También podría gustarte
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Manual Curso AlineacionDocumento26 páginasManual Curso Alineacionloquillo1Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- ANSI-ASME B1.20.1 1983 Rosca Conica de CañeriaDocumento14 páginasANSI-ASME B1.20.1 1983 Rosca Conica de CañeriaErnesto Màrquez BAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- PernosDocumento15 páginasPernosManuel Castillo100% (3)
- Cojinetes de DeslizamientoDocumento9 páginasCojinetes de DeslizamientoDennys Samuel100% (3)
- Torque PDFDocumento94 páginasTorque PDFCarlos Figueroa Varon100% (1)
- El Encuentro de Dos Mundos en La Vida de José María ArguedasDocumento7 páginasEl Encuentro de Dos Mundos en La Vida de José María ArguedasPercy Zapata Mendo.65% (20)
- Torque en Uniones EmpernadasDocumento27 páginasTorque en Uniones EmpernadasJulio Cesar Caballero100% (1)
- Doblado de CañosDocumento46 páginasDoblado de CañosJorge Silva100% (3)
- Co-Mec11 - Uniones Roscadas de Tubería - R01 PDFDocumento15 páginasCo-Mec11 - Uniones Roscadas de Tubería - R01 PDFPercy Morales RamirezAún no hay calificaciones
- Arte MapucheDocumento114 páginasArte MapucheRo A Verde-Ramo100% (1)
- Unidad 2 Diseño de SujetadoresDocumento45 páginasUnidad 2 Diseño de SujetadoresAlejandro Campos91% (23)
- Encuesta MusicalDocumento2 páginasEncuesta MusicalJose Miguel Alegria0% (1)
- Libro CoreanoDocumento90 páginasLibro CoreanoGeovani Ruiz Monroy100% (5)
- Resumen Tema 24Documento8 páginasResumen Tema 24Cecilia Serrano SalgadoAún no hay calificaciones
- Caderno de Encargos - Estruturas de Madeira (-Paginas Fe Up PT - Construc-Gp)Documento14 páginasCaderno de Encargos - Estruturas de Madeira (-Paginas Fe Up PT - Construc-Gp)Marcelo OliveiraAún no hay calificaciones
- Tornillos Extrusionadores de Plc3a1sticoDocumento12 páginasTornillos Extrusionadores de Plc3a1sticoRigoberto GONZALEZ SUAREZAún no hay calificaciones
- Act. SMAWDocumento5 páginasAct. SMAWPablo TovarAún no hay calificaciones
- Actual Procesos de FabricaciónDocumento21 páginasActual Procesos de FabricaciónAna CristinaAún no hay calificaciones
- ¿Qué Es La Almohadilla de RF? ¿Cómo Calcular Las Dimensiones de La Almohadilla de Refuerzo?Documento8 páginas¿Qué Es La Almohadilla de RF? ¿Cómo Calcular Las Dimensiones de La Almohadilla de Refuerzo?Wilfredo Ramirez0% (1)
- Tarea 4-Proceso de UnionDocumento11 páginasTarea 4-Proceso de UnionEspinosa Candia KevinAún no hay calificaciones
- Unidad #5Documento8 páginasUnidad #5soporte tecnosegAún no hay calificaciones
- TORNILLOSDocumento13 páginasTORNILLOSLuz SGAún no hay calificaciones
- CebadosDocumento28 páginasCebadosARÉVALO SERPA ORTIZAún no hay calificaciones
- Proyecto IntegradorDocumento7 páginasProyecto IntegradorRoy Goyzueta PumaAún no hay calificaciones
- PFV Tar8 10250 PDFDocumento17 páginasPFV Tar8 10250 PDFTamara SaavedraAún no hay calificaciones
- TM 640160065SPDocumento26 páginasTM 640160065SPJay 'Em100% (1)
- ResorteDocumento30 páginasResorteAndres Fuentes Campos100% (1)
- Paper-Juntas-Permanentes y No PermanentesDocumento10 páginasPaper-Juntas-Permanentes y No PermanentesWilliam RecaldeAún no hay calificaciones
- DCT09-02 Bulones de Anclaje en TunelesDocumento7 páginasDCT09-02 Bulones de Anclaje en TunelesYesenia DuarteAún no hay calificaciones
- Unidad 2. - Fabricacion de Estructuras AtornilladasDocumento12 páginasUnidad 2. - Fabricacion de Estructuras Atornilladasdavid acevedoAún no hay calificaciones
- Diseño de Motores Cohete en 10 PasosDocumento24 páginasDiseño de Motores Cohete en 10 PasosHeber ArcanaAún no hay calificaciones
- Cálculo de Uniones AtornilladasDocumento21 páginasCálculo de Uniones AtornilladasJose Mejia MorenoAún no hay calificaciones
- Cap I. Pernos, Tornillos PDFDocumento134 páginasCap I. Pernos, Tornillos PDFDiego Arturo Urbina RiverosAún no hay calificaciones
- Puruncajas Henry Producto Acreditable Resumen Elementos de UniónDocumento22 páginasPuruncajas Henry Producto Acreditable Resumen Elementos de UniónHENRY DAVID PURUNCAJAS PAUCARAún no hay calificaciones
- Características Mecánicas TuberiasDocumento4 páginasCaracterísticas Mecánicas TuberiasAbrahamAún no hay calificaciones
- CONEXIONESDocumento11 páginasCONEXIONESArnaldo Arthur Ortegal PacoriAún no hay calificaciones
- Conexiones Soldadura y Pernos Ula Prof - America B.torijaDocumento60 páginasConexiones Soldadura y Pernos Ula Prof - America B.torijaJose HidalgoAún no hay calificaciones
- Fabricación de Los Resortes LEODocumento5 páginasFabricación de Los Resortes LEOMateo Eduardo Durán MendozaAún no hay calificaciones
- FACTORES QUE AFECTAN EL DISEÑO DE LAS JUNTAS EditadoDocumento26 páginasFACTORES QUE AFECTAN EL DISEÑO DE LAS JUNTAS EditadoJosé Felix Centeno InfanteAún no hay calificaciones
- Moldes de Fundición Inyectada PDFDocumento20 páginasMoldes de Fundición Inyectada PDFCristina MartinAún no hay calificaciones
- Módulo 1 - Lectura 1Documento28 páginasMódulo 1 - Lectura 1tomasarrieteAún no hay calificaciones
- NMX W 101 PDFDocumento15 páginasNMX W 101 PDFRAFAEL HERRERAAún no hay calificaciones
- Tipos de Soldaduras de ArcoDocumento15 páginasTipos de Soldaduras de ArcoRosendo Otoniel Maas Cruz100% (1)
- Elementos de UniónDocumento16 páginasElementos de UniónGaryFranciscoJavierAún no hay calificaciones
- Presentacion Perno y Remaches.Documento7 páginasPresentacion Perno y Remaches.franciscoe71Aún no hay calificaciones
- Petroleos Mexicanos: Normaspara Construccion de ObrasDocumento15 páginasPetroleos Mexicanos: Normaspara Construccion de ObrasJorge López MohedanoAún no hay calificaciones
- Capitulo 7 - Sarta de Perforación y Producción - Nivel IiDocumento48 páginasCapitulo 7 - Sarta de Perforación y Producción - Nivel IiJesica Salazar Orueta100% (2)
- Practica 2 de HectorDocumento8 páginasPractica 2 de HectorLuis Humberto Garcia VillegasAún no hay calificaciones
- CAPITULO 2 ProyectoDocumento6 páginasCAPITULO 2 ProyectoJohn AntonyAún no hay calificaciones
- Conexiones. PernosDocumento43 páginasConexiones. PernosGeovanny SemperteguiAún no hay calificaciones
- DEMA Punto 25 PDFDocumento10 páginasDEMA Punto 25 PDFCaŔlo AndreAún no hay calificaciones
- Uniones Atornilladas Clase Diseño en Acero PDFDocumento25 páginasUniones Atornilladas Clase Diseño en Acero PDFAnonymous 08ObAbAún no hay calificaciones
- Extrusión. AngelesDocumento47 páginasExtrusión. AngelesDeJotaAún no hay calificaciones
- Consulta de PernosDocumento9 páginasConsulta de PernosAlvaro Ramirez RamirezAún no hay calificaciones
- Pernos y RemachesDocumento6 páginasPernos y RemachesJonathan Rosas CuellarAún no hay calificaciones
- Monografía de RoblonadoDocumento9 páginasMonografía de RoblonadoBruno Marsilli SpinelliAún no hay calificaciones
- Herramientas de Terminacion de PozoDocumento29 páginasHerramientas de Terminacion de Pozoippoknight100% (2)
- Tuberias y ConexionesDocumento38 páginasTuberias y ConexionesJaime Andres TrujilloAún no hay calificaciones
- Selección de EmpacadurasDocumento7 páginasSelección de EmpacadurasRoxana mendozaAún no hay calificaciones
- Universidad Nacional de Ingeniería-2Documento90 páginasUniversidad Nacional de Ingeniería-2Ana CardenasAún no hay calificaciones
- Teoría de Las Estructuras Vinculares - TPDocumento15 páginasTeoría de Las Estructuras Vinculares - TPAndrea Schillaci MarinoAún no hay calificaciones
- Tipos PsicológicosDocumento2 páginasTipos PsicológicosValeria OsíaAún no hay calificaciones
- Plegable - Guia Rapida de Seguridad de ProcesosDocumento2 páginasPlegable - Guia Rapida de Seguridad de ProcesoscamebetaAún no hay calificaciones
- No Ser Amado Es Una Simple DesventuraDocumento2 páginasNo Ser Amado Es Una Simple DesventuraJefree Anael Hernandez Herrera100% (1)
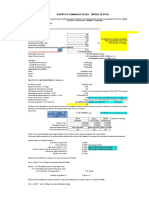
- Diseño de Camara de Rejas-Tanque Septico - ToncoDocumento13 páginasDiseño de Camara de Rejas-Tanque Septico - ToncoJaime Huamani JimenezAún no hay calificaciones
- Fases Del Diseño AeroespacialDocumento71 páginasFases Del Diseño AeroespacialhectorenriquebarronAún no hay calificaciones
- Electronica R3Documento24 páginasElectronica R3ASEGRE S.A de C.V.Aún no hay calificaciones
- Presentacion Capacitacion Funciones Del Coe y Brigada 22 de Oct 2020Documento45 páginasPresentacion Capacitacion Funciones Del Coe y Brigada 22 de Oct 2020cristian fabian ibañez ochoa100% (1)
- Fondo Nacional de Infraestructura FNI970829JR9 01219Documento1 páginaFondo Nacional de Infraestructura FNI970829JR9 01219Vanessa Isabel Ke AznarAún no hay calificaciones
- Material Didactico Pizarrita Pizarron para Aprender Un Monton3Documento49 páginasMaterial Didactico Pizarrita Pizarron para Aprender Un Monton3JoséAmadeoTubio100% (1)
- Idealismo IntroduccionDocumento41 páginasIdealismo IntroduccionStacyAún no hay calificaciones
- Osho ElLibrodelaNadaDocumento100 páginasOsho ElLibrodelaNadaWilly CondoriAún no hay calificaciones
- 05 BiogeografiaysuelosDocumento25 páginas05 BiogeografiaysuelosPablo RosarioAún no hay calificaciones
- TP #3 Marx, Karl El Capital, Bs. As., Siglo XXI, 2008, Cap. XXIV: "La Llamada Acumulación Originaria"Documento4 páginasTP #3 Marx, Karl El Capital, Bs. As., Siglo XXI, 2008, Cap. XXIV: "La Llamada Acumulación Originaria"Jonatan GiordaniAún no hay calificaciones
- Analisis SismicoDocumento1 páginaAnalisis SismicoDaniel SuarezAún no hay calificaciones
- Resumen CasteDocumento3 páginasResumen CasteMiaAún no hay calificaciones
- R-406 - Formato de La Hoja de Resumen de Seguridad para El Transporte Te...Documento1 páginaR-406 - Formato de La Hoja de Resumen de Seguridad para El Transporte Te...KEREN PERALTAAún no hay calificaciones
- Ciclo CombinadoDocumento24 páginasCiclo CombinadoVictor Andrey Delgado BalarezoAún no hay calificaciones
- Tema 5 - MSC - Tensiones en El Terreno - S.elast PDFDocumento23 páginasTema 5 - MSC - Tensiones en El Terreno - S.elast PDFDavid Mig AlvAún no hay calificaciones
- Practica 3Documento9 páginasPractica 3Carlos ZevallosAún no hay calificaciones
- Laboratorio Virtual - Fuerzas y MovimientoDocumento8 páginasLaboratorio Virtual - Fuerzas y MovimientoLaura DanielaAún no hay calificaciones
- 03 Grimson RESPUESTAS y RESUMENDocumento6 páginas03 Grimson RESPUESTAS y RESUMENSilvia Alejandra OrecchiaAún no hay calificaciones
- Planeamiento en La Gestión PúblicaDocumento15 páginasPlaneamiento en La Gestión PúblicaPatty CariAún no hay calificaciones
- Mapa Peligro Volcanico - FinalDocumento2 páginasMapa Peligro Volcanico - FinalMG Snchez RAún no hay calificaciones