Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Inyeccion Termoplasticos
Inyeccion Termoplasticos
Cargado por
Gustavo PinedaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Inyeccion Termoplasticos
Inyeccion Termoplasticos
Cargado por
Gustavo PinedaCopyright:
Formatos disponibles
mailxmail - Cursos para compartir lo que sabes
Inyeccin de Termoplsticos
Autor: Juan Antonio Castillo Garijo
mailxmail - Cursos para compartir lo que sabes
Presentacin del curso
Curso basado en experiencia del trabajo con mquinas de inyectar y destinado a toda persona que quiera obtener unos conocimientos bsicos de este proceso industrial. Especialmente destinado a operarios que quieran mejorar su trabajo y quieran formarse para ascender en la empresa
mailxmail - Cursos para compartir lo que sabes
1. Objetivos de este nivel
Nivel operario>>OBJETIVOS La formacin a nivel de operario tiene los siguientes objetivos: 1) Dar un conocimiento del entorno donde trabaja el operario, en lo que respecta al lay-out fsico de la maquinaria y tiles existentes. 2) Conocimiento de la maquinaria existente, o que puede haber, as como de su funcionamiento. 3) Conocimiento de las precauciones que hay que tener en el taller. 4) Conocimiento de los trabajos que puede desempear y de las herramientas a utilizar. 5) Criterios de calidad, frente a posibles defectos. 6) Conocimiento de los sistemas de seguridad. 7) Conocimiento de los mantenimientos de primer nivel que pudiera llegar a realizar. A quien va dirigido: 1) Al operario que no tiene conocimiento de lo que es un taller de inyeccin, adquiera una pequea base terica que le ayude a desempear correctamente sus funciones. 2) Al operario que tiene algn conocimiento, prepararlo mejor. 3) Al operario con posibilidades, le permite tener una base para ocupar puestos de mayor responsabilidad.
mailxmail - Cursos para compartir lo que sabes
2. Cmo es el Taller de Inyeccin?
COMO ES UN TALLER DE INYECCIN? En los diferentes talleres de inyeccin pueden haber alguna diferencia en cuanto a su organizacin, maquinaria auxiliar utilizada, procedimientos, servicios, estas definiciones se adaptan mejor a un taller de inyeccin tipo medio. 1) Configuracin de la maquinaria y tiles en el taller 2) Recorrido de los materiales 3) Servicios que asisten al taller Configuracin de la maquinaria y tiles. La maquinaria ms importante en un taller de inyeccin, son las inyectoras, su distribucin va a condicionar la situacin del resto de elementos as como el recorrido de los materiales. La distribucin de las inyectoras suele hacerse en batera, o sea una al lado de otra formando una o dos tiras de mquinas. No obstante depender de los condicionamientos del espacio (ancho y largo ) para su distribucin. Alrededor de la mquina podemos encontrar una serie de maquinaria auxiliar -Atemperador de molde -Estufa de secado del material y cargadores (si lo necesita el material) -Robot o manipulador ( normalmente est encima de la mquina) -Regulador cmaras caliente molde (si el molde lo necesita) -Cinta de transporte para la recogida de piezas -Mesa de trabajo y soportes - Molino triturador -Mezclador de colorante y triturados Estos elementos sern descritos ms detalladamente en otros captulos. Los moldes son uno de los elementos principales en el taller. Pueden estar distribuidos en las proximidades de las maquinas de inyectar (cada uno donde habitualmente trabaja) o, pueden estar ubicados en alguna zona intermedia del taller o, una combinacin de ambas. El puente gra instalado a una altura considerable, se sita a lo largo y ancho de la ubicacin de las inyectoras y moldes. Sirve fundamentalmente para el traslado de los moldes desde su ubicacin hasta la maquina de inyectar o viceversa. Adems sujetan el molde mientras estos son enganchados o desenganchados de la maquina de inyectar. Recorrido de los materiales en el taller Los principales materiales que se van a mover en la planta de inyeccin, son los siguientes: - Materia prima : Termoplsticos y colorantes. Normalmente estn ubicados fuera del taller, en los almacenes, y necesitan ser llevados a las maquina de inyectar o a las estufas de secado. - Embalajes: Cajas de cartn de diferentes medidas, cajas de plstico, contenedores, palets. Estos elementos estn ubicados en los almacenes, pero suele
mailxmail - Cursos para compartir lo que sabes
haber una o varias zonas en el taller donde suele haber una cierta cantidad de estos elementos, y es de donde el operario se aprovisiona. - Producto inyectado: Son las piezas OK que se han inyectado, el operario ha retrabajado - embalado y que deposita en alguna zona concreta del taller, para que los transportistas lo lleven a los almacenes. - Material de desecho reutilizable: Son las piezas defectuosas y coladas, exentas de contaminacin, son depositadas por el operario en alguna zona del taller o colindante para su triturado. - Material de desecho no reutilizable: Son materiales termoplsticos que han sufrido contaminacin o degradacin y no son reutilizables ( por ejem. material de purga, material barrido del suelo, mezcla de materiales incompatibles...). Estos materiales tienen que ser puestos en recipientes especiales, para su eliminacin. No tienen que ser mezclados con la basura normal. - Otros materiales. Otros materiales cuya frecuencia de uso es mucho menor, son los materiales utilizados para el mantenimiento, como son aceites de diferentes tipos, lquidos refrigerantes, etc. Servicios que asisten al taller Los servicios mas importantes que asisten al taller son: -Almacenes. El servicio de almacenes son los encargados de aprovisionar de los materiales necesarios al taller y de retirar el producto inyectado. Los medios que se utilizan en el taller para realizar los transportes son normalmente carretillas elctricas de diversas caractersticas y las carretillas manuales "transpalet", estos ltimos tambin utilizados por los operarios. - Servicio de mantenimiento. Son los encargados de la reparacin y mantenimiento de toda la maquinaria existente en el taller. - Servicio de taller de moldes. Son los encargados de la reparacin y mantenimiento de los moldes. Algunas empresas tienen englobado la fabricacin de moldes, pero estas son las menos. - Servicio de planificacin. Este servicio planifica los tipos de piezas a inyectar con arreglo a unos pedidos o necesidades. Tambin puede gestionar toda la documentacin que necesitar el operario (partes de produccin, etiquetas embalaje.....).
mailxmail - Cursos para compartir lo que sabes
3. Posibles trabajos
QU TRABAJOS PUEDO REALIZAR EN EL TALLER? Existe la necesidad de conocer los posibles trabajos que se pueden desempear en un taller de inyeccin, as como conocer la estructura de mando que existe. Por supuesto que el primer trabajo a desempear en un taller de inyeccin va ntimamente relacionado con la fabricacin de piezas en las mquinas de inyectar. Las piezas inyectadas por la maquina de forma automtica, bien, se recogen a pi de la misma o van a travs de una cinta hasta la mesa de trabajo.
El operario realizar trabajos a estas piezas (ya se ver mas detalladamente en operaciones b operaciones bsicas por parte del operario) y dependiendo del tiempo que se necesite para ello, podr tambin realizar el trabajo en otras mquinas que inyectan piezas diferentes. Abastecer de material a la mquina de inyeccin , evitando que nunca se quede sin material. Transportar las piezas OK, cuando la unidad de transporte este completa. El lugar lo determinar la organizacin del taller. Otros trabajos que podra realizar el operario, son labores de mantenimiento llamado de primer nivel y de limpieza. El triturado de las piezas defectuosas y coladas, es un trabajo que se suele hacer, bien a pi de mquina o en alguna sala exterior al taller. Ayudante preparador moldes, cuando se realizan los cambios de molde, la mquina de inyeccin no est productiva, el operario en este caso ayuda al cambiador de moldes, tambin llamado preparador. La estructura de mando en el taller vara mucho dependiendo del nmero de mquinas existentes, nmero de cambios de moldes ( o sea cambio de pieza a fabricar). Si existen gran cantidad de mquinas (30-40), la estructura de mando podra ser : operario>>responsable de zona (10-15 maquinas)>> encargado turno>> Jefe taller El operario en este caso reportara de cualquier problema en la fabricacin al responsable de zona. Para estructuras pequeas suele ser el mismo encargado de turno quien hace de responsable de zona. No obstante este apartado es a nivel orientativo, ya que cada empresa utiliza estructura diferentes de acuerdo al nmero de mquinas y tipo de fabricado.
mailxmail - Cursos para compartir lo que sabes
4. En que consiste el Proceso de Inyeccin
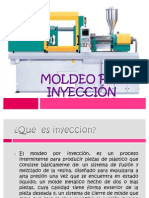
EN QUE CONSISTE EL PROCESO DE INYECCIN? Definicin. La inyeccin de termoplsticos es un proceso fsico y reversible, en el que se funde una materia prima llamada termoplstico, por el efecto del calor , en una maquina llamada inyectora. Esta mquina con el termoplstico en estado fundido, lo inyecta, dentro de las cavidades huecas de un molde, con una determinada presin, velocidad y temperatura. Transcurrido un cierto tiempo, el plstico fundido en el molde , va perdiendo su calor y volvindose solido, copiando las formas de las partes huecas del molde donde ha estado alojado. El resultado es un trozo de plstico solido, pero con las formas y dimensiones similares a las partes huecas del molde. A este termoplstico solidificado le llamamos inyectada.
En la inyectada existen un nmero de figuras idnticas (tambin puede constar de una), a la que llamaremos pieza. Tambin pueden existir unos sobrantes o desechos de material, que provienen de la solidificacin de los canales de alimentacin a las piezas. Estos sobrantes le llamaremos coladas.
mailxmail - Cursos para compartir lo que sabes
Existen moldes que no generan coladas, son lo moldes llamados con cmaras calientes. Estos moldes mantienen los conductos o canales por donde circula el material, caliente, y el material no se solidifica. Cada molde genera un tipo de pieza, se construye expresamente para fabricar esa pieza en concreto. As cada vez que queramos cambiar de tipo de pieza, se tiene que cambiar el molde de la mquina y durante el cambio de molde, la mquina no fabrica ningn tipo de pieza. Por que decimos que la inyeccin de termoplsticos es un proceso fsico y reversible?. Fsico, por que no existe variacin en la composicin qumica del termoplstico, en todo el proceso. Reversible, por que el termoplstico despus del proceso tiene las mismas caractersticas que al principio. O sea, podramos triturar la pieza y repetir el proceso con ese material. En la realidad cada vez que realizamos el proceso, el material termoplstico sufre una pequea degradacin , su cuanta depender de las condiciones de transformacin (temperatura, velocidad, tiempo, presin) y de la forma del molde por donde fluye. Si es pequea la degradacin, la pieza inyectada a partir de material de piezas inyectadas anteriormente, rene casi al 100% las cualidades iniciales. Otro tema interesante, es el estudio de variaciones de calor que va sufriendo el termoplstico a lo largo del proceso de inyeccin. En la maquina de inyectar, va absorbiendo calor hasta su fusin, y en el molde va perdiendo el calor hasta su solidificacin. Hemos visto pues que existen varios elementos que son esenciales para realizar el proceso de inyeccin. El material termoplstico, el Molde, La Maquina de inyeccin. Pueden existir una serie de elementos aadidos al proceso de inyeccin, que pueden ser tambin muy importantes, estos son los perifricos. Entendemos por perifricos cualquier elementos aadido al proceso de inyeccin que puede
mailxmail - Cursos para compartir lo que sabes
repercutir sobre el funcionamiento en continuo del proceso, o sobre la calidad de las piezas. Dentro de los perifricos estn: La estufa de secado del material termoplstico, El atemperador del molde, el robot o manipulador de extraccin de piezas , regulador exterior de cmaras calientes del molde etc. ESQUEMA GENERAL DEL PROCESO DE INYECCIN
mailxmail - Cursos para compartir lo que sabes
5. El material: Su composicn
SU COMPOSICIN Los termoplsticos es una parte muy importante de la familia de los plsticos. Por que le llamamos termoplstico?. Si analizamos la palabra, vemos que es una palabra compuesta por termo y plstico, y nos da a entender una de sus caractersticas principales de los mismos, y es que por efecto de la temperatura sobre esta sustancia, conseguimos en la misma, un estado plstico, moldeable que nos permite darle la forma que queramos, ser como un " chicle", este cuando lo ponemos en la boca coge el calor de nuestro cuerpo (36.5C), si luego lo masticamos, le damos ms calor por efecto de la friccin con los dientes y as adquiere la temperatura necesaria para reblandecerse y hacerse moldeable. En los termoplsticos la temperatura necesaria es mucho mayor 180-330C, dependiendo de la composicin del mismo, pero sufre el mismo proceso que el ejemplo que hemos puesto. Composicin de los termoplsticos A este nivel, hablaremos de la composicin de los termoplsticos y de los plsticos en general, pero sin entrar excesivamente en la parte cientfica de los mismos. Los plsticos son compuestos orgnicos ya que en su composicin, el carbono es parte fundamental de los mismos. Estn formados por macromolculas (molculas de gran longitud) y son creados por el hombre transformando qumicamente sustancias, inferiores en tamao, que tienen otras caractersticas. No obstante en la naturaleza existen sustancias con macromolculas similares, como son la celulosa, el caucho natural y la seda. Para estudiar la composicin de los plsticos y para un mejor entendimiento, partiremos de un objeto fabricado con un determinado plstico, realizaremos sucesivas ampliaciones de una zona del mismo, hasta llegar a su estructura fundamental que le confiere sus cualidades particulares. Partimos del cubo de fregar, fabricado por el termoplstico llamado Polipropileno (abreviado PP) y por el proceso productivo mas normal para este tipo de pieza que es, por inyeccin.. Si a una zona de este objeto realizramos sucesivas ampliaciones, llegaramos a ver (figuradamente) un conjunto de hilos aproximadamente de la misma longitud, formando una especie de ovillo, la mayor parte de l desordenado. Es como si hubisemos cogido, algunos millones de hilos, se hubiesen cortado mas o menos a la misma medida y se hubiesen tirado al azar unos encima de otros. Analizando uno de estos hilos que forman el ovillo, vemos que est formado por unidades idnticas que se repiten. Los hilos son las macromolculas y las unidades que se repiten son el monmero. El monmero es la parte mas importante, es quien confiere la mayor parte de las caractersticas del plstico. Como definicin podramos decir que " el monmero es una molcula de tamao relativamente pequeo con propiedad de unirse entre si o a otras formando otra molcula de dimensiones relativamente grandes". A
10
mailxmail - Cursos para compartir lo que sabes
esta nueva molcula o macromolcula le llamaremos Polmero". Los hilos que hemos visto antes son el polmero. Por definicin una sustancia se puede considerar polmero, cuando las repeticiones de la unidad bsica (monmero) est por encima de 30-50 veces. Polmero es sinnimo de plstico, y se utiliza muchas veces para nombrarlos. Cuando en la macromolcula (el hilo), las unidades bsicas que se repiten son iguales, o sea el monmero, a este polmero se le llama homopolmero. Si utilizamos 2 unidades bsicas diferentes que se repiten a lo largo de la macromolcula, se le llama copolmero. Si fuesen 3 las unidades bsicas diferentes se llamara terpolmero. El proceso qumico por el cual obtenemos el polmero, se llama polimerizacin, poliadicin, policondensacin. Dependiendo de cuales son los monmeros empleados y como se ha llevado a cabo la reaccin, nos encontraremos con toda la variedad de plsticos, en los cuales con solo mirar las macromolculas (los hilos), su forma, la disposicin de unas con otras, las uniones entre ellas, podemos realizar agrupaciones de plsticos que tienen propiedades similares: 1) Termoestables 2) Termoplsticos: cristalinos y amorfos 3) Elastmeros o gomas
11
mailxmail - Cursos para compartir lo que sabes
6. El material: Sus ventajas
VENTAJAS E INCONVENIENTES Por que se utilizan cada vez ms los plsticos? Cuales son sus ventajas respecto a otros materiales? Adems de que pueda ser ms barato por el costo de la materia prima o/y por el mtodo de fabricacin, existen otra serie de cualidades que tienen los plsticos respecto a otros materiales, que pueden ser ventajosas y obtener as un articulo con mejores cualidades. Algunas de estas son: a) Pesan menos por unidad de volumen. Si los plsticos los comparamos con los metales, tenemos que para un volumen determinado (una pieza determinada), los plsticos son como mnimo del orden de 6-8 veces menos pesados. b) No son atacados por la mayora de compuestos qumicos, mientras que los metales si. As una pieza de hierro expuesta en el exterior, si no se le protege con alguna pintura o protector , sufre oxidacin en poco tiempo. Los plsticos no sufren oxidacin rpidamente. c) Son aislantes. O lo que es lo mismo, son muy malos conductores de la corriente elctrica, sonido y del calor. Cualidad que en algunas aplicaciones puede sernos muy til. d) Algunos de ellos pueden ser transparentes, ventaja que por ejemplo los metales o la madera no tienen. Tienen alguna desventaja? Como estamos hablando en trminos generales, tambin existen desventajas o mejor dicho en algunas propiedades ganan otros materiales, por ejemplo los metales. a) Son menos duros que los metales. No obstante aun dentro de esta desventaja existe una gran gama de materiales plsticos con durezas diferentes. b) Aguantan temperaturas de uso inferiores. As los metales pueden aguantar temperaturas de 400-700C la mayora de los plsticos no aguantan temperaturas de uso superiores a los 150C. excepto algunos termoplsticos tcnicos y termoestables, pueden llegar a los 200-250C. Las temperaturas de uso varan segn el plstico de que se trate. c) La luz y las variaciones de condiciones climticas hacen que al cabo de un cierto tiempo se degrade, perdiendo color y agrietndose. No obstante depende del tipo de plstico. Veamos un ejemplo de uso cotidiano, "el cubo de fregar". Existe la posibilidad de hacerlo en chapa de hierro galvanizada o en termoplstico Polipropileno, veamos que cualidades ha mejorado utilizando plstico y si suponen una ventaja para su mejor uso. El costo de fabricacin para grandes series debe ser sensiblemente menor con termoplstico PP.
12
mailxmail - Cursos para compartir lo que sabes
Pesa menos. Va mejor por que hay que hacer menor esfuerzo para su traslado usando Termoplstico PP No se oxida. Aunque se aada al agua compuestos qumicos de limpieza , no sufre oxidacin usando termoplstico PP. Mientras que el realizado con chapa de hierro, an con tratamientos y protectores sufrira oxidaciones. Se agrieta y pierde color (al cabo de un tiempo) si lo tenemos en el exterior. Usando termoplstico PP. No se puede poner al fuego para calentar agua el de Polipropileno, el de hierro si. El resto de ventajas o desventajas no afectara excesivamente en las cualidades del producto. Vemos que los Termoplsticos no ayudan a mejorar algunas de las cualidades de algunos de los productos, que se fabricaban con otros materiales., pero tambin se empeoran otras. Solo hay que decidir cuales son ms importantes.
13
mailxmail - Cursos para compartir lo que sabes
7. El material: Su camino
FORMA, PRESENTACIN Y CAMINO. La forma con que nos viene el termoplstico para su trasformacin en la maquina de inyeccin, suele ser de pequeos cilindros de aproximadamente 1,5 mm de dimetro por 2 mm de alto, o en forma de cubo de 1,5 -2 mm de espesor.
La presentacin del suministro dependiendo de los proveedores, de las cantidades consumidas y de las instalaciones existentes en la fbrica transformadora pueden ser: -Sacos de 25 Kg. -Cajas de cartn,(octabin), con bolsa interior de PE y palet de madera. Suelen ser de 500 Kg. - A travs de camiones cisterna que descargan sobre silos instalados en exterior del recinto de fbrica. Suele resultar rentable este sistema, cuando existen grandes consumos y tenemos una instalacin de secado y distribucin de materiales automatizada. Su camino El camino que suelen seguir hasta llegar a la mquina de inyeccin, (excepto para las instalaciones automticas), puede ser el siguiente: 1) El material se transporta desde el almacn hasta las proximidades de la mquina. 2) El material se mezcla con colorante (si no viene con el color deseado), mediante un mezclador que incorpora al termoplstico entre un 2 y un 5% de colorante de una forma homognea. 3) En esta fase de mezclado tambin se puede introducir material recuperado, proveniente del triturado de coladas y piezas defectuosas. La cantidad de triturado incorporado puede variar dependiendo del tipo de pieza inyectada, pero lo normal suele estar entre el 10-20% de material recuperado. 4) El material se seca. Muchos materiales necesitan el secado ya que absorben la humedad ambiente cuando estn almacenados y no estn cerrados hermticamente. Esta humedad en el material crea defectos en las piezas cuando se inyecta.
14
mailxmail - Cursos para compartir lo que sabes
5) El material se introduce en la tolva de la mquina. Hay que aadir, que normalmente para el transportes del material hasta el mezclador, del mezclador a la estufa de secado, y de la estufa hasta la tolva de la mquina de inyeccin, se utilizan una serie de cargadores automticos.
15
mailxmail - Cursos para compartir lo que sabes
8. El material: Precauciones
PRECAUCIONES EN SU MANEJO Seguridad del operador Normalmente la materia prima de los termoplsticos, no suelen presentar problemas de toxicidad, ni peligros aadidos. No obstante se tienen que seguir las hojas de seguridad que suministra el proveedor para cada uno de los materiales. Normalmente suelen recomendar utilizar guantes para evitar el contacto directo con la piel, filtros y gafas por el polvo y para proteger de impactos. Yo personalmente he detectado personas que eran alrgicas a algunos tipos de termoplsticos, pero no he detectado ningn problema de toxicidad. Seguridad para el procesado La mezcla de materiales, auque sea en pequeas proporciones puede ocasionar tirar todo el material expuesto a tal contaminacin. Pueden darse los siguientes casos: 1) Materiales compatibles, pero que no tienen el mismo color. Esto ocasiona que la pieza fabricada no posea el color deseado y, o se retira el material, o an peor, las piezas fabricadas no son OK, con la consiguiente prdida de material, tiempo de maquina y operario. 2) Que sean materiales incompatibles. Independientemente de que sea o no, del mismo color, las piezas que se fabriquen con este material no poseern la caractersticas fsicas (resistencia, dureza, flexibilidad) que la pieza requiere y no sern vlidas. Hago hincapi en este apartado, ya que he vivido muchas equivocaciones o descuidos, que han supuesto muchas perdidas. Se tiene que asegurar antes de completar, rellenar, mezclar dos materiales, que adems de ser colores idnticos, la referencia del material es la misma. Sitios donde pueden producirse la mezcla. - En el mezclador. Nos podemos equivocar en el colorante, nos podemos equivocar en el material, nos podemos equivocar en el triturado, no hubisemos limpiado bien, despus de mezclar otro material. - En la estufa de secado. Si no pasara por el mezclador, al rellenar la estufa podemos mezclar materiales, o si no ha habido una buena limpieza por que antes se utiliz para otro material. - En la tolva de la mquina. En este caso, al rellenar la tolva o si hubisemos cambiado de fabricacin y no hemos limpiado bien la tolva. Adems de lo anterior hay que tener la precaucin de mantener cerrado todos los sitios donde est alojado el material (sacos, octavin, estufa, mezclador, tolva) ya que restos de otros materiales o polvo puede contaminar.
16
mailxmail - Cursos para compartir lo que sabes
9. El molde: Caractersticas
CARACTERSTICAS PRINCIPALES El molde tiene, como habamos visto al principio, la funcin de alojar el plstico fundido que le manda la maquina de inyeccin, enfriarlo , y a su vez darle la forma y extraerlo una vez solidificado. Los moldes de fabricacin de piezas de termoplsticos, son tiles de alto valor, realizados exclusivamente para la fabricacin de un modelo de pieza. Los materiales que se emplean, son de hierro y aceros de diferentes caractersticas. El material utilizado en cada una de las partes que componen el molde depender de la funcin que tenga que desempear. El alto costo del molde, viene dado principalmente por la cantidad de horas de trabajo de personal y maquinaria para su fabricacin. los materiales empleados aunque suele ser de alta calidad, no supera el 20% del costo total. Otro 20% del valor vendra dado por concepcin, diseo y revisiones de la oficina tcnica. El resto, 60% seran los trabajos de taller. Estos datos son orientativos y el valor real depender de la complejidad del molde. El tiempo que se tarda desde el diseo hasta que el molde est aceptado (se han realizado las ltimas pruebas), depende de la complejidad del mismo, pero suele oscilar entre 2 y 5 meses. Los trabajos que normalmente se realizan en la construccin de un molde son: Concepcin del funcionamiento del molde Creacin de planos y despieces Trabajos de fresado Trabajos de erosin Trabajos de rectificados Trabajos de torno y taladro Trabajos de ajuste manual y montaje Trabajos de pulido
Una vez se ha construido el molde, se programan las pruebas en la maquina de inyeccin, las cuales dictaminaran que retoques hay que realizar, para que el molde funcione correctamente y la pieza salga con los requerimientos de calidad necesarios. Es importante ya desde este punto, dar la importancia que tiene el tener las precauciones mximas en el manejo de los moldes. Los moldes suelen ser resistentes, pero la mquina de inyectar lo son mucho ms, una mala regulacin de la mquina, puede hacer que el molde rompa., y aunque puede repararse, cuesta mucho dinero/tiempo y el molde pierde siempre calidad una vez reparado.
17
mailxmail - Cursos para compartir lo que sabes
10. El Molde: Partes bsicas
PARTES BSICAS DE UN MOLDE Los moldes estn formados por dos mitades llamadas: Parte fija o de inyeccin y parte mvil o de expulsin.
- Parte fija o de lado inyeccin, llamada as por que es la parte del molde que no se mueve cuando la mquina de inyectar realiza todos sus movimientos. Esta sujeta al plato de la maquina fijo, y es donde apoya el cilindro de inyeccin de la mquina, para introducir en el molde el plstico fundido. O sea es el que est mas cerca del grupo inyeccin, ( de ah el segundo nombre). - Parte mvil o de expulsin, llamada as por que es la parte que est sujeta al plato mvil de la mquina y solidariamente con esta, se mueve. Tambin es donde est normalmente ubicada el sistema de expulsin de la pieza cuando est terminada. A su vez cada una de estas partes esta formada por los elementos siguientes: Parte fija del molde:
18
mailxmail - Cursos para compartir lo que sabes
- Placa base . Placa de dimensiones (ancho y alto) adecuadas para que segn el tamao de pieza a inyectar, queden espacios libres por donde se podr sujetar mediante bridas al plato fijo de la mquina. El grosor de est placa ser lo suficiente, para evitar deformaciones y depender del peso total del molde (20-50 mm). - Placa porta figuras. Existen en ambas mitades. Son las placas donde se realizan las figuras de la pieza, bien sea como postizos ajustados en la misma, o directamente realizados sobre ella. Estos postizos o figuras, uno ser hembra y otro macho. La hembra llamada cajera suele realizarse siempre que sea posible en la parte fija del molde. Y el macho llamado punzn suele realizarse en la parte mvil. - Centrador. El centrador como su nombre indica sirve para centrar el molde en la mquina. Suele ser redondo y sobresale de la placa base., lo que sobresale de la placa base entra ajustadamente en el plato fijo de la maquina. As una vez centrado el molde el cilindro de inyeccin de la mquina coincide con el orificio por donde tiene que entrar el plstico fundido en el molde. - Bebedero , ramales de distribucin, y entradas. Son huecos creados en el molde, que sirven para que el plstico fundido que viene del cilindro de inyeccin de la mquina, pueda llegar a travs de ellos hasta los huecos que tienen la forma de la pieza. Podemos distinguir entre la mazarota, como primer tramo, donde la boquilla de la mquina apoya ajustndose al molde. Despus pueden haber los ramales de distribucin primarios, y pueden existir otros ramales que derivan de estos llamados segundarios., y finalmente estn los bebederos y entradas a pieza., estas entradas tienen diferentes formas segn su utilizacin y materiales empleados. Estos conductos que se llenan de plstico y que no forman parte de la pieza, cuando el plstico se enfra constituyen una merma del material empleado, llamada coladas, que tiene que ser minimizada con un estudio minucioso de las mismas. Tambin es posible mantener estos conductos a una temperatura lo suficientemente alta, mediante resistencias integradas en el molde, que mantenga el plstico fundido, si llegar a degradarse. Con ello evitaremos la merma de las coladas, estaramos hablando de moldes con cmaras calientes. -Circuitos de refrigeracin. Ambas partes del molde (fija y mvil), tiene una serie de circuitos, tanto en el interior de la placa porta figuras o /y en los postizos que tienen las figuras de la pieza, por donde pasa el lquido refrigerante. Con este
19
mailxmail - Cursos para compartir lo que sabes
tienen las figuras de la pieza, por donde pasa el lquido refrigerante. Con este sistema, a una temperatura dada del lquido refrigerante y trabajando la mquina de forma continuada a un ciclo dado, se establecer un equilibrio entre la cantidad de calor que suministramos al molde con el plstico fundido, y la cantidad de calor que le quitamos al molde con el lquido refrigerante. El ciclo tiene que ser el menor posible que mantenga las piezas con la calidad requerida. - Guas o columnas del molde. Ambas partes del molde tienen un sistema de guas guas en una parte y de agujeros gua el la otra, de alto nivel de ajuste, que aseguran un perfecto acoplamiento de las partes, evitando movimientos de una parte respecto a la otra cuando recibe la presin del plstico fundido que llega a las cavidades. Permite tambin el poder realizar los ajustes finos de ambas partes, en las fases de construccin o reparacin del molde. El nmero de guas y agujeros gua y su situacin en los moldes depende del tamao del mismo, suelen ser 4 para tamaos pequeos o medianos, y su situacin suele estar en las 4 esquinas del molde, para moldes de forma rectangular, que son los mas frecuentes. Parte mvil del molde:
- Placa base. Al igual que para la parte mvil, sirve para su sujecin mediante bridas u otros elementos de fijacin al plato mvil de la maquina de inyectar. A diferencia de la anterior, esta placa normalmente no lleva centrador, pero lleva un orificio en su parte central que permite la entrada del vstago expulsor de la mquina, hasta la placa expulsora del molde. - Placa expulsora. Es un placa doble que lleva los expulsores y recuperadores. Va flotante y guiada en un determinado espacio dentro de esta mitad de molde y cuya misin consiste en extraer la pieza con los expulsores que aloja cuando el vstago de expulsin de la maquina hace presin sobre la misma. Mediante los recuperadores lleva la placa expulsora a la posicin de inicio en el momento del cierre de ambas mitades.
20
mailxmail - Cursos para compartir lo que sabes
cierre de ambas mitades. -Regles. Son gruesos de hierro, puestos a ambos lados del molde, sujetos a la placa base y placa porta figuras mediante tornillos, creando un hueco central entre la placa base y la placa porta figuras, por donde se deslizar mediante guas la placa expulsora. - Expulsores. Pueden tener diferentes formas, segn la pieza aunque lo comn es que sean de forma cilndrica o laminar. Su situacin en un extremo a la placa expulsora y el otro formando parte de la superficie de molde en contacto con el plstico, hace de trasmisor directo, en la extraccin de la pieza de la cavidad del molde donde se aloja. - Recuperadores. Son varillas cilndricas de mayor tamao que los expulsores, ubicadas fuera de la superficie del molde que hace pieza y cuya misin es evitar que los expulsores daen el molde cuando se cierran ambas mitades. Asegura as, una recuperacin de la placa expulsora y expulsores hasta su posicin inicial. - Partaje. Zona alrededor de las figuras donde ambas partes del molde se tocan, creando el lmite de llenado de la cavidad. El ajuste tiene que ser perfecto para evitar que existan sobrantes de material en la pieza. Normalmente para ver el ajuste en estas zonas se suele pintar una de las partes con pintura azul ( pintura al leo) en forma de fina capa, se presionan ambas partes y el azul tiene que aparecer repartido sobre la zona de la parte no pintada inicialmente. A esta operacin se denominacomprobacin del ajuste del molde. - Salida de gases. Son pequeos desajustes creados de forma precisa en el molde, estn situados principalmente en las terminaciones del llenado de las piezas y permiten que el aire que hay en los huecos de la cavidad a llenar, junto con los gases que se generan en la inyeccin, tenga huecos en el ajuste para salir. Estas salidas son de tal tamao (aproximadamente 0.02 mm) que permiten que salgan los gases pero no el plstico lquido. Existen varias partes del molde como: correderas, sufrideras, noyos, expulsin por placa, expulsin por aire, sistema de cmaras calientes con obturadores,...., que sern estudiados en prximos captulos. - Agujeros roscados y cncamos. El molde posee en toas sus placas agujeros roscados de orificio suficiente para el enroscado de los cncamos, que sern utilizados en el manejo en el taller (polipastos o puente gra). Al igual poseer agujeros roscados de tal forma que con cncamos adecuados y con puente gra pueda ponerse el molde o semi moldes en mquina de forma vertical.
21
mailxmail - Cursos para compartir lo que sabes
11. El Molde: Su mantenimiento
MANTENIMIENTO EN MAQUINA Como hemos dicho antes el molde es la parte mas delicada y costosa del proceso de inyeccin., por lo tanto tenemos que utilizar el mximo cuidado en su manejo y utilizar los sistemas de mantenimiento preventivo necesarios para evitar roturas y aumentar la vida til del mismo. Los mantenimientos preventivos a realizar en el molde, pueden ser : Cuando esta en mquina realizando una determinada serie y cuando est fuera de mquina. - En maquina. Los trabajos de mantenimiento que podemos hacer en mquina, tienen que ser aquellos que son rpidos de hacer y que evitaran que a la larga se produzcan deterioros en el molde de mayor tiempo y valor. estos podran ser: a) Limpieza de la particin del molde. En la zona de ajuste del molde se suelen ir quedando restos de material, pequeas partculas producidas en el desmoldeo. (Nota: Desmoldeo, accin por la cual la pieza solidificada sale de las partes del molde, bien sea en la abertura de las dos mitades del molde o por la accin de la expulsin de la mquina). Tambin los gases de la trasformacin del plstico suelen licuarse/solidificarse parcialmente en esta zona y principalmente en aquellas que corresponden a la ltima zona de llenado de la pieza. La limpieza se suele hacer con alcohol u elemento similar. b) Limpieza de las salidas de gases. Las salidas de gases practicadas en el molde en las zonas de terminacin de la pieza, suelen ir tapndose progresivamente. Es necesario limpiarlas y dejarlas efectivas para evitar defectos en las piezas y deterioro en la superficie del molde en dichas zonas. c) Engrasar columnas o guas del molde y alojamientos . Dado que estas zonas estn muy ajustas es necesario que estn bien lubricadas con grasas especiales para guas. Si no re realiza, el gripado de las columnas y alojamientos pueden aparecer y con mayor seguridad en aquellos casos en que tenemos temperaturas diferentes (dilataciones diferentes) en ambas mitades del molde. (Nota: Gripamientos, cuando dos elementos metlicos con una calidad superficial, se desplazan uno contra otro, un numero alto de veces y sin elemento lubricante, se produce un deterioro progresivo de las superficies, dependiendo de la dureza de las mismas, que hace que el rozamiento sea mayor y el deterioro segn progresan los desplazamientos) d) Eliminar arrastres/negativos. El partaje del molde, o zona de ajuste que corresponde a la parte mas prxima a la pieza, pueden aparecer pequeos negativos (nota: Llamamos negativo en el molde a aquellas zonas del mimos que no llevan exactamente la misma direccin de desmoldeo de la pieza). Estos pequeos negativos ocasionan los arrastres de material en la pieza. Estos arrastres son pequeos restos de material plstico slido, que suele quedarse en la zona de ajuste que hace el negativo. Cuando cierra el molde nuevamente, la zona de ajuste del mismo, pisa el resto de material, deformando el acero del molde y a su vez creando mayor negativo, lo que ocasiona que en el prximo ciclo de inyeccin se cree mayor arrastre. Vemos que a medida que se trabaja se va deteriorando mas el molde, por lo tanto la intervencin tiene que ser rpida. e) Engrase de otros elementos mviles del molde. Pueden existir otros elementos
22
mailxmail - Cursos para compartir lo que sabes
mviles del molde, que tengan fcil acceso como son las correderas y guas de corredera. Como concepto podemos decir que cualquier elemento mvil de un molde que no tenga sistema de engrase o utilice elementos autolubricantes ( por ejemplo casquillos de grafito), tienen que ser engrasados peridicamente. f) Ruidos en molde anormales. Es necesario conocer los ruidos normales del molde cuando est trabajando, para detectar cualquier ruido anormal del mismo sntoma de que algo no funciona correctamente. El solo acercase al molde y sin parar la mquina observar como trabaja y los sonidos que tiene, es un mantenimiento que puede detectar averas que en principio son pequeas, pero que si no se solucionan pueden ser de gran envergadura. g) Comprobacin del atemperador del molde. La comprobacin del atemperador del molde o del sistema de refrigeracin del mismo, puede detectar anomalas del mismo que adems de incidir directamente en la calidad de las piezas, puede perjudicar seriamente al molde (gripamientos, roturas de expulsores...) por un sobrecalentamiento excesivo. h) Pulido rpido. Es posible que aparezca en la superficie del molde alguna zona mate o defecto superficial, que con un poco de diamante lquido y algodn, se pude eliminar rpidamente. (Nota: Diamante liquido-pastoso, elemento utilizado para sacar el brillo espejo a un molde en la ltima fase de pulido) I) Cuando se termina la serie. Cuando se ha terminado la serie y se va a cambiar el molde, hay que tener la precaucin de limpiar ambas superficies del molde y proteger con liquido protector ( es como un aceite especial que no gotea). De aqu puede ir al almacn de moldes o al taller para revisin o reparacin.
23
mailxmail - Cursos para compartir lo que sabes
12. El Molde: Precauciones
PRECAUCIONES El molde es el elemento ms delicado y ms importante del taller, sin el no podramos fabricar una pieza determinada. Tambin debido a su peso y tamao pueden resultar peligrosos en algunas situaciones. He aqu algunas precauciones que hay que tener. Seguridad operadores Es necesario tener precaucin en su manejo, especialmente en las siguientes situaciones: 1) Cuando se coge el molde con cadenas, ganchos y puente gra para elevarlo, y llevarlo a la maquina, todos los elementos que intervienen adems de que tienen que tienen que tener la suficiente capacidad para elevarlo, tienen que estar en perfectas condiciones de revisin. Un gancho con la rosca deteriorada, una cadena con eslabones estirados, un puente gra no revisado , pueden suponer que el molde se nos caiga. Como norma general, no ponerse nunca debajo de un molde, ni en su elevacin, ni en su transporte. 2) El manejo de un molde colgado con un puente gra, conlleva tambin un cierto riesgo de accidentes. Evitar los balanceos, mirar siempre el trayecto por donde va el molde ya que podis golpear a algo, o a alguien. 3) No desengancharlo del puente gra, hasta que no este totalmente embridado a la mquina de inyeccin. 4) Al embridarlo a la maquina utilizar los puntos de embridaje necesarios, con los elementos adecuados y en perfecto estado. Apretar suficientemente los tronillos de sujecin. Yo particularmente he visto caerse algn molde de mquina, por falta de apriete. 5) Al apoyarlo en el suelo mirar que el apoyo sea firme, y con suficiente apoyo. Para el equipo 1) Cuando est trabajando en la maquina de inyeccin, observar si hace algn ruido extrao. Si lo hace, es algo que no est funcionando correctamente, y puede sufrir un defecto mucho mayor. Se recomienda revisarlo, o llamar a alguien del taller de moldes, para que lo revise. 2) En el almacenamiento de los moldes, evitar contactos de estos con humedad del suelo o fugas de agua. Se recomienda tenerlos elevados. 3) Evitar pisar piezas o coladas. Cuando trabaja en automtico es posible que el molde pise piezas o coladas, si se detecta parar o avisar al responsable (depende de las ordenes), si no en poco tiempo destrozaremos el molde. 4) Fugas de liquido en el molde. El circuito de refrigeracin puede fugar, bien internamente o por las mangueras que tiene alrededor, es necesario subsanarlo ya que si no se hace se oxidar el molde.
24
mailxmail - Cursos para compartir lo que sabes
que si no se hace se oxidar el molde. 5) Evitar acceder con elementos metlicos dentro del molde ya que si no lo rayaremos y habr que pulir. Si por alguna razn se tuviera que emplear algn elemento metlico, utilizar de menor dureza que el molde (cobre, o bronce) y sin aristas vivas. 6) Evitar olvidarse algo en las superficies del molde, ya que cuando se cierre lo daar.
25
mailxmail - Cursos para compartir lo que sabes
13. La mquina: Tipos
TIPOS DE MAQUINAS Las primeras mquinas que aparecieron en el mercado eran totalmente mecnicas, el operario realizaba todos los movimientos de las misma mediante palancas. En los ltimos aos ha habido un gran desarrollo tecnolgico lo que ha ocasionado una gran variedad de mquinas. La clasificacin podramos realizarla segn: 1) Sistema de potencia para realizar los movimientos: Hidrulicas y elctricas 2) Segn caractersticas del grupo de cierre: cierre hidrulico, cierre de rodillera. 3) Las de cierre hidrulico a su vez pueden tener las siguientes variantes: cierre hidrulico-mecnico, cierre con dos platos, cierre sin columnas. La mayora de las maquinas actuales convencionales utilizan el sistema potencia hidrulico, o sea circuitos con aceite hidrulico a presin para realizar los diferentes movimientos de la maquina de inyectar. No obstante el desarrollo de la maquina que utiliza parcial o totalmente motores elctricos para los movimientos tienen la gran ventaja de que al no llevar aceite, no existen fugas, ni goteos, ni vapores y adems se complementa con el no llevar ningn tipo de engrase centralizado, llevan en los elementos mviles sujetos a rozamiento pastillas o casquillos autolubricados. Todo esta hacen que la mquina sea mas limpia. As la maquina totalmente elctrica, es mas apta para la fabricacin de artculos que necesitan unas condiciones extremas de limpieza como pueden ser para uso mdico, farmacutico y alimentario. La maquinas de rodillera, utiliza un cilindro hidrulico que mueve unas articulaciones que actan como brazos de palanca para crear la fuerza de cierre. Pueden realizar los movimientos algo ms rpidos que las de cierre hidrulico, pero tambin tienen mayor nmero de elementos en movimiento y necesitan mayor mantenimiento (mayor consumo de aceite de engrase centralizado)., y como consecuencia de lo anterior tambin son mas sucias. Las de cierre hidrulico no tienen articulaciones y permiten en general gruesos de molde mayores, en detrimento de la carrera de apertura . La variante de dos platos, es realizada para recorte de las medidas de la mquina (largo) y de su precio, esta suele llevar sistema de enclavamiento mecnico. La de cierre hidrulica sin columnas, tiene como ventaja adicional de poder utilizar toda la superficie de los platos de la mquina para poder poner el molde, sin la interferencia de las columnas ya que carece de ellas., por lo tanto podramos poner moldes ms grandes.
26
mailxmail - Cursos para compartir lo que sabes
14. Partes de la Mquina: El cierre
EL CIERRE Las partes bsicas de la maquina de inyeccin son: El grupo de cierre, el grupo de inyeccin, el sistema hidrulico y el sistema microprocesador. GRUPO DE CIERRE
Teniendo en cuenta que existen variaciones debidos a los diferentes modelos que existen, enumeraremos los elementos bsicos que componen la unidad de cierre. 1) Plato fijo. Como ya dijimos anteriormente, es donde sujetamos uno de los semimoldes, adems de esto en las maquinas con columnas, sirve como apoyo y gua a las columnas. Se apoya en la bancada de la maquina. 2) Plato mvil. Como ya dijimos, es donde sujetamos el otro semimolde. Esta placa se desliza por unas columnas (4) situadas en sus esquinas, poseen casquillos lubricados con engrase central y gobernado por el microprocesador. En el lado contrario al molde es unido al sistema de accionamiento, bien sea a las articulaciones del sistema de rodillera o directamente al gran cilindro hidrulico del tipo hidrulico. En este lado tambin va sujeto el sistema de extraccin. 3) Dispositivo de extraccin. Suele consistir en uno o dos cilindros hidrulicos, cuyos mbolos accionan una placa que puede ser pequea o grande, va guiada y posee un vstago central y con posibilidad de otros. Este vstago o si son varios, cuando actan segn la orden de la maquina, expulsin atraviesan el plato mvil de la maquina por orificios practicados en ella, llegando hasta la placa expulsora del molde., la cual mueve y hace expulsar la pieza. La recuperacin de expulsin es el movimiento opuesto del embolo/s del cilindro/s.
27
mailxmail - Cursos para compartir lo que sabes
4) Columnas. Excepto en el tipo de maquina que no las posee, tiene la funcin de adems de servir de gua, ser el mecanismo para crear la fuerza de cierre. Posee 4 situada en las esquinas y su dimetro va en funcin de la fuerza de cierre de la mquina. 5) Dispositivo de regulacin de cierre. La separacin existente entre el plato fijo de la mquina y el plato mvil cuando se ha realizado la operacin de cierre, es la llamada grueso de molde. Esta separacin permanece constante para un molde dado en toda la fase de fabricacin. Cuando se pone otro molde que tiene un grueso diferente (mayor o menor), la separacin anterior de los platos en la posicin de cierre, tiene que ser ajustada a la distancia del nuevo molde. A esta operacin se le llama regulacin de grueso de molde. Con el dispositivo de regulacin de cierre de la maquina conseguimos adaptar la maquina al nuevo molde. Cada maquina tiene un determinado recorrido de regulacin, no pueden ponerse todos los moldes en todas las maquinas, independientemente de que los otros condicionantes fueran cubiertos. Existe pues un grueso mnimo y un grueso mximo de molde en todas las mquinas. Los moldes que estn entre estos gruesos se podrn poner el resto no. 6) Cilindro hidrulico de accionamiento. Este cilindro hidrulico, recibe el aceite a presin proveniente de una bomba y del conjunto de vlvulas, hace mover el embolo que est unido bien directamente al plato mvil (caso de cierre hidrulico) o a travs de las articulaciones (caso de rodillera), que realiza los movimientos llamados de cerrar o abrir, dependiendo del punto donde entre en aceite a presin en el cilindro hidrulico.
28
mailxmail - Cursos para compartir lo que sabes
15. Partes de la Mquina: El grupo de Inyeccin
GRUPO INYECCIN El grupo de inyeccin tiene la funcin de coger el material slido que hemos depositado en su tolva, fundirlo de una forma progresiva e inyectarlo (introducirlo) dentro del molde. Para ello tiene una serie de elementos mecnicos, elctricos e hidrulicos.
1) Cilindro de plastificacin o inyeccin. Es la pieza clave del grupo de inyeccin, es el corazn de la maquina de inyeccin, ya que aqu es donde sufre la trasformacin de slido a liquido el termoplstico. El estado de este Termoplstico fundido como : distribucin de las temperatura de la masa de plstico fundida, la homogeneidad del plstico fundido, la ausencia de aire en su interior de la masa, la no existencia de material degradado., va a determinar en gran medida la calidad de la pieza inyectada. Si de aqu el material no sale en buenas condiciones, ser muy difcil conseguir una pieza de calidad. En el cilindro entra en su parte trasera el material termoplstico en granos slidos, por efecto de una especie de tornillo, llamado husillo, situado en su interior, va avanzando a la parte delantera del cilindro. Como este cilindro exteriormente posee unas resistencias que abrazan toda su longitud, va transmitiendo el calor hacia el interior donde se desplaza el termoplstico, que unido al calor de friccin que sufre al desplazarse, por el husillo, hacen que el termoplstico vaya fundiendo progresivamente.
29
mailxmail - Cursos para compartir lo que sabes
Una vlvula situada el la parte delantera del husillo, permite el paso del material plstico a la parte delantera del cilindro, y la misma presin del material que se va acumulando en la parte delantera, obliga a retroceder al husillo que continua girando y aportando mas material a la parte delantera. A toda esta fase descrita se le llama fase de carga, y terminar en el momento que deje de girar el husillo. El movimiento de giro del husillo, ha sido posible gracias al motor de carga hidrulico que posee la maquina de inyeccin. La camisa del cilindro de inyeccin es el tubo hueco del cilindro, por su interior es por donde gira y se traslada el husillo y por el exterior estn las resistencias. En la parte delantera de la camisa va acoplada una pieza sujetada por varios tornillos, llamadacabezal o portaboquillas, que va reduciendo de forma progresiva el dimetro interior de la camisa del cilindro hasta un dimetro menor. La boquilla va enroscada en el portaboquillas coincidiendo perfectamente los dimetros interiores. La boquilla termina interiormente en un dimetro, que varia segn la entrada de bebedero del molde con el que vamos a trabajar ( puede oscilar entre 3-8 mm de dimetro). La boquilla termina exteriormente con una determinada forma, en forma cnica (por ejemplo a 70) o en forma semiesfrica llamadas de radio (por ejemplo radio 35 mm). La razn de esta terminacin, es por que servir de autocentraje y formar mejor ajuste con el molde si en este se le ha practicado la misma forma ( pero en hembra). Los termopares que junto con las resistencias, estn distribuidos equilibradamente por la camisa del cilindro, informan al microprocesador de la mquina de la temperatura existente en las distintas zonas del cilindro, el microprocesador comparar la temperatura existente con la que nosotros hemos prefijado para trabajar y segn la diferencia mandar calentar o no, a las resistencias. Ahora ya hemos cargado el material que queramos, y lo tenemos en la parte delantera del cilindro de inyeccin, y tambin habremos llenado los conductos del portaboquillas y boquilla. Gracias a un cilindro hidrulico que va acoplado en la parte posterior del husillo, hacemos un movimiento longitudinal en direccin hacia la boquilla, con el husillo. La vlvula que estaba abierta, al iniciar el movimiento el
30
mailxmail - Cursos para compartir lo que sabes
husillo cierra hermticamente, convirtindose el conjunto husillo-vlvula como el embolo de una jeringuilla, empujando y obligando a avanzar el plstico fundido a travs del orificio de la boquilla. A esta fase se le llama fase de inyeccin. Al movimiento longitudinal del husillo en la direccin de carga, pero sin giro, se le denomina succin o descompresin. Realmente con este movimiento lo que se hace es descomprimir el material (si hemos realizado la carga) y coger aire por el orificio de la boquilla. Se utiliza un pequeo tramo de succin para evitar que gotee material por la boquilla (comnmente llamado babeo de la boquilla). Circuitos refrigeracin zona de carga. En la zona de entrada del material termoplstico slido, tenemos unos circuitos de refrigeracin (normalmente de agua), que mantienen esta zona lo suficientemente fra para que el termoplstico no empiece a fundir demasiado pronto y nos tapone la zona de entrada.
Tolva. Es un recipiente de forma cnica, puesto encima del orificio de carga, donde descargamos el material termoplstico como materia prima. La cantidad de material que suele tener es variable segn tipo de maquina, pero puede oscilar entre 15-30 Kg. Cilindros hidrulicos de avance grupo o carro . Todo el conjunto de elementos que hemos descrito forman lo que se llama grupo o carro de inyeccin. Este conjunto de apoya sobre una bancada por la que puede deslizar de forma guiada. O sea que la boquilla de la maquina se podr aproximar o alejar del plato fijo donde est la entrada del molde. Para realizar esta funcin tenemos uno o dos cilindros hidrulicos que efectan esta fase, llamada deavance carro cuando se acerca al molde y retroceso carro cuando se aleja.
31
mailxmail - Cursos para compartir lo que sabes
16. Partes de la Mquina: Sistema hidrulico
SIST. HIDRULICO Existe una gran variedad de sistemas segn los fabricantes, solo daremos nociones de lo fundamental.
Partimos de un depsito de aceite, no es un aceite normal, es hidrulico, tiene la composicin necesaria para aguantar presiones elevadas por ejemplo 180 bar y temperatura de hasta 60C y velocidades altas. Por medio de una bomba/s accionadas por un motor(es) elctrico, absorbemos el aceite del depsito y lo mandamos con una presin determinada a un circuito cerrado con retornos al mismo deposito. El aceite hidrulico que circula por el circuito es regulada su presin por unas reguladoras de presin, y ajustado el caudal por unas reguladoras de caudal, este aceite llega a una serie de electrovlvulas direccionales , que como su nombre indica le dan una direccin, as cada cilindro hidrulico tendra una vlvula direccional, el embolo o pistn ira para un lado o para otro segn la posicin de la vlvula direccional.
32
mailxmail - Cursos para compartir lo que sabes
17. Partes de la Maquina: El Microprocesador
SIST. MICROPROCESADOR As como el cilindro de inyeccin es el corazn de la maquina de inyeccin el microprocesador es el cerebro de la mquina de inyeccin. La mquina de inyeccin tiene una serie de elementos de medida y de situacin que le dice al microprocesador en que posicin se encuentra al maquina, en cada uno de sus movimientos y que presiones, temperaturas... tiene en diferentes puntos., los recoge de la mquina a travs de sus traductores lineales de posicin, (recogen la posicin) presostatos (recogen la presin), cuenta vueltas, termopares( recogen la temperatura), finales de carrera (le dice que ha llegado a un determinado punto). El microprocesador ejecuta los programas que tiene instalados, comparando los datos que se han establecido como consigna por el preparador de la maquina y los datos reales que va recibiendo de la maquina. De esta comparacin, surgen del microprocesador las ordenes a los grupos de vlvulas, resistencias, bombas, motores, para que acten o dejen de actuar de una forma determinada. El microprocesador dispone de una pantalla donde aparecen varias pginas y subpaginas, donde nosotros podemos cambiar los parmetros de consigna. La estructura de las pantallas varia segn el proveedor de la maquina, o sea segn la marca de la mquina, aunque todas guardan una similitud. Podemos poner como ejemplo las principales paginas y subpaginas: Pagina del grupo de cierre. En esta pagina encontramos todo lo referente al grupo de cierre y de los elementos que suelen estar en esta zona: - Carrera de abertura de la maquina. Se refiere a la distancia que llegar el plato mvil, y solidariamente a la parte de expulsin del molde. - Velocidades de abertura y cierre. Las maquinas actuales tienen la posibilidad de variar su velocidad de cierre y de abertura, por tramos. Normalmente esta velocidad se expresa en % del mximo posible. As puedo hacer que abra 10 mm al 20%, luego decirle que siga abriendo 400 mm al 80%, y luego terminar con 20 mm al 25%. Lo mismo se podra hacer con el cierre. - Carrera y presin de seguro de molde. Es una distancia que podemos regular antes del cierre total de la maquina-molde, en la que adems le aplicamos una presin en este tramo muy inferior a la normal. porque se le llama de seguro molde?. Como su nombre indica en este tramo se le da una seguridad al molde por que se trabaja a baja presin. Cuando una pieza no ha sido expulsada de la cavidad del molde y se cierra la mquina con la presin normal, puede daar el molde. Por eso es conveniente tener este tramo de baja presin justo antes de que las dos partes del molde lleguen a tocarse. La carrera del seguro ser diferente segn el molde, y su recorrido ser aquel que segn las medidas de la pieza o mecanismos del molde delicados (posibilidad de romperse) no pueda daar el molde. La presin de seguro de molde ser lo ms pequea posible, pero lo suficiente para vencer los rozamientos de guas, columnas, correderas., de forma suave pero continua.
33
mailxmail - Cursos para compartir lo que sabes
- Punto de entrada de la alta presin de cierre. Junto con la carrera y presin de seguro de molde, forman una de las tareas mas importantes, en la puesta del molde por primera vez. Estas aseguran que el molde, no sufrir grandes daos ante piezas o restos de pieza quedados en el molde, o por alguna rotura de algunos de sus elementos (expulsor, guas, correderas.....). Este punto de entrada, se realizara despus del seguro de molde y en el punto donde se est seguro de que no existir nada en la zona entre las dos partes del molde. Este punto es cuando la zona de ajuste de las dos partes del molde se empiezan a tocar, pero sin presin. - Fuerza de cierre. Si bien la maquina de inyectar tiene una fuerza de cierre mxima, no es necesario utilizar siempre el mximo de la fuerza de cierre. La podemos regular segn el molde con el que trabajemos. Subpagina de la expulsin Al igual que en el cierre podemos graduar la velocidad, la carrera de avance del vstago de expulsin. La carrera del vstago de expulsin ser la necesaria para extraer la pieza de la cavidad del molde, pero con seguridad de que caen el 100% de las veces. Presin de expulsin. Se suele tener la posibilidad de regular la presin que el vstago de la maquina har sobre la placa expulsora del molde. Carrera de inicio o anticipacin. Podemos tener la posibilidad de poner la cota referente a la abertura de molde en la queremos que se inicie la expulsin. Esta opcin se utiliza para ganar tiempo en el ciclo, y en ella se superponen dos movimientos que la maquina ejecuta a la vez son: la apertura y la expulsin. Normalmente se dispone de la posibilidad de hacer varias expulsiones, o sea varias actuaciones del cilindro hidrulico, una detrs de otra. Se utiliza para asegurar la cada de la pieza. La maquina puede tener Noyos, u otros opcionales, pero se vern en otros niveles. Pagina de inyeccin -Cota de carga. Corresponde a los mm. que el husillo habr retrocedido linealmente, cuando realizamos la carga. - Revoluciones de carga. Corresponde a la velocidad rotacional en revoluciones por minuto (r.p.m), que el husillo realizar cuando realice la carga. - Succin. Es el incremento de distancia que har el husillo despus de que ha realizado la carga. (dijimos que era para evitar babeos por la . - Contrapresin. Cuando se realiza la carga, dijimos que era el mismo material el que hacia retroceder el husillo, ocurre que dado que cuando realizamos la carga cargamos tambin el aire que est entre los granos del material, nos encontramos en la parte delantera del cilindro con plstico fundido pero tambin aire atrapado en su interior. Para eliminar este aire necesitamos un freno en el husillo para que el plstico que vaya entrando en la zona delantera del husillo, comprima bastante el material existente, y el husillo no retroceda con tanta facilidad. Esta presin, es una presin hidrulica contrapuesta a la presin de inyeccin, suele tener valores relativamente pequeos (5-25 bar).
34
mailxmail - Cursos para compartir lo que sabes
tener valores relativamente pequeos (5-25 bar). - Presiones de inyeccin. Que es la presin de inyeccin?. Es la trasmisin de la presin hidrulica a travs del husillo hasta el material que est en la parte delantera del cilindro de inyeccin. Para que sirve? Sirve para contrarrestar la resistencia que ofrece el molde a ser llenado a una cierta velocidad y para compensar parte de la contraccin del termoplstico cuando empieza a enfriarse. Tenemos la posibilidad de tener varias presiones que pueden actuar con valores diferentes en el intervalo de la carga de material. Las presiones que se utilizan para el llenado ( hasta completar la pieza), se llaman primeras presiones o presiones de llenado. Las presiones que se utilizan para compensar en parte la contraccin del termoplstico una vez la pieza llena, se llaman segundas presiones o presiones de compactacin o pospresin. - Velocidades de inyeccin. Es la velocidad con que se mueve el cilindro hidrulico y solidariamente el husillo, desde la carrera de carga hasta que la cavidad del molde est llena de termoplstico. Existe la posibilidad de tener varias velocidades que van entrando en diferentes puntos de la carrera de inyeccin. - Cojn de material. Es un sobrante de material que existe una vez llenada la cavidad que asegura la transmisin de la presin a travs del plstico fundido desde el husillo hasta la cavidad. Para que actu correctamente la presin de compactacin es necesario que en esta fase exista sobrante de material en todo su intervalo. - Cota de entrada de la segunda presin, pospresin, presin de compactacin. Es la cota en la que entrarn las presiones de compactacin y que tendran que corresponder a cuando la pieza acaba de llenarse o falta muy poco. - Tiempo pospresin o de compactacin. Es un tiempo que nosotros ponemos (p.e 6 segundos) y que aseguran la compensacin de la contraccin del material. Es el tiempo que estn actuando las segundas presiones. - Tiempo de enfriamiento. Suele corresponder al tiempo que existe desde que termina el tiempo compactacin hasta que empieza abrir las mitades del molde, o sea se inicia la abertura de la maquina. Es el tiempo necesario para que el plstico que forma la pieza halla perdido el suficiente calor, que le permita ser expulsada y adems no presente deformaciones. - Velocidad de avance y retroceso del carro de inyeccin. El carro de inyeccin es un elemento mvil que puede trabajar avanzando y retrocediendo hasta la entrada del molde en el ciclo de inyeccin. Es posible graduar su velocidad o velocidades hidrulicas y su recorrido tanto para el avance cuando va a inyectar, como su retroceso cuando ha terminado la inyeccin. Puede tener un tiempo de carro avanzado, y una vez pasado este tiempo retrocedera. Pgina de temperaturas. Existe una pgina donde nosotros consignamos las temperaturas de regulacin de las resistencias de el cilindro de inyeccin. Tambin disponemos de tolerancia para alarma. La maquina nos avisar de las desviaciones de temperatura cuando la temperatura real este fuera de la consignada con tolerancias incluidas. En esta pagina tambin llevamos control de la temperatura del aceite hidrulico y temperatura de zona entrada de material, con tolerancia y alarmas. Se pueden llevar el control de temperaturas de otros elementos, como resistencias
35
mailxmail - Cursos para compartir lo que sabes
en molde, atemperado molde, pero son opcionales y normalmente no vienen de serie. - Pagina de funciones mquina. Cuando existen posibilidad de que la maquina pueda trabajar con funciones distintas, por ejemplo el movimiento del carro puedo eliminarlo, y quedara fijo apoyado al moldee todos los ciclos, seleccionara carro apoyado. - Pagina de datos. Suele haber o bien una pgina o distribuidas por todas la paginas, una serie de datos que me indican como est reaccionando la maquina, con los datos reales que va cogiendo de : presiones, temperaturas, tiempos, cotas. Estos datos son muy importantes para el manejo de la maquina, y podemos detectar anomalas de funcionamiento. - Pgina de grficas . Es casi normal que se utilicen grficas para ver las variaciones tanto de la presin hidrulica, como de la velocidad respecto al tiempo, cuando realizamos el llenado de la pieza. - Pagina de archivo de moldes. Permite guardar los datos de las paginas con las que ha estado trabajando el molde. Puede tener adems sistema de grabacin de disquetes.
36
mailxmail - Cursos para compartir lo que sabes
18. Partes de la Mquina: El cuadro de mandos
EL CUADRO DE MANDOS Enlazado con el microprocesador, existe el mismo lateral de la mquina y en posicin que permite ver los movimientos de la misma, una serie de pulsadores, interruptores y seleccionadores que permiten realizar lo siguiente: -Trabajar de modo automtico. Har los ciclos de trabajo enlazados de forma automtica. Empezar un programa y cuando lo termine, lo volver a repetir automticamente.
-Trabajar de forma semiautomtico. Har un ciclo de trabajo y cuando termine la ltima secuencia no realizar mas movimientos. Hace todo el programa al igual que en automtico, pero no los repite a no ser que nosotros se lo indiquemos pulsando (start) o arranque.
- Trabajar de forma manual. Permite realizar las operaciones fundamentales de la mquina de una forma manual, los movimientos se activan al pulsar los correspondientes pulsadores. Quedan inactivos al dejar de pulsarlos.
- Trabajar en montaje molde. Con esta posibilidad la mquina realiza los movimientos con bajas velocidades y con baja presin.
- Pulsadores de movimientos especficos. Abrir y cerrar puerta (cuando la mquina tiene apertura de puerta automtica)
Abrir maquina y cerrar maquina,
37
mailxmail - Cursos para compartir lo que sabes
Salida de expulsor maquina y recuperar expulsor mquina,
Avance carro inyeccin y retroceso carro inyeccin.
Rotacin husillo (carga).
Inyeccin y succin.
Regulacin grueso molde en +,y grueso molde en -,
Opcionales. noyos entrar y noyos salir.
38
mailxmail - Cursos para compartir lo que sabes
19. El ciclo de inyeccin
El ciclo de inyeccin podramos definirlo como el conjunto de pausas y mivimientos que realiza la mquina para la obtencin de la pieza, partiendo de un molde y de un material termoplstico en grano. Estas pausas y movimientos estan gobernadas por el microprocesador con arreglo a un programa de funcionamiento y unas variables prefijadas por nosotros. Todas las mquinas de inyectar mantienen las mismas secuencias de los ciclos de inyeccin, sea cual sea su fabricante. Los movimientos bsicos y su secuencia son: 1 fase Cierre de maquina
2 fase
Avance carro inyeccin
3 fase
Inyeccin (llenado +compactacin
39
mailxmail - Cursos para compartir lo que sabes
4 fase 5 fase 6 fase
Carga (b) Succin (b) Retroceso carro (b)
(b) Tiempo de enfriamiento
7 fase
Apertura maquina
8 fase 9 fase
Avance expulsin Recuperacin expulsin
40
mailxmail - Cursos para compartir lo que sabes
41
mailxmail - Cursos para compartir lo que sabes
20. La mquina: Seguridades
SISTEMAS DE SEGURIDAD Y EMERGENCIA La maquina de inyeccin ha evolucionado constantemente en lo que se refiere al nivel de seguridad para el personal que las maneja. Como se consigue esta proteccin? 1) Cubriendo todos los elementos mviles que pueden crear accidentes 2) Dndoles las medidas a las protecciones para que ni queriendo, se pueda acceder a las partes mviles 3) Dotando a las protecciones que pueden moverse (puertas correderas) de elementos elctricos, hidrulicos y mecnicos que imposibiliten el movimiento del elemento mvil cuando est desprotegido. 4) Dotando de interruptores de emergencia que al pulsarlos anulan toda la potencia de la maquina (paran el motor hidrulico general). 5) Dotando a cada mquina de un sistema magnetotrmico/diferencial, que ante cualquier cortocircuito o derivacin, desconecta la acometida de corriente a la mquina. Las mquinas actuales cumplen todas con la reglamentacin de la CEE en la que se refiere a cuestiones de seguridad. Suele entregarse este certificado conjuntamente con el manual de seguridad y funcionamiento de la mquina. Es importante conocer que cualquier modificacin de la mquina en la que se refiere a cuestiones de seguridades, realizado por personal ajeno a la empresa proveedora, inhibe de responsabilidad a la empresa proveedora respecto al elemento modificado. Donde se encuentran las principales seguridades? La contestacin seria donde existe mayor riesgo y donde el dao puede ser mayor. Este punto corresponde al cierre de la mquina/molde. La fuerza de cierre que se realizan entre las dos partes del molde, en el momento de cerrar, es muy grande. Por ejemplo una mquina mediana de 400 TN de cierre, la fuerza desarrollada en el momento del cierre es de 400.000 Kg. Podemos hacernos una idea del dao que puede hacer, si en medio cogiera alguna parte fsica de una persona. El cierre/abertura de la maquina/molde est protegida por ambos lados de la mquina con puertas correderas con los diferentes sistemas de seguridad elctrico, hidrulico y opcionalmente mecnico. La puerta delantera (llamada puerta lado operario) situada al lado del cuadro de mandos, posee varios finales de carrera puestos en serie de tal forma que aunque fallase un final de carrera no perdera seguridad. Estos finales de carrera cortan la corriente elctrica que van a vlvulas direccionales de movimiento en el grupo del cierre. Tambin combinado con la anterior seguridad existe la seguridad hidrulica que
42
mailxmail - Cursos para compartir lo que sabes
lo hace es abrir una puerta de escape del aceite hidrulico, hacia el tanque de forma que no existe presin en el sistema para poder realizar los movimientos. El seguro mecnico, que en muchas ocasiones viene como opcional en la mquina, no es obligatorio. Este seguro crea una interferencia mecnica con el movimiento de cierre, en el momento que se abre la puerta. La puerta trasera (contraria al lado operario). Normalmente esta puerta no se utiliza excepto en mantenimientos y en la puesta del molde en la mquina. Tambin tiene las seguridades elctrica e hidrulica. Aqu la elctrica, normalmente, para el motor general de la mquina. La puerta de proteccin del grupo de inyeccin. Para proteger el acceso al grupo que se puede mover en direccin al molde, existe una seguridad elctrica que corta el posible movimiento. Dependiendo del modelo , es posible que no exista esta puerta, pero si existir siempre la proteccin de boquilla movible y con finales de carrera que interrumpen cualquier maniobra del grupo de inyeccin. Esta proteccin protege adems de salpicaduras de material termoplstico fundido, cuando se inyecta fuera del molde (proceso de purga) de forma manual. Los pulsadores de emergencia situados en el cuadro de mandos y en la parte posterior posibilitan el poder interrumpir cualquier movimiento, ya que paran el motor hidrulico. Hemos visto que existen seguridades que hacen que trabajar en las mquinas de inyeccin sea seguro. El operario, cuando observe alguna anomala en los sistemas de seguridad (mal funcionamiento), tiene la obligacin de avisar a su mando inmediatamente. Tambin hay que tener precaucin con los sistemas de seguridad, el abrir una puerta trabajando la maquina en automtico, supone una parada brusca cortada por los sistemas de seguridad, que no es buena para la mquina. Solo se realizar cuando existan motivos para ello (seguridad de personas o equipo). Cualquier sistema de seguridad activado, puede suponer que no podamos poner la mquina a trabajar ( puertas abiertas, pulsadores de emergencia pisados...), por lo que hay que prestar atencin a estos elementos.
43
mailxmail - Cursos para compartir lo que sabes
21. Perifricos: El atemperador
EL ATEMPERADOR DE MOLDE Definimos proceso de inyeccin a todas las operaciones que sufre la materia prima termoplstico desde que se suministra desde el almacn de materia prima, hasta que se lleva la pieza terminada al almacn. Llamamos perifrico a cualquier elemento que se le puede adosar a la mquina de inyeccin, y que proporciona alguna mejora en el proceso, bien sea de control, operacin, transporte. Los perifricos no son estrictamente necesarios, y depender mucho del tipo de material, molde, pieza, que estemos trabajando, para que determinemos alguna ventaja en su instalacin. Los mas frecuentes son: - Atemperadores moldes. Como ya comentamos sirven para mantener una temperatura constante en el molde. Tiene la ventaja de que esa temperatura la podemos prefijar y variar segn el molde-material que trabajemos. porque es importante la temperatura del molde? Segn el tipo de material que se est trabajando, los fabricantes de material termoplstico recomiendan unas temperaturas de molde, para tener una buena calidad. Tambin tendr influencia el tipo de molde, o sea sus mecanismos, su diseo de pieza. Y por ltimo los requerimientos de calidad de la pieza. Tambin y no menos importante hay que tener en cuenta que el tiempo de enfriamiento de la pieza y en consecuencia el ciclo de fabricacin de la pieza, depende de: - Tipo de material. - Espesor de la pared de la pieza. -Temperatura del molde. -Temperatura de la masa fundida. Los principales factores que influyen en el enfriamiento de la pieza, y por lo tanto en el ciclo de fabricacin son: El espesor de pared y la temperatura del molde. El espesor de pared de la pieza y material, se tiene que haber estudiado anteriormente, antes de la realizacin del molde, por lo tanto desde el punto de vista de fabricacin, solo tenemos como principal factor la temperatura de molde. El periodo de enfriamiento efectivo en la pieza est comprendido desde que se llena la pieza (empieza la compactacin) hasta que se desmoldea la pieza. Los temporizadores de las paginas de inyeccin que suman este periodo y que nosotros podemos variar son: Tiempo de pospresin y tiempo de enfriamiento. Resumiendo la temperatura del molde es importante por que influye directamente en la calidad de las piezas y la cantidad de produccin (piezas/hora) que la mquina de inyeccin fabricar. Que elementos principales que componen un atemperador de molde? a) Circuito cerrado, con depsito, de liquido a molde b) Bomba circulacin del circuito cerrado
44
mailxmail - Cursos para compartir lo que sabes
c) Circuito abierto liquido refrigerante (normalmente agua de red) d) Intercambiador de calor e) Resistencias y termopar en circuito cerrado a molde f) Vlvulas de paso en liquido refrigerante g) Sistema de control funcionamiento. Como funciona? Cuando establecemos el circuito cerrado con el molde y circula el liquido por l, el control detecta la temperatura que tiene y la compara con la que nosotros hemos prefijado en el control, si est por debajo de la prefijada, cierra el circuito refrigerante mediante la vlvula de paso, con lo que no existe paso en el intercambiador de calor, y conecta las resistencias para aportar calor al circuito cerrado, con lo que el molde se ira calentando hasta la temperatura prefijada por nosotros. Si la temperatura del molde fuese superior a la prefijada, la vlvula de paso del liquido refrigerante se abrira pasando por el intercambiador, y all, le ira quitando calor al circuito cerrado del molde hasta llegar a la temperatura prefijada., por supuesto la resistencia del circuito cerrado estara inactiva. El liquido del circuito cerrado, puede ser cualquier lquido transmisor de la temperatura, pero teniendo en cuenta que trabajamos con conductos internos en el molde, que necesitan estar limpios para una buena transmisin de la temperatura del liquido al molde. Suelen ser o bien aceites trmicos o agua tratada ( por ejemplo como la del radiador de un coche). El aceite es necesario cuando trabajamos con moldes a temperaturas superiores a los 90C, ya que el liquido con base de agua hervira y se evaporara. Por debajo de 90C, el aceite tiene la desventaja de adems de ser ms caro, una fuga en el molde puede suponer mayor tiempo de limpieza.
Los atemperadores en la actualidad suelen llevar elementos adicionales, como llenado automt llenado automtico, si los dos circuitos poseen el mismo liquido, se va rellenando automticamente. Posibilidad de trabajar en vaco, es la posibilidad de invertir la bomba del circuito cerrado, de presin a vaco, as en vez de empujar (presin positiva) al liquido, lo "chupa" (vaco o depresin). Este sistema va muy bien en momentos puntuales, ya que si tenemos una pequea fuga en el molde, con presin saldra liquido y nos obligara a reparar el molde de forma inmediata, con el sistema de vaco, nos permite continuar trabajando hasta terminar la fabricacin planificada. Tambin puede llevar vaciado automtico, til en el momento de cambiar el molde, ya que nos quitar el liquido que queda en el interior del molde.
45
mailxmail - Cursos para compartir lo que sabes
22. Perifricos:El regulador Cmara caliente
REGULADOR CMARAS CALIENTES Aunque existen muchas mquinas que tienen la opcin de incorporar en el microprocesador un sistema de control y regulacin auxiliar de calefaccin, para utilizar en los moldes con cmaras calientes, otras no lo tienen o resulta ms ventajoso desde el punto de vista econmico tenerlo exteriormente como un perifrico. El regulador de cmaras calientes, tiene la funcin de recoger la temperatura de la cmara caliente del molde mediante los termopares que estn all, comparar esa temperatura con la que hemos prefijado en el regulador y calentar o no calentar de acuerdo a la diferencia de temperaturas existente. A mayor diferencia se le mandan mayor nmero de impulsos elctricos, para que se aproxime rpidamente a la temperatura de consigna. A medida que se va acercando a la temperatura de consigna van disminuyendo el nmero de impulsos elctricos (est menos tiempo conectada elctricamente). El regulador tiene un display, donde se introduce la temperatura de consigna y tambin se observa la temperatura que va alcanzado la zona que se calienta. Del regulador sale por un lado un conjunto de cables que van a la resistencia y llevan la parte de potencia ( p.e 220 voltios alterna) a las resistencias, y por otro lado conjunto cables que llevan la baja potencia (p.e 24 voltios continua) a los termopares. Los conjuntos de cables que salen del regulador terminan en conectores que en el caso de resistencias son hembras ( para evitar accidentes) y en el caso de termopares son machos. Estos se conectan en los conectores del molde. Observacin a tener en cuenta es asegurar, identificando convenientemente los conectores de potencia y los de lectura, ya que si se intercambian habr rotura de molde (cortocircuito). Otro tema es que, el termopar posee dos polos + y -, tienen que corresponder con los + y - del molde, si no, no se realizar bien la lectura de la temperatura.
46
mailxmail - Cursos para compartir lo que sabes
23. Perifricos: El robot o manipulador
ROBOT-MANIPULADOR El robot o manipulador es un elemento mecnico-elctrico-neumtico que se instala encima de la mquina de inyectar o en sus proximidades y que se comunica con el microprocesador de la inyectora para efectuar una serie de operaciones. Estas operaciones pueden ser: - Extraccin de las piezas del molde - Dejar piezas en cinta transporte o en soporte - Retrabajar piezas inyectadas - Insertar elementos en el molde - Operaciones de encajado Para la realizacin de las diferentes operaciones y para comunicarse con la inyectora, el robot necesita un sistema microprocesador que ejecuta un programa de trabajo de forma cclica. Este programa de trabajo lo crea el operador de la maquina de inyeccin en funcin de los movimientos, condiciones, trayectorias que tenga que efectuar la placa de aprensin del robot para trabajar con un molde determinado. Que es una placa de aprensin? Tambin llamada pinza de recogida, garra, es un elemento adicional del robot, que se construye de acuerdo con la pieza inyectada y las operaciones que sobre ella se quieren realizar. Normalmente cada molde (pieza) tiene su placa de aprensin, y suele estar acondicionada para que su cambio sea rpido y mantenga siempre la misma posicin. Que elementos puede llevar una placa de aprensin? La placa de aprensin puede ser muy complicada, llegando a ser una obra de arte en cuanto a diseo y mecanismos. La ms sencilla una placa de aprensin con ventosas, que junto a un sistema de vaco, compuesto por venturi y vacuestato, sujetan la pieza en el momento de la extraccin del molde y la sacan al exterior mediante los brazos del robot y la deposita en una cinta de transporte o soporte de dejada, convenientemente protegido. Tambin se le pueden aadir pinzas a la sujecin, o alicates de corte, para retrabajar la pieza, o puede tener adosada otra placa llamada de insercin, para insertar algn elemento en el molde. Puede llevar cilindros de desplazamiento en los elementos de recogida. Tiene tambin los elementos de deteccin como fotoclulas fotoclulas, detectores inductivos, que confirman el movimiento o la presencia de pieza, inserto, en la placa de aprensin. Que diferencia existe entre un robot y un manipulador? El robot es aquel mecanismo que para realizar sus movimientos utiliza motores elctricos y que sabe en que posicin se encuentra en cada momento por medio de sus traductores de posicin. Permite ir a cualquier punto del espacio dentro del campo de trabajo y utilizar diferentes velocidades dentro de un mismo desplazamiento. El manipulador es aquel mecanismo que para realizar sus movimientos utiliza cilindros neumticos, y que solo conoce la posicin inicial y posicin final de cada
47
mailxmail - Cursos para compartir lo que sabes
uno de los ejes de desplazamiento (x,y,z) por medio de detectores de posicin. Solo permite acceder a la combinacin de dos puntos de cada uno de sus ejes cartesianos, o sea 8 puntos en el espacio de trabajo. El robot-manipulador o combinacin, es aquel mecanismo que para realizar sus movimientos utiliza en alguno de sus ejes motores elctricos y en el resto de sus ejes cilindros neumticos., as tendr traductores de posicin en los ejes comandados por motores elctricos y detectores de posicin en los ejes con cilindros neumticos. TIPOS DE ROBOTS.
El robot utilizado comnmente para la inyeccin ha sido el robot cartesiano, llamado as por utilizar los 3 ejes cartesianos (x,y,z) como camino para su desplazamiento. Pero ltimamente se han incorporado a las inyectoras los llamados robots ant robots antropomrficos que no necesitan los caminos de los ejes cartesianos para acceder a cualquier punto del espacio de trabajo. Ventajas e inconvenientes. Teniendo en cuenta que los antropomrficos, ya se han aproximado al valor que tienen los cartesianos, Tienen las ventajas: -de que son ms verstiles (mayores aplicaciones), -se obtiene ciclos ms rpidos, al ir directamente al punto Tienen los inconvenientes de: -una mayor dificultad de programacin. ( necesita personal muy especializado). - de que en el caso de estar instalado en un lado de la mquina, que es lo ms comn, necesitamos una modificacin de mquina de inyectar sustancial en el tema de seguridades. - ocupan mayor espacio en la planta. -Sistemas de seguridad. Normalmente los robots/manipuladores poseen un sistema de comunicacin con la inyectora normalizado y que da una seguridad al equipo y personas cuando trabaja dentro de la mquina, por ejemplo el Euromap 12. No obstante cuando sale de mquina y realiza movimientos u operaciones en el exterior, necesitamos un sistema de seguridad. Por lo tanto en la zona exterior de mquina y siguiendo todo su recorrido, tiene que existir un sistema adecuado de proteccin que evite cualquier accidente a las personas que por all operan. Suele utilizarse un vallado cerrado con puerta de acceso, que al abrirse, se para el proceso. El vallado tiene ser de tal forma que no se pueda acceder desde el exterior a la zona de trabajo, o sea, la altura, oberturas, tipo de malla, tiene que ser la adecuada y seguir las normas generales de seguridad.
48
mailxmail - Cursos para compartir lo que sabes
24. Perifricos: Estufas de secado y alimentadores
ESTUFA DE SECADO Y ALIMENTADOR La necesidad de la estufa de secado viene dada por que muchos materiales son higroscpicos, o sea, absorben agua, y por ello cuando estn al aire libre, absorben la humedad que existe en el ambiente. La cantidad de humedad que llegan a absorber estos termoplsticos va a depender del tipo de termoplstico y de las condiciones de la exposicin (humedad, tiempo). A continuacin indicaremos de forma orientativa, algunas absorciones de agua que pueden llevar los termoplsticos: - Poliestireno (PS) ....................................... 0,2 % - Polimetilmetacrilato (PMMA)...........................0,4% - Policloruro de vinilo (PVC).............................0,4% - Policarbonato (PC).......................................0,5% - Poliamida...................................................10% -Acrilonitrilo/Butadieno/Stireno(ABS) ....................0,4% Existen otra serie de termoplsticos que la absorcin de agua es muy baja o nula, y no necesitan secado unos ejemplos: -Polielileno (PE) -Polipropileno (PP) -Resina Acetlica (POM) Para una correcta transformacin de los termoplsticos en la inyectora, los niveles tienen que ser muy bajos, aqu mostramos unos ejemplos de humedad mxima admisible en su transformacin. -Polimetilmetacrilato (PMMA)...................0,05%-0,1% - Policarbonato (PC)..............................0,02% -Poliamida (PA)....................................0,1% - Acrilonitrilo/butadieneo/estireno.............0,2% El secado de los materiales se realiza en una estufa de secado o en un deshumidificador. El proceso consiste en insuflar aire que previamente pasa por unas resistencias que lo calientan, a travs de toda la masa de material del deposito. Entra por la parte inferior y sale por la superior. El aire para el caso de la estufa lo coge del ambiente (que tiene algo de humedad ), mientras que para el deshumidificador el aire antes de entrar en el deposito de material, se ha quitado toda la humedad, o sea se ha presecado el aire. Cuanto tiempo necesita y a que temperatura tiene que secar el material termoplstico? Para conseguir llevar el material a los porcentajes de humedad requeridos, depender del tipo de material y de la humedad que tenga inicialmente, cada fabricante de materia prima recomienda unas temperaturas y un tiempo, he aqu unas aproximaciones:
49
mailxmail - Cursos para compartir lo que sabes
- PA - ABS -PMMA -PC -PS Temperatura...80 C Temperatura..80 C Temperatura..80C Temperatura...120C Temperatura...70C Tiempo....4-6 horas Tiempo....3-4 horas Tiempo....3-4 horas Tiempo.... 3-4 horas Tiempo....2-3 horas
Que problemas tendremos si lo transformamos con una humedad excesiva? Aparecern dos problemas: 1) Defectos superficiales, principalmente las llamadas "rfagas" de humedad, que para piezas que necesiten un buen aspecto, supondra un grave problema de calidad. 2) Deficiencias de las propiedades de la piezas, por ejemplo poda ser que rompiera mas fcilmente. Que son los alimentadores? Los alimentadores son aparatos que mediante motores crean un sistema de vaco. Este vaco conducido mediante mangueras hacia las tomas de material, hace succionar el material que lo lleva hasta la zona donde se encuentra el alimentador. Encontramos alimentadores encima de: tolva maquina, la estufa, mezclador.
50
mailxmail - Cursos para compartir lo que sabes
25. Perifricos: Cinta y mesa de trabajo
CINTA Y MESA DE TRABAJO Dentro de los elementos habituales que existen en un taller de inyeccin estn la cinta de transporte y la mesa de trabajo. La cinta de transporte Como su nombre indica, sirve para transportar las piezas desde la base de la mquina hasta el lugar donde tengamos el puesto de trabajo. No es un elemento obligatorio pero puede ayudar a mejorar la estructura del puesto, as como mejorar la calidad de las piezas. La cinta de transporte no es ms que una banda de material tipo caucho que rodea a dos rodillos situados en sus extremos, uno de los cuales tiene la fuerza motriz. La banda puede ser lisa, utilizada si la cinta trabaja a una cierta altura y con poca inclinacin respecto al suelo., tambin puede ser con bandas transversales, para trabajar con grandes inclinaciones., las bandas son para que las piezas inyectadas no resbales por efecto de la inclinacin. El funcionamiento de la cinta puede ser continuo, o sea, se desplaza la banda a una cierta velocidad, o puede ser intermitente ( tambin llamada de" paso a paso"), o sea, se desplaza una cierta distancia y despus se para, este proceso se repite continuamente. Este segundo mtodo, la mquina de inyectar o el robot, le manda una seal por ciclo de inyeccin, para ponerla en marcha, y con un temporizador se le d el tiempo que tiene que estar en funcionamiento. Pasado ese tiempo se para hasta recibir de nuevo la seal. La cinta trabajando de forma intermitente, permite llenar la cinta de piezas separadas unas de otras una cierta distancia, evitando que se golpeen. Es til en las piezas que tiene mucha importancia el aspecto, ya que minimiza las marcas producidas por roces o golpes. Una cinta intermitente, para piezas delicadas, le permite al operario hacer otros trabajos ( si el tiempo de operacin de la pieza es menor que el ciclo de inyeccin), para ello dispone de un selector para que la cinta vaya de forma continua, opera sobre las piezas de la cinta ( la vaca), y vuelve a dejar la cinta trabajando paso a paso. La mesa de trabajo La mesa de trabajo se sita bien en el extremo de la cinta, o bien al lado del cuadro de mandos de la mquina. En la primera opcin la mquina trabaja en automtico y las piezas van hasta la mesa a travs de la cinta. En la segunda opcin, normalmente la mquina trabaja en semiautomtico y el operario puede utilizar la mesa adems de para operar sobre la pieza, como soporte en el momento de la extraccin . Las caractersticas de la mesa son: 1) Debe poseer las medidas necesarias para que el operario trabaje cmodamente, es decir no tenga que adoptar posturas especiales, cuando opera sobre las piezas. 2) Tiene que estar dotada de una iluminacin adecuada para una correcta visualizacin de la pieza. Soportes. Adicional a la mesa de trabajo pueden existir unos soportes utilizados
51
mailxmail - Cursos para compartir lo que sabes
Soportes. Adicional a la mesa de trabajo pueden existir unos soportes utilizados para sostener los elementos de embalaje (cajas, tapas, otros componentes) o tiles adicionales. Su funcin principal es adecuar la altura para un trabajo mas cmodo y efectivo.
52
mailxmail - Cursos para compartir lo que sabes
26. La pieza inyectada: Documentacion y herramientas
DOCUMENTACIN Y HERRAMIENTAS Cuando el operario va por primera vez a un puesto de trabajo, tiene que saber cual es la documentacin de que dispone y para que le sirve, as como las herramientas disponibles para realizar el trabajo. Documentacin. La documentacin que tiene en el puesto de trabajo puede ser diversa y para varios propsitos, una documentacin bsica podra ser: 1) Documento de control de produccin. Son necesarios para saber la cantidad de piezas que hemos fabricado en nuestro turno. Normalmente se copia al principio de turno la cantidad que tiene el contador de la mquina y tambin al final. Por diferencia de los dos contadores, sabremos cuantas piezas hemos fabricado. En este boleto tambin anotaremos las piezas defectuosas que nos vayan saliendo a lo largo del turno, restando estas a la cantidad total podremos saber cuantas piezas OK hemos fabricado. Este dato suele ser muy importante, dado que los controles de produccin realizados en oficinas, utilizan estos datos para saber cuando se tiene cambiar de fabricacin y los rendimientos que se estn obteniendo en el taller. 2) Mtodo de trabajo. No indican los trabajos que tenemos que realizar sobre las piezas. Pueden decirnos tambin el tiempo estimado para cada una de las operaciones. Es conveniente leerlo aunque nos lo hayan explicado verbalmente, ya que ha veces, o no lo hemos entendido correctamente, o se nos ha olvidado algo. 3) Documentos referente a criterios de calidad. Pueden haber documentos relacionados con los criterios de calidad que tenemos que tener para dictaminar si una pieza es OK o NOK. Tambin pueden orientarnos respecto a las zonas de la pieza donde suelen salir los defectos y el tipo de defecto. 4) Documentacin para el embalaje. Nos indicarn como hay que hacer el embalaje de las piezas y cuantas piezas tienen que haber por unidad de embalaje. 5) Etiquetas de embalaje. Suele indicar la referencia de la pieza y la cantidad de piezas existentes en la unidad de embalaje. Muy importante no equivocarse, ni en la referencia de la pieza, ni en la cantidad. Los almacenes o el propio cliente reclamaran estos errores. Herramientas. La herramienta principal en el taller de inyeccin es casi comn en todos los talleres y normalmente suelen ser muy simples: 1) Alicates de corte. Es la herramienta ms utilizada para separar (cortar) las piezas de las coladas. Suelen estar algo modificados respecto a los normales del mercado., en la zona de apoyo contra la pieza tienen que ser planos completamente, para no dejar sobrantes de material. 2) Cuchillos, cutex. Son normalmente empleados para eliminar sobrantes de material en la pieza, aunque a veces tambin se utilizan para separar las piezas de las coladas.
53
mailxmail - Cursos para compartir lo que sabes
Cuidados. Atencin a los cortes, hay que tener precaucin con el uso de estos elementos. 3) Guantes. En piezas delicadas o que llevan algn tratamiento posterior, es necesario la utilizacin de guantes de hilo o algodn, tambin nos protegern de araazos o cortes. En el mercado existen herramientas especiales para el rebabado (operacin de quitar sobrantes de material), su forma puede ser variada.
54
mailxmail - Cursos para compartir lo que sabes
27. La pieza inyectada: Trabajo en semiautomtico
TRABAJAR EN SEMIAUTOMTICO Es posible que con alguna pieza no veamos obligados a trabajar de forma semiautomtica, en este capitulo informaremos de como tiene que trabajar y que precauciones tiene que tener el operario. En que consiste trabajar de forma semiautomtico? Cuando hemos descrito las operaciones bsicas del operario, lo hemos hecho con las piezas inyectadas depositadas en la mesa de trabajo, llegan all saliendo de forma automtica del molde , cayendo a una rampa que las conduce a una cinta, o a una caja de recogida de piezas, y bien por la cinta o con la caja de recogida las llevamos a la mesa de trabajo. Pues es posible que algunos moldes, por el diseo de pieza, no puedan ser extradas totalmente para que caigan, entonces es necesario la intervencin de un operario. La maquina no puede trabajar en automtico, ya que eso supondra, reiniciar el ciclo automticamente sin haber cado la pieza. Necesitamos pues trabajar en semiautomtico, que consiste en que cuando termina el ciclo, con la expulsin de la pieza, la maquina se queda parada para que el operario intervenga. El operario tiene que abrir la puerta, si no se abre sola, tiene que coger la pieza del molde, tiene que cerrar la puerta y tiene que reiniciar el ciclo. La maquina entonces iniciar el siguiente ciclo, inicindolo con el cierre de la maquina/molde. En el ciclo semiautomtico, el operario tiene mucha importancia en la produccin de las piezas, l condiciona el que se produzcan mas o menos piezas. El tiempo desde que la mquina ha expulsado hasta que empieza a cerrar en el siguiente ciclo, es un tiempo improductivo que el operario debe hacer que sea el mnimo, ejecutando las funciones con las dos manos y con rapidez. Por ejemplo abriramos la puesta con la mano izquierda sin soltarla, cogeramos la pieza con la derecha, volveramos a cerrar la puerta con la izquierda a la vez que con la derecha dejamos la pieza en la mesa y rearmaramos con la derecha. Cuando la maquina a iniciado el ciclo, ya podemos realizar las operaciones descritas en el capitulo anterior. Adems de incidir sobre la produccin, el operario tiene que saber que tiene tambin incidencia sobre la calidad de las piezas, los ciclos largos ocasionan que el material que hay fundido en el cilindro de inyeccin de la mquina, coja mayor temperatura que los ciclos normales, por lo que pueden aparecer defectos como: rebabas, requemados que en los ciclos normales no apareceran. Ciclos muy cortos, puede ocasionar que el material no tenga suficiente temperatura y salgan otros defectos: piezas cortas. Lo mejor es mantener unos ciclos constantes dentro de lo ms rpido que se pueda realizar, con ello obtendremos unas piezas similares, en cuanto a calidad y nos permitir graduar convenientemente la mquina. No puedo parar en todo el turno? Trabajando en semiautomtico, y si se tiene que dejar la mquina parada por algn motivo: ir al servicio, realizar algn transporte, traer embalajes...., es conveniente avisar al responsable del rea para que el tome la decisin o preste la ayuda
55
mailxmail - Cursos para compartir lo que sabes
necesaria para evitar el paro. Que pasa en un paro relativamente largo? Durante un paro relativamente largo, como pude ser 20-30 minutos y dependiendo del tipo material, ocurre que el material se ha degradado, perdiendo parte de sus propiedades. Si inyectramos ese material dentro del molde, las piezas no valdran y existira peligro de quedar trozos de pieza en el molde. Si a un operario le ocurriese esto, es preferible avisar al responsable, para que este vace todo el material degradado que existe en el cilindro de inyeccin.
56
mailxmail - Cursos para compartir lo que sabes
28. La pieza inyectada: Operaciones bsicas
OPERACIONES BSICAS Ya estamos en el puesto de trabajo, conocemos los documentos y tenemos las herramientas que operaciones tengo que hacer?. Al inicio del turno. Antes de iniciar a realizar las operaciones directamente sobre las piezas es necesario, observar que adems de disponer de la documentacin y herramientas, disponemos del material de embalaje, necesario para poder empezar y lo pondremos en disposicin de trabajo. Realizaremos las anotaciones correspondientes al control de produccin, o sea anotaremos el contador de inicio (preguntar al responsable donde se obtiene). Una vez hecho esto podemos actuar sobre las piezas de la siguiente forma: 1) Operacin de inspeccin. Cogeremos la inyectada si va toda junta (piezas mas colada) o cogeremos una pieza si van separadas., la observaremos siguiendo las pautas de calidad que nos hayan enseado, si la pieza sola o de la inyectada, no es correcta, la anotaremos como pieza defectuosa en la documentacin y la pondremos en el recipiente de piezas defectuosas. Si es correcta procederemos a su retrabajo, si lo necesita, si no, la embalaremos directamente. 2) Operacin de retrabajo. Si es una inyectada (piezas mas colada), cortaremos la calada, depositndola en el recipiente de coladas, y si las piezas continan todava correctas (o sea, no las hemos estropeado al cortar la colada) y no necesitan ningn trabajo ms, las embalaremos. 3) Operacin de embalaje. Seguiremos las instrucciones del mtodo de embalaje, o en su defecto las instrucciones verbales del responsable, utilizando el material de embalaje que previamente habremos preparado para ello (cajas, separadores, tapas, film, espuma...). 4) Retirada de las unidades de embalaje. A lo largo del turno iremos terminando unidades de transporte, que estarn formadas por varias unidades de embalaje. Por ejemplo: 15 cajas encima de un palet de madera. Con una carretilla manual llevaremos esta unidad de transporte perfectamente identificada (revisar etiquetado), hasta la zona de deposito de producto terminado (preguntar a responsable) Al terminar el turno Anotaremos la cantidad final del contador de la mquina, y realizaremos la resta: contador final menos contador inicial, as obtendremos la cantidad total fabricada. Hay que sumar las piezas defectuosas y restrselas a la cantidad total fabricada para obtener las piezas totales OK. El documento de control de produccin debe tener los apartados para ir haciendo estas anotaciones, ante cualquier duda preguntar al responsable. La retirada de las cajas de piezas defectuosas y caja de coladas (puede ser que no necesiten ir separadas), se realizar al final del turno y se llevar hasta la zona destinada para ello, (consultar con responsable). Es posible que no existan, si hemos realizado la operacin de triturar las coladas y/o las piezas defectuosas.
57
mailxmail - Cursos para compartir lo que sabes
Es posible que exista un tiempo en que el operario entrante y el saliente, estn en contacto. Se tiene que aprovechar esta circunstancia para transmitir informacin del proceso, sin perjuicio de que el responsable supervise y aumente la informacin.
58
mailxmail - Cursos para compartir lo que sabes
29. La pieza inyectada: La calidad
CRITERIOS DE CALIDAD. DEFECTOS La calidad o mejor dicho el nivel de calidad, es una de las facetas ms discutidas dentro del mundo de la fabricacin. El porque de estas diferencias de opinin sobre si una pieza tiene o no tiene suficiente nivel de calidad para darla como OK, proviene de que cada persona tiene una opinin diferente sobre este nivel. Depende de la estructura del taller, el operario depende del responsable de las mquinas y es quien le dir el nivel que tienen que llevar las piezas. No obstante los responsables de calidad, son los que ms clara tienen las exigencias de calidad del cliente final de la pieza que estamos fabricando., y tendra que corresponder con el nivel que nuestro responsable tiene. Aun as siempre hay alguna controversia, y normalmente el operario es el que tiene que tener ms claro que es lo bueno y que es lo malo. Cuando existen defectos que dependiendo de su medida, es bueno o es malo, lo mejor es partir de piezas firmadas por los responsables, para que el operario pueda comparar y determinar de esta comparacin si la pieza es buena o es mala. Defectos habituales en las piezas de inyeccin -Piezas faltadas. La pieza no ha sido completada totalmente, le falta un trozo. Normalmente estas piezas son defectuosas, a no ser que la cantidad faltada sea mnima y est en un lugar ni visible ni funcional. - Piezas con rebabas. Normalmente si la rebaba es retrabajable, o sea cortar con cuchillo, suelen aceptarse una vez repasadas, si no se daan al repasar. - Piezas con rfagas. Son defectos superficiales de material requemado o con humedad, depende de la utilizacin de la pieza y de la cantidad de rfagas para determinar si es OK o NOK. - Rechupes. Son depresiones en la superficie de la pieza producida por la diferencia de contraccin del material. Suelen haber niveles de aceptacin dependiendo del tipo de pieza. - Burbujas . Suelen ser internas, por lo que en piezas opacas no se detectan. En las transparentes si, y depende del tipo de pieza para dictaminar si es OK o NOK. - Deformaciones por expulsin. Son deformaciones producidas por los expulsores en el momento de la expulsin de la pieza del molde. Depende de la pieza y el nivel de deformacin. - Manchas o rayas negras en la superficie. Aire quemado, acumulacin de gases en zonas de pieza. Depender del tipo de fabricado y su color. - Lneas de unin. Son las lneas que aparecen en la superficie cuando se unen dos frentes de material fundido. Depende de su longitud y profundidad y por supuesto de la pieza. En casi todos los apartados hemos comentado que el dar una pieza como buena o mala depender del tipo de pieza, explicaremos este punto:
59
mailxmail - Cursos para compartir lo que sabes
Pongamos el ejemplo de una lavadora, una pieza exterior por ejemplo la pieza del programador de lavado, aqu es una parte visible, de aspecto y cualquier pequeo defecto superficial, lo ver el usuario, aunque este defecto no le afecte a la funcionalidad de la lavadora, la pieza no ser OK, por aspecto. El mismo defecto en una pieza interior de la lavadora, posiblemente la pieza sea OK. A ttulo de orientacin, para piezas de aspecto, se ha utilizado el criterio de que si el defecto no lo aprecia el operario con los brazos extendidos y con la luz adecuada, la pieza es OK. No obstante el cliente es el que dictamina los niveles de calidad que quiere para sus piezas, y este criterio algunas veces no coincide con el procedimiento anteriormente descrito. Control de piezas defectuosas. Las piezas defectuosas se van anotando en el parte de produccin, normalmente separadas por tipo de defectos. Es necesario que se realice as para que los responsables (tcnicos), puedan tomar medidas para disminuir en aquellos defectos que son ms representativos. Si sale piezas con defecto, cuando llamo al responsable?. Lo normal, no se llama al responsable cuando le ha salido una pieza defectuosa, ni se le deja de llamar cuando lleva 50 defectuosas seguidas . Cada taller tiene sus objetivos, por ejemplo un objetivo podra ser: si se pasa del 3% hay que intervenir. El operario hace un pequeo clculo y si lleva ms de 3 piezas defectuosas y no llega a 100 buenas, tiene que avisar al responsable ( 6 de 200, 9 de 300..) La limpieza y el orden en el puesto Una medida que ayuda a crear un ambiente de calidad, es tener continuamente el puesto de trabajo ordenado y limpio. El operario es el responsable de mantener el puesto de trabajo ordenado y limpio. Es muy comn el or a operarios las siguientes expresiones cuando se les recrimina la limpieza y el orden en puesto de trabajo, "esto me lo he encontrado as", "esto es del turno anterior", "esto no lo he dejado yo". El operario tiene que asumir que es el responsable del puesto de trabajo durante su turno, y de la situacin en que se encuentre. Por supuesto que para conseguirlo tiene que tener los medios y la colaboracin de su mando, y cualquier observacin tiene que ser atendida
60
mailxmail - Cursos para compartir lo que sabes
30. La seguridad en el Taller
SEGURIDAD EN EL TALLER La seguridad en el taller de inyeccin es una tarea de todos los que la componen, hay que conocer los riegos potenciales que existen y como puedo ayudar a minimizarlos. Que peligros existen en el taller? 1) Peligro de incendio debido a que: Las materias primas. Son combustibles. Los elementos de embalaje. Son combustibles. Las piezas fabricadas. Son combustibles. Se trabaja con resistencias, aceites......
Que elementos existen de seguridad? Suelen haber : Extintores , manguera contra incendios, salida de emergencia, y en algunos casos puertas cortafuegos, que evitan que el fuego pase de una dependencia a otra. Como contribuyo a la seguridad? - Respetando las normas internas. Por ejemplo: si no se puede fumar en el taller, no hacerlo y menos a escondidas, ya que es probable que dejemos el cigarrillo detrs de alguna caja y provoquemos un incendio. - Avisando si se detecta humo o elemento en llamas. - No dejando obstculos delante de la situacin de los elementos de extincin, ni de las puertas de emergencia. 2) Peligro de golpes y resbalamientos Las personas que trabajan en el taller de inyeccin, tienen riesgos de golpes y resbalamientos, producidos principalmente debido a: - Los elementos de transporte. Los elementos de transportes como son las carretillas elctricas conducidas por transportistas autorizados, pueden ocasionarnos un accidente grave, por lo que hay que estar pendiente de estos elementos. Tambin y por este motivo normalmente se prohbe el llevar cascos para escuchar msica, ya que no oiramos la seal acstica de la carretilla. - Movimientos de moldes. Los moldes son elementos de gran peso, son desplazados por el aire con el puente gra, cuando se realiza un cambio. Estar pendiente de su trayectoria y en ningn momento situarse debajo de ellos. - Material termoplstico en el suelo. Cuando existe material termoplstico por el suelo, existe el peligro de resbalamiento. Hay que barrer la zona y llevar calzado adecuado (no de suela lisa). - Aceites de las maquinas de inyectar o accesorios. Las mquinas de inyectar principalmente utilizan diversos aceites apara su funcionamiento y engrase, es posible que exista alguna pequea fuga y aparezcan manchas de aceite por el suelo. Hay que limpiar y avisar para reparar. - Subirse en soportes. Es posible que tengamos que subirnos en algn soporte,
61
mailxmail - Cursos para compartir lo que sabes
para poner el material en la mquina, o por que no llegamos a coger la pieza. Asegurar que el soporte no pueda desplazarse. - Subirse en carretillas elctricas. Las personas que no estn autorizadas (o sea han hecho el cursillo de carretillero) no pueden llevar esta mquina. Tambin est totalmente prohibido, ir como pasajero en una carretilla de transporte de material, ya que no est acondicionada para ello. 3) Peligro de quemaduras. Si como operario nos han permitido actuar sobre la mquina, atencin a las quemaduras producidas por el material fundido que est en el cilindro y los gases producidos. En el momento de purgar la mquina ocultar la mayor parte del cuerpo a la posible trayectoria del plstico fundido. Utilizar guantes si hay que manipular el material purgado, o esperar que se enfre. Tambin utilizar guantes especiales, si hay que manipular la zona de las resistencias, o boquillas del cilindro de inyeccin . El molde con cmaras calientes , tambin es un elemento peligroso. Suele enfriarse en los extremos y en en centro (interior) del molde se crean gases, que junto con material fundido en un momento determinado pueden salir con velocidad por uno de los extremos. Protegerse la cara con una pantalla y manos con guantes.
62
mailxmail - Cursos para compartir lo que sabes
31. Mantenimientos de primer nivel
MANTENIMIENTO PRIMER NIVEL Se define como mantenimiento primer nivel, aquel mantenimiento que el operario puede hacer en el entorno de su puesto de trabajo y no se necesita una especial preparacin, ni conocimientos especiales. Cuales son los trabajos de mantenimiento primer nivel? Pueden ser variados con arreglo al total de maquinaria existente en el puesto de trabajo, aqu describiremos los trabajos ms habituales: Mantenimiento primer nivel sobre la mquina de inyeccin - Comprobar nivel de aceite hidrulico de la maquina de inyeccin y aadir aceite en el caso que est por debajo del nivel optimo. Para este trabajo se necesita el bidn de aceite y una pequea bomba con dos manqueras una para absorber del bidn y otra para depositar en el depsito. - Comprobar/aadir aceite de engrase centralizado. El engrase de la mquina es uno de los mantenimientos que alargan la vida de esta. Normalmente tiene un sistema de aviso automtico cuando le falta aceite de engrase, pero es mejor no esperar a que suene, o nos pare la mquina. Se necesita una especie de regadera que previamente la habremos llenado del aceite correcto ( ojo no equivocarse).y rellenaremos el pequeo deposito que existe. - Engrase con grasa. Se tiene que engrasar manualmente, una serie de elementos que no llevan engrase centralizado. Estos lugares tienen una pequea vlvula por donde con ayuda de una herramienta llamada engrasador, introducimos grasa en el sistema. - Limpieza de los caudalmetros. Los caudalmetros son elementos que nos miden el caudal de agua que pasa por distintos circuitos de la mquina ,molde o perifricos. Con el tiempo la cal del agua y las impurezas hacen que este elemento que en principio era transparente, no permita ver bien los niveles. es necesario pues una limpieza eventual. Para ello , lo nico que se suele necesitar para la limpieza, es un cepillo redondo y algn lquido de limpieza. - Limpieza del intercambiador de calor de la mquina. Tambin aqu el agua al pasar por los conductos, hace que la cal se vaya quedando en las paredes dificultando el intercambio de calor (agua /aceite). Llegar un momento en que la mquina se nos parara por exceso de temperatura. La temperatura normal de trabajo del aceite hidrulico alrededor de los 50C. Para la limpieza del intercambiador, se necesita una pequea bomba y liquido desincrustante en un pequeo deposito, se le hace pasar durante unas 2-3 horas por el intercambiador y queda limpio. - Limpieza de la zona de carga. En la zona de carga tenemos un pequeo circuito que mantiene esa zona lo suficientemente fra para evitar que el termoplstico funda antes de hora y nos obstruya la entrada de material slido. La misma maquina utilizada para la limpieza del intercambiador, se aplica aqu de igual forma. - Retirada del aceite engrase utilizado. Al realizar los engrases automticamente,
63
mailxmail - Cursos para compartir lo que sabes
se va sustituyendo el aceite viejo por nuevo. El viejo va cayendo a unas bandejas de recogida y de ah a un pequeo depsito. Este depsito hay que ir vacindolo con una cierta frecuencia, para evitar que se desborde y no manche el suelo (ver peligros de resbalamientos). - Aadir lquido a atemperador. Cuando se habl del intercambiador vimos que haba un circuito cerrado con liquido refrigerante que mantena a una cierta temperatura el molde. Es necesario reponer de lquido con frecuencia estos aparatos ya que por evaporacin pierden lquido. - Limpieza general de la mquina de inyeccin. Aunque es la tarea que menos le gusta a nadie, hay que mentalizarse de que el puesto de trabajo incluida la mquina hay que mantenerlo limpio., y a veces se necesita hacer una limpieza a fondo. El trabajar en un sitio limpio y cuidado, adems de ayudar a mejorar la calidad, tambin ayudan a sentirse ms a gusto trabajando.
64
También podría gustarte
- Moldeo Cientifico Curso - Rev 21-05-1 Rev 2 PDFDocumento250 páginasMoldeo Cientifico Curso - Rev 21-05-1 Rev 2 PDFdaniel mena94% (18)
- Gap - Entregable 2 - Emmanuel Rodriguez SerranoDocumento14 páginasGap - Entregable 2 - Emmanuel Rodriguez SerranoEmmanuel Rodriguez100% (1)
- Curso - Basico - Inyección (Manntenimiento)Documento35 páginasCurso - Basico - Inyección (Manntenimiento)eder martinez100% (1)
- Curso de Moldeo Por Inyección, Proceso Parámetros PDFDocumento4 páginasCurso de Moldeo Por Inyección, Proceso Parámetros PDFJohn Superdetalle0% (1)
- Modulo SopladoDocumento97 páginasModulo SopladobernardoAún no hay calificaciones
- El ABC de moldes, troqueles y dispositivos: Una industria en expansiónDe EverandEl ABC de moldes, troqueles y dispositivos: Una industria en expansiónAún no hay calificaciones
- Manual de Mantenimiento Preventivo A Máquina Inyectora de PlásticoDocumento15 páginasManual de Mantenimiento Preventivo A Máquina Inyectora de Plásticoedgararevir1234100% (2)
- Calculo de La Fuerza de CierreDocumento2 páginasCalculo de La Fuerza de Cierremelvinmatamoros88% (8)
- Compendio Normas Diseno TroquelesDocumento138 páginasCompendio Normas Diseno Troquelesjlvgscribd100% (3)
- Tarea de CostosDocumento3 páginasTarea de CostosKaty Paz DiazAún no hay calificaciones
- Curso de Inyección Arburg PDFDocumento74 páginasCurso de Inyección Arburg PDFRaul Andres Hernandez100% (2)
- Manual de Diseño de Moldes de Inyeccion.Documento55 páginasManual de Diseño de Moldes de Inyeccion.Esteban Juan Sejas Alanoca71% (7)
- Inyeccion de Plasticos SenatiDocumento149 páginasInyeccion de Plasticos SenatiAsdfsadf Asdfsadff100% (3)
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Cuadernillo Textil 2 EdicionDocumento28 páginasCuadernillo Textil 2 EdicionJeny Teresita Strekir100% (1)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Manual Inyeccion Plasticos 11460 CompletoDocumento11 páginasManual Inyeccion Plasticos 11460 CompletoJose Quinto100% (4)
- Moldeo Por Inyeccion de Plasticos Problemas yDocumento34 páginasMoldeo Por Inyeccion de Plasticos Problemas yGustavo Orozco86% (22)
- Inyeccion - Presentación 3 - Solucion de Problemas en Inyeccion - Semestre 2019-1 PDFDocumento23 páginasInyeccion - Presentación 3 - Solucion de Problemas en Inyeccion - Semestre 2019-1 PDFMartin HurtadoAún no hay calificaciones
- Moldeo Por InyecciónDocumento38 páginasMoldeo Por InyecciónIsa Concha GonzalezAún no hay calificaciones
- Inyeccion y Moldes COMPLETO UNICAR - 15y16dic06Documento321 páginasInyeccion y Moldes COMPLETO UNICAR - 15y16dic06HugoAlvarez100% (3)
- Moldeo CientificoDocumento52 páginasMoldeo CientificoOsvaldo de Jesus Solis HernandezAún no hay calificaciones
- Moldes de InyeccionDocumento45 páginasMoldes de InyeccionOmar Chavez89% (9)
- Inyeccion de Materiales Plasticos II - Proceso de Inyeccion de PlasticosDocumento55 páginasInyeccion de Materiales Plasticos II - Proceso de Inyeccion de PlasticosGerman FloresAún no hay calificaciones
- Partes de Una Máquina InyectoraDocumento2 páginasPartes de Una Máquina Inyectoraomarstinky50% (2)
- Inyeccion (Procesos de ManufacturaDocumento46 páginasInyeccion (Procesos de ManufacturaFernando Gomez Galvan0% (1)
- Ciclo de Inyeccion Tecnologia PlasticosDocumento42 páginasCiclo de Inyeccion Tecnologia PlasticosAzarot Ale100% (1)
- Calcular La Fuerza de Cierre Necesaria para Inyectar El Siguiente Molde en PolicarbonatoDocumento2 páginasCalcular La Fuerza de Cierre Necesaria para Inyectar El Siguiente Molde en Policarbonatojavi_12Aún no hay calificaciones
- INYECCIONDocumento107 páginasINYECCIONLeonardo Javier Ramirez Osorio100% (4)
- Fundamentos de Inyeccion de PlasticosDocumento17 páginasFundamentos de Inyeccion de PlasticosJuan Ross67% (3)
- Fuerza de CierreDocumento5 páginasFuerza de CierreReciclarSAAún no hay calificaciones
- Capitulo 2 - Maquinas de Inyeccion de PlasticosDocumento36 páginasCapitulo 2 - Maquinas de Inyeccion de Plasticosing_mancera100% (3)
- Moldeo Por InyecciónDocumento103 páginasMoldeo Por InyecciónTere Ugalde100% (1)
- Capitulo 3 - Proceso de Inyeccion de PlasticosDocumento64 páginasCapitulo 3 - Proceso de Inyeccion de Plasticosing_mancera100% (2)
- Moldeo Cientifico Curso - Rev JUNIO 5 2015 Rev2Documento235 páginasMoldeo Cientifico Curso - Rev JUNIO 5 2015 Rev2raulmoscoso3100% (4)
- MANUALPARTINYPLASDocumento56 páginasMANUALPARTINYPLASLeialias100% (2)
- Proceso de Inyeccion de PlasticosDocumento56 páginasProceso de Inyeccion de Plasticosxmaletof100% (7)
- Problemas INYECCIONDocumento11 páginasProblemas INYECCIONNacho100% (1)
- Transformación de materiales termoplásticos. QUIT0209De EverandTransformación de materiales termoplásticos. QUIT0209Calificación: 2 de 5 estrellas2/5 (1)
- Factores Que Afectan A La Localización de Una PlantaDocumento18 páginasFactores Que Afectan A La Localización de Una PlantaDoménica CastroAún no hay calificaciones
- Practica 1 Metodos de Medicion de Tiempo MTM 1Documento10 páginasPractica 1 Metodos de Medicion de Tiempo MTM 1Sofia PérezAún no hay calificaciones
- 2 - Taller MecanicoDocumento58 páginas2 - Taller MecanicoJose Callupe Vargas100% (1)
- Prog Aula VirutaDocumento16 páginasProg Aula VirutaMarlon GeronimoAún no hay calificaciones
- Planeación Y Diseño de OperacionesDocumento7 páginasPlaneación Y Diseño de OperacionesDaniel EstradaAún no hay calificaciones
- Metodos de Distribucion de PlantaDocumento33 páginasMetodos de Distribucion de PlantaSandra Ballena100% (2)
- 0.4.-Distrib de Planta FinalDocumento145 páginas0.4.-Distrib de Planta Finalleslie castroAún no hay calificaciones
- Mantenimiento 2Documento7 páginasMantenimiento 2Estefania PalaciosAún no hay calificaciones
- 4.1. - El Formato de La Hoja de Proceso. - DPMCM01. - Procesos de Mecanizado Por Arranque de VirutaDocumento3 páginas4.1. - El Formato de La Hoja de Proceso. - DPMCM01. - Procesos de Mecanizado Por Arranque de VirutaOmar GarciaAún no hay calificaciones
- Factores de Distribución de PlantaDocumento103 páginasFactores de Distribución de PlantaEsneyder VillarrealAún no hay calificaciones
- TPN°1 de MantenimientoDocumento16 páginasTPN°1 de Mantenimientogpilla_31Aún no hay calificaciones
- Taller de Mantenimiento IndustrialDocumento22 páginasTaller de Mantenimiento IndustrialALEJANDRO RUIDIAZAún no hay calificaciones
- 5°taller de Ingeniería de MétodosDocumento17 páginas5°taller de Ingeniería de MétodosalexanderAún no hay calificaciones
- Factores Que Fectan La Distribuccion de PlantaDocumento17 páginasFactores Que Fectan La Distribuccion de PlantaJesus Montserrat ZaragozaAún no hay calificaciones
- 5ta Practica de Diseño de Sistema de Producción (Tameli Sanchez)Documento7 páginas5ta Practica de Diseño de Sistema de Producción (Tameli Sanchez)Tamely SanchezAún no hay calificaciones
- Proyectó Diseño de MaquinasDocumento12 páginasProyectó Diseño de MaquinasSantiago Tinoco PinedaAún no hay calificaciones
- Actividad 3 Sist. de Mantenimiento. Velazquez Leal RubenDocumento4 páginasActividad 3 Sist. de Mantenimiento. Velazquez Leal RubenRuben Velazquez LealAún no hay calificaciones
- T2. Procesos de MecanizadoDocumento2 páginasT2. Procesos de MecanizadoDouglas Escobar MedinaAún no hay calificaciones
- Distribucion e PlantaDocumento33 páginasDistribucion e PlantaMargory Pierina Goicochea SuelpresAún no hay calificaciones
- Reporte Practica 1Documento7 páginasReporte Practica 1Alberto Ivan Lopez ReyesAún no hay calificaciones
- Proceso de Mecanizado de Una Pieza MecánicaDocumento1 páginaProceso de Mecanizado de Una Pieza MecánicaAnonymous Cd3r7JGjwb0% (1)
- Tema 1 Proceso Tecnologico en La Construccion de MaquinariaDocumento8 páginasTema 1 Proceso Tecnologico en La Construccion de MaquinariaMiguel Huaman OjedaAún no hay calificaciones
- Manual de DecodificacionDocumento25 páginasManual de Decodificacioncatio000Aún no hay calificaciones
- Apuntes Catia ElementalDocumento16 páginasApuntes Catia Elementalcatio000Aún no hay calificaciones
- Bizkaia MapaDocumento1 páginaBizkaia Mapacatio000Aún no hay calificaciones
- Spaceball 4000FLXDocumento4 páginasSpaceball 4000FLXcatio000Aún no hay calificaciones
- Curso de Guitarra Electrica CompletoDocumento18 páginasCurso de Guitarra Electrica Completocatio000Aún no hay calificaciones
- Actualidad Android 2014Documento84 páginasActualidad Android 2014catio000Aún no hay calificaciones
- El Proceso de La Administracion Integral de YacimientosDocumento15 páginasEl Proceso de La Administracion Integral de YacimientosAlexhandra TarazonaAún no hay calificaciones
- Tarea 1-Sesion 2570 TI - WA Grupo 3Documento3 páginasTarea 1-Sesion 2570 TI - WA Grupo 3Ricardo RetesAún no hay calificaciones
- PAPDocumento3 páginasPAPSebastian AmoresAún no hay calificaciones
- Silabo Administración y Gestión de ProyectosDocumento10 páginasSilabo Administración y Gestión de ProyectosWilliam GomezAún no hay calificaciones
- Sesión Arte RasgadoDocumento6 páginasSesión Arte Rasgadojhon chavez chavezAún no hay calificaciones
- SAP Enterprise Architecture Designer para SAP HANADocumento414 páginasSAP Enterprise Architecture Designer para SAP HANAFrancisco OlivaAún no hay calificaciones
- Dinámica Barcos y CapitanesDocumento2 páginasDinámica Barcos y CapitanesLuis casAún no hay calificaciones
- Thomas Nield - Essential Math For Data Science-17-55.en - EsDocumento39 páginasThomas Nield - Essential Math For Data Science-17-55.en - EsDiegoAún no hay calificaciones
- Pepp U2 Atr ZagcDocumento2 páginasPepp U2 Atr ZagcZaida Alejandra Gonzalez CastroAún no hay calificaciones
- Examen Diagnostico 4grado 2022 2023Documento4 páginasExamen Diagnostico 4grado 2022 2023imeldaAún no hay calificaciones
- CIENCIOLOGIADocumento1 páginaCIENCIOLOGIAJevn PumvlequeAún no hay calificaciones
- Practica 3 Consistencia Del CementoDocumento11 páginasPractica 3 Consistencia Del CementoCisneros Armata Edwin Willy100% (1)
- Solucion Ejercicio 4Documento4 páginasSolucion Ejercicio 4Moises PallaresAún no hay calificaciones
- M5 U2 A3 ISCM ReporteDocumento9 páginasM5 U2 A3 ISCM ReporteIsaac CarpioAún no hay calificaciones
- Voleibol y Fuerza ExplosivaDocumento2 páginasVoleibol y Fuerza ExplosivaErika BelloAún no hay calificaciones
- Universidad Medieval y Universidad Actual PDFDocumento8 páginasUniversidad Medieval y Universidad Actual PDFjulio-vargasAún no hay calificaciones
- Sepc 4 PDFDocumento13 páginasSepc 4 PDFNiruska CastilloAún no hay calificaciones
- El Material TierraDocumento4 páginasEl Material TierraElian Mandujano JiménezAún no hay calificaciones
- Traducción T.3Documento13 páginasTraducción T.3Selene PérezAún no hay calificaciones
- Lista de Estudiantes de Tercio Superior para El Sorteo de JuradosDocumento52 páginasLista de Estudiantes de Tercio Superior para El Sorteo de JuradosNelson Kevin100% (2)
- Trastornos de La ConcienciaDocumento12 páginasTrastornos de La ConcienciaJess MartinezAún no hay calificaciones
- 05 Riesgo Geotécnico Valle de México PDFDocumento193 páginas05 Riesgo Geotécnico Valle de México PDFcgAún no hay calificaciones
- GRADO 3º - Planificación Primer Trimestre (Segunda Parte)Documento19 páginasGRADO 3º - Planificación Primer Trimestre (Segunda Parte)Lupita FloresAún no hay calificaciones
- Psicobiologia 2021Documento8 páginasPsicobiologia 2021Micaela AguilarAún no hay calificaciones
- Trabajo en GrupoDocumento12 páginasTrabajo en GrupoDiana Carolina Romero Sanabria100% (1)
- Este Documento Está Clasificado Como USO INTERNO Por TELEFÓNICA. This Document Is Classified As INTERNAL USE by TELEFÓNICADocumento3 páginasEste Documento Está Clasificado Como USO INTERNO Por TELEFÓNICA. This Document Is Classified As INTERNAL USE by TELEFÓNICAjrge sanmeAún no hay calificaciones
- ZOPP! Soluciones Reales - Manual-SPADocumento15 páginasZOPP! Soluciones Reales - Manual-SPAJulio RodasAún no hay calificaciones
- Reporte Huancayo 1000Documento14 páginasReporte Huancayo 1000Edward UrbizagasteguiAún no hay calificaciones
- Procedimiento General para Realizar Una Distribucion en PlantaDocumento12 páginasProcedimiento General para Realizar Una Distribucion en PlantaAsdfgAún no hay calificaciones