledoAún no hay calificaciones
- Fundamentos de Control de Procesos para La Industria Petrolera - Operadores - OXYDocumento179 páginasFundamentos de Control de Procesos para La Industria Petrolera - Operadores - OXYrumpelstiltskinrumpe100% (1)
- Conceptos Básicos de AutomatizaciónDocumento29 páginasConceptos Básicos de AutomatizaciónChristian Vega100% (1)
- Texto 1Documento2 páginasTexto 1francisAún no hay calificaciones
- Proyecto de InteresadosDocumento2 páginasProyecto de InteresadosLaura M. LuqueAún no hay calificaciones
- Estructura Presentacion ExamenDocumento15 páginasEstructura Presentacion ExamenMarcos MontielAún no hay calificaciones
- Amasadora Cap I 141121 1-1Documento10 páginasAmasadora Cap I 141121 1-1Manuel Blanco MendozaAún no hay calificaciones
- 7.balance VolumetricoDocumento55 páginas7.balance Volumetricodcruz_572988Aún no hay calificaciones
- Informe de Analisis de Tiempos Empresa FloricolaDocumento10 páginasInforme de Analisis de Tiempos Empresa FloricolaGABRIEL RENATO GUANIN ARAQUEAún no hay calificaciones
- El Tiempo MuertoDocumento18 páginasEl Tiempo MuertoLucia FerreiraAún no hay calificaciones
- T2 AutomatizacionDocumento9 páginasT2 AutomatizacionIdelson Villegas VillegasAún no hay calificaciones
- S15. Automatizar Procesos Manuf 21-1Documento13 páginasS15. Automatizar Procesos Manuf 21-1Victor CaceresAún no hay calificaciones
- Camara de FermentacionDocumento11 páginasCamara de FermentacionRonald EspejoAún no hay calificaciones
- PAPER - MezcladoraDocumento15 páginasPAPER - MezcladoraCesar Joaquin Garcia DelacruzAún no hay calificaciones
- Cuestionario 12 Generalidades Sobre El Control de ProcesosDocumento10 páginasCuestionario 12 Generalidades Sobre El Control de ProcesosSebastian Cruz PeraltaAún no hay calificaciones
- Balance Total y Parcial de La MateriaDocumento13 páginasBalance Total y Parcial de La MateriaPedroEduardo100% (1)
- Tarea N1 U1 S2Documento9 páginasTarea N1 U1 S2sebastianAún no hay calificaciones
- Control Automatizado de Un Horno de Cemento FinalDocumento8 páginasControl Automatizado de Un Horno de Cemento FinalJulia YavoAún no hay calificaciones
- Control FermentacionDocumento3 páginasControl FermentacionoscarAún no hay calificaciones
- Sistematización y Control de Temperatura de Un Proceso de Destilación de Vino Final de MetodologiaDocumento45 páginasSistematización y Control de Temperatura de Un Proceso de Destilación de Vino Final de MetodologiaJoao Prado GalenoAún no hay calificaciones
- Procesos de La Cerveza DucalDocumento51 páginasProcesos de La Cerveza DucalJuan Pablo ZambranaAún no hay calificaciones
- Contro y AutomatizacionDocumento24 páginasContro y AutomatizacionSofiaAún no hay calificaciones
- Ensayo ConwipDocumento9 páginasEnsayo ConwipCAMILO ANDRES CEPEDA RONDEROSAún no hay calificaciones
- 1.4 Balances de Energía, Pérdidas y Eficiencias Por Equipos y Generales.Documento10 páginas1.4 Balances de Energía, Pérdidas y Eficiencias Por Equipos y Generales.Roman DiazAún no hay calificaciones
- Analisis de Taller de Simulacion Por Karla Arias JimenezDocumento10 páginasAnalisis de Taller de Simulacion Por Karla Arias JimenezJOHAN HABID OROZCO ARAUJOAún no hay calificaciones
- Equipo para Automatizacion de CalderasDocumento7 páginasEquipo para Automatizacion de CalderasAyda Cortes EscobarAún no hay calificaciones
- Generadores de VaporDocumento52 páginasGeneradores de VaporCarlos GaleanaAún no hay calificaciones
- Reporte Sistemas de ManufacturaDocumento5 páginasReporte Sistemas de ManufacturaAlonso BenavidezAún no hay calificaciones
- Tipos de ControladoresDocumento8 páginasTipos de ControladoresDiego Jose CameyAún no hay calificaciones
- DucalDocumento51 páginasDucalAndres R. AñezAún no hay calificaciones
- Lab 02 Procesos IndustrialesDocumento12 páginasLab 02 Procesos IndustrialesDuff VegasAún no hay calificaciones
- Produccion Tipos Flex, Fija, EtcDocumento23 páginasProduccion Tipos Flex, Fija, EtcjavierAún no hay calificaciones
- Trabajo Final BorradorDocumento77 páginasTrabajo Final BorradorGiovanna Sandoval IriarteAún no hay calificaciones
- Proyecto Control de Nivel y TemperaturaDocumento9 páginasProyecto Control de Nivel y TemperaturaYoel Anibal Ascencio CharriAún no hay calificaciones
- Introducción RoboticaDocumento2 páginasIntroducción RoboticaChristian AnaluisaAún no hay calificaciones
- Anteproyecto RegattoDocumento17 páginasAnteproyecto RegattoJosé L RegattoAún no hay calificaciones
- Informe 8Documento14 páginasInforme 8Mauricio Emilio Arotingo ReyesAún no hay calificaciones
- INFO.1 Sistemas de ControlDocumento10 páginasINFO.1 Sistemas de ControlAlejandro millanoAún no hay calificaciones
- Proyecto Diseño de Automatización - Avance 2Documento6 páginasProyecto Diseño de Automatización - Avance 2servicio tecnicoAún no hay calificaciones
- Corrigiendo Tu CVDocumento1 páginaCorrigiendo Tu CVKARENKATIAAún no hay calificaciones
- Metodo Graf 2 4 6 8Documento5 páginasMetodo Graf 2 4 6 8KARENKATIAAún no hay calificaciones
- 8 Estrategias para Mejorar Tus FinanzasDocumento5 páginas8 Estrategias para Mejorar Tus FinanzasKARENKATIAAún no hay calificaciones
- LeonDocumento6 páginasLeonKARENKATIAAún no hay calificaciones
- El Momento Clave-La EntrevistaDocumento3 páginasEl Momento Clave-La EntrevistaKARENKATIAAún no hay calificaciones
- KatiDocumento3 páginasKatiKARENKATIAAún no hay calificaciones
- Lo Que Debes EvitarDocumento2 páginasLo Que Debes EvitarKARENKATIAAún no hay calificaciones
- Metodo Indirecto 1 3 5 7Documento8 páginasMetodo Indirecto 1 3 5 7KARENKATIAAún no hay calificaciones
- Reglas Básicas para Escribir El CurrículumDocumento2 páginasReglas Básicas para Escribir El CurrículumKARENKATIAAún no hay calificaciones
- Formato 1 4Documento6 páginasFormato 1 4KARENKATIAAún no hay calificaciones
- Port AdaDocumento3 páginasPort AdaKARENKATIAAún no hay calificaciones
- Lo Que Debes EvitarDocumento2 páginasLo Que Debes EvitarKARENKATIAAún no hay calificaciones
- Reglas Básicas para Escribir El CurrículumDocumento2 páginasReglas Básicas para Escribir El CurrículumKARENKATIAAún no hay calificaciones
- Indicadores Gestion LogisticaDocumento40 páginasIndicadores Gestion LogisticaAlejandra BlancoAún no hay calificaciones
- Tema 4 - Gerente de ProyectosDocumento32 páginasTema 4 - Gerente de ProyectosKARENKATIAAún no hay calificaciones
- Directo FormatoDocumento1 páginaDirecto FormatoKARENKATIAAún no hay calificaciones
- Ejercicio PcoDocumento17 páginasEjercicio PcoKARENKATIAAún no hay calificaciones
- 3.5 Ejemplos Estudio de TiemposDocumento5 páginas3.5 Ejemplos Estudio de TiemposElizeo Taylor VillanuevaAún no hay calificaciones
- Gerencia de Calidad de TotalDocumento67 páginasGerencia de Calidad de TotalKARENKATIAAún no hay calificaciones
- PD01 TareasDocumento6 páginasPD01 TareasKARENKATIAAún no hay calificaciones
- PD02 RecursosDocumento8 páginasPD02 RecursosKARENKATIAAún no hay calificaciones
- Ejercicio 2Documento1 páginaEjercicio 2KARENKATIA0% (1)
- Ejercicio 1Documento4 páginasEjercicio 1KARENKATIAAún no hay calificaciones
- Ejercicio 2Documento5 páginasEjercicio 2KARENKATIAAún no hay calificaciones
- M TrombeDocumento12 páginasM TrombeSap IensAún no hay calificaciones
- Cart A EstudiantesDocumento1 páginaCart A EstudiantesYaneth HuamanAún no hay calificaciones
- TareasDocumento14 páginasTareasKARENKATIAAún no hay calificaciones
- Afinamiento de TareasDocumento13 páginasAfinamiento de TareasKARENKATIAAún no hay calificaciones
- RecursosDocumento13 páginasRecursosKARENKATIAAún no hay calificaciones
- Practica 1 OficialDocumento12 páginasPractica 1 OficialGuadalupe GrandaAún no hay calificaciones
- Tipos de TesisDocumento4 páginasTipos de TesisdrubivilAún no hay calificaciones
- Aines y CorticoidesDocumento35 páginasAines y CorticoidesAntonio VargasAún no hay calificaciones
- Estruc-Import Documentos Adm LayoutDocumento8 páginasEstruc-Import Documentos Adm LayoutFernandez De Jesu SAún no hay calificaciones
- Marketing de Servicios Proyecto FinalDocumento20 páginasMarketing de Servicios Proyecto FinalDani MontañoAún no hay calificaciones
- DESPLEGABLEDocumento9 páginasDESPLEGABLEclarkmarin86Aún no hay calificaciones
- ÑÑÑDocumento29 páginasÑÑÑMarcosAún no hay calificaciones
- Silabo de Documentacion Comercial y ContableDocumento6 páginasSilabo de Documentacion Comercial y ContableAbelCastañedaAún no hay calificaciones
- 1 Intento Examen FinalDocumento6 páginas1 Intento Examen FinalCaliche RojasAún no hay calificaciones
- Mi Primer Documento en Word 2019Documento9 páginasMi Primer Documento en Word 2019jefflimaramirezAún no hay calificaciones
- Presentación Interactiva Sobre Ingresos Costos y GastosDocumento40 páginasPresentación Interactiva Sobre Ingresos Costos y GastosStiven Romero50% (2)
- Escala VDocumento17 páginasEscala VSandraAún no hay calificaciones
- Reglas Que Se Ejercen Sobre La Unidad QuirúrgicaDocumento3 páginasReglas Que Se Ejercen Sobre La Unidad QuirúrgicaRoberto CastañedaAún no hay calificaciones
- Formulacion de ProyectosDocumento16 páginasFormulacion de Proyectoseleazar jaureguiAún no hay calificaciones
- Normas de Bioseguridad y Manejo de ResiduosDocumento8 páginasNormas de Bioseguridad y Manejo de ResiduosssucbbaAún no hay calificaciones
- Ofertas de Empleo Reclutamiento en TamaulipasDocumento3 páginasOfertas de Empleo Reclutamiento en TamaulipasOscar ViteAún no hay calificaciones
- Distrución Uniforme ContinuaDocumento3 páginasDistrución Uniforme ContinuaRichard LoayzaAún no hay calificaciones
- Instalaciones electricasUNIVERSIDAD ALAS PERUANASDocumento6 páginasInstalaciones electricasUNIVERSIDAD ALAS PERUANASIsaac Mericio Cahuana QuispeAún no hay calificaciones
- La Estrella Robada - Mary Higgins ClarkDocumento127 páginasLa Estrella Robada - Mary Higgins ClarkMartha OchoaAún no hay calificaciones
- LABORATORIO 1 (Propiedades de Los Fluidos) Juan Sanchez, Andres Sanchez, Cesar AriasDocumento7 páginasLABORATORIO 1 (Propiedades de Los Fluidos) Juan Sanchez, Andres Sanchez, Cesar AriasJuanma Sanchez50% (2)
- Libérese de Las Toxinas - Don ColbertDocumento227 páginasLibérese de Las Toxinas - Don Colbertjaron512100% (2)
- Opinión 050-2021 - HUGO LEONARDO SARRIA ARANA - Conformidad y Penalidades PDFDocumento5 páginasOpinión 050-2021 - HUGO LEONARDO SARRIA ARANA - Conformidad y Penalidades PDFPeTer Apaza TurpoAún no hay calificaciones
- Interacciones FundamentalesDocumento8 páginasInteracciones FundamentalesVictorAún no hay calificaciones
- Clase Excel para QuimicaDocumento280 páginasClase Excel para QuimicaVíctor Jamett Labrín100% (2)
- Plan de Trabajo.Documento10 páginasPlan de Trabajo.Thiago Andres Ruiz RobledoAún no hay calificaciones
- Practica 4 ED - ModDocumento4 páginasPractica 4 ED - ModGus Rodriguez AruquipaAún no hay calificaciones
- Escala de Coma de Glasgow 3Documento3 páginasEscala de Coma de Glasgow 3CáRdenas Morales GuadalupeAún no hay calificaciones
- CHP Cartografia Historica PortuguesaDocumento216 páginasCHP Cartografia Historica PortuguesaNoéRuanoRiveraAún no hay calificaciones
- Stephenson, Neal - Criptonomicón III - El Código AretusaDocumento326 páginasStephenson, Neal - Criptonomicón III - El Código AretusapeyotenopalAún no hay calificaciones
- Planilla de Construccion Civil 2020Documento33 páginasPlanilla de Construccion Civil 2020Josue Mamani QuispeAún no hay calificaciones