También podría gustarte
- Diseño de Investigación ExploratoriaDocumento14 páginasDiseño de Investigación Exploratoriakaren Mayumi Pino Callo100% (1)
- Reporte de Estadias Capitulo 2 - Paola Azeneth Perez PasillasDocumento22 páginasReporte de Estadias Capitulo 2 - Paola Azeneth Perez PasillasPAOLA AZENETH PEREZ PASILLASAún no hay calificaciones
- DNN C4 2 TallerClase4Documento4 páginasDNN C4 2 TallerClase4Juan CarlosAún no hay calificaciones
- INVESTIGACIÓN DE MERCADOS Cocinas IntegralesDocumento13 páginasINVESTIGACIÓN DE MERCADOS Cocinas IntegralesAna Edith MesaAún no hay calificaciones
- Filosofia de Las Empresas de Clase MundialDocumento6 páginasFilosofia de Las Empresas de Clase MundialAngel Molina Garcia100% (1)
- 1.2.3 Ejercicios Prácticos Identificación de PeligrosDocumento5 páginas1.2.3 Ejercicios Prácticos Identificación de PeligrosANA LICETH MOLINAAún no hay calificaciones
- Técnicas de Estudio de Desplazamiento Del OperarioDocumento3 páginasTécnicas de Estudio de Desplazamiento Del OperarioRonny UrquizoAún no hay calificaciones
- Unidad 6 Analisis de DatosDocumento23 páginasUnidad 6 Analisis de DatosJonathan100% (1)
- Definicion Del Alcance de Nuestra Investigacion.Documento11 páginasDefinicion Del Alcance de Nuestra Investigacion.Chikitillo ChilateroAún no hay calificaciones
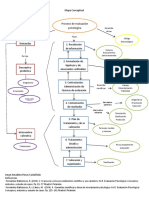
- Mapa Conceptual Proceso de Evaluacion PsicologicaDocumento1 páginaMapa Conceptual Proceso de Evaluacion PsicologicaVíctor Hernández100% (1)
- Taller AnovaDocumento3 páginasTaller AnovaRuth ParadasAún no hay calificaciones
- Mantenimiento de Moldes y HerramentalesDocumento4 páginasMantenimiento de Moldes y HerramentalesGerardo ArroyoAún no hay calificaciones
- Pesca en ChileDocumento36 páginasPesca en ChileKatherine Cordero ZuñigaAún no hay calificaciones
- Normas Astm para Pruebas MecánicasDocumento7 páginasNormas Astm para Pruebas MecánicasAdolfo CarazasAún no hay calificaciones
- ESTANDARIZACIONDocumento8 páginasESTANDARIZACIONJose Luis CarranzaAún no hay calificaciones
- Mejora Del Proceso de Produccion InduamricaDocumento59 páginasMejora Del Proceso de Produccion InduamricaJesùsGabrielVigilSanchezAún no hay calificaciones
- Trabajo de Aplicación Del Mantenimiento Autónomo en SistemasDocumento22 páginasTrabajo de Aplicación Del Mantenimiento Autónomo en SistemasGabriel Campos100% (1)
- Productividad EmpresarialDocumento38 páginasProductividad EmpresarialAmerica catita quispe torresAún no hay calificaciones
- Calidad Total - ¿Qué Es El Mantenimiento Productivo Total (TPM)Documento2 páginasCalidad Total - ¿Qué Es El Mantenimiento Productivo Total (TPM)Juan Felipe CaropresiAún no hay calificaciones
- Proyecto Seis SigmaDocumento4 páginasProyecto Seis SigmaEleazar MtzAún no hay calificaciones
- Kaoru IshikawaDocumento33 páginasKaoru IshikawaMarcela CarvajalAún no hay calificaciones
- Ejemplo EMPRENDEDORES Plan de Negocios IAHADocumento46 páginasEjemplo EMPRENDEDORES Plan de Negocios IAHAPierGonzalezAún no hay calificaciones
- Mantenimiento Preventivo y AutonomoDocumento7 páginasMantenimiento Preventivo y AutonomoMarisol CañaAún no hay calificaciones
- Análisis Foda TerminarDocumento15 páginasAnálisis Foda TerminarZeliaRosithadCastilloCulquicondorAún no hay calificaciones
- Presentación TQMDocumento19 páginasPresentación TQMKarin ScarpelliniAún no hay calificaciones
- Control Estadistico de Procesos Semana 6Documento21 páginasControl Estadistico de Procesos Semana 6Pray for HondurasAún no hay calificaciones
- Tendencias Materiales y Sustitutos de ConstruccionDocumento13 páginasTendencias Materiales y Sustitutos de ConstruccionNathalia Ramirez Paez100% (1)
- Etapas de La Industria MineraDocumento7 páginasEtapas de La Industria MineraAngelitoCchAún no hay calificaciones
- 3.3 Proceso de Desarrollo Definir, Analizar, Medir & ControlarDocumento26 páginas3.3 Proceso de Desarrollo Definir, Analizar, Medir & ControlariorifoarAún no hay calificaciones
- Mantenimiento IndustrialDocumento24 páginasMantenimiento IndustrialSantiago Muñoz MejíaAún no hay calificaciones
- Gestión de ComunicacionesDocumento2 páginasGestión de ComunicacionesWeslyRaul Oblitas ParedesAún no hay calificaciones
- Claudio Loayza Pedro Mejora Procesos Taller MecanicoDocumento103 páginasClaudio Loayza Pedro Mejora Procesos Taller Mecaniconiltonroblesllaulli976Aún no hay calificaciones
- Taller 5 S EjemploDocumento63 páginasTaller 5 S EjemploPatricia Apestegui GarciaAún no hay calificaciones
- Trabajo Sistemas de Producción 1er ParcialDocumento23 páginasTrabajo Sistemas de Producción 1er ParcialLidia OrtegaAún no hay calificaciones
- Benchmarking Sobre Las Estrategias y Tácticas Exitosas para La Toma de Decisiones ACTIVIDAD 2Documento13 páginasBenchmarking Sobre Las Estrategias y Tácticas Exitosas para La Toma de Decisiones ACTIVIDAD 2Marcela Ceballos100% (1)
- CoqueDocumento40 páginasCoquemramos4191Aún no hay calificaciones
- Curriculum Valentin RiveraDocumento2 páginasCurriculum Valentin RiveraValentinRiveraDectorAún no hay calificaciones
- 3GP - FormatoDocumento19 páginas3GP - FormatoCesarCubaAún no hay calificaciones
- Ciclo PHVA y 8 Pasos para Resolver Problemas (Opcion 1)Documento2 páginasCiclo PHVA y 8 Pasos para Resolver Problemas (Opcion 1)Jerico LlerenaAún no hay calificaciones
- Metalmecanica PDFDocumento107 páginasMetalmecanica PDFJulio Cesar Vazquez Flores100% (1)
- Estudio Del TrabajoDocumento14 páginasEstudio Del Trabajoerwin flores60% (5)
- Actividad 6 VSMDocumento6 páginasActividad 6 VSMarturoAún no hay calificaciones
- Formato Short KaizenDocumento6 páginasFormato Short KaizenAnggy de RinconAún no hay calificaciones
- Caso Práctico Nancy 3Documento4 páginasCaso Práctico Nancy 3Nancy CifuentesAún no hay calificaciones
- 1.1 Introduccion YB V12Documento21 páginas1.1 Introduccion YB V12Kazuumi Ruiz MurakamiAún no hay calificaciones
- Molino de BolasDocumento14 páginasMolino de BolasJuan Carlos Custodio RodriguezAún no hay calificaciones
- Perfil Analista Calidad y ProductividadDocumento2 páginasPerfil Analista Calidad y ProductividadNicolas MartinezAún no hay calificaciones
- Teoria de Colas IIDocumento86 páginasTeoria de Colas IIGraciela AguilarAún no hay calificaciones
- Diagrama de Flujo de ProcesosDocumento2 páginasDiagrama de Flujo de ProcesosAndrea GallegosAún no hay calificaciones
- Taller Lean Six Sigma Sesión 3Documento36 páginasTaller Lean Six Sigma Sesión 3Juan Sebastián JiménezAún no hay calificaciones
- Modelo de Capacidad Del Procesamiento de Muestras Del Laboratorio de Materias Primas de SidorDocumento153 páginasModelo de Capacidad Del Procesamiento de Muestras Del Laboratorio de Materias Primas de SidorHernan GarciaAún no hay calificaciones
- Kpis en MineriaDocumento5 páginasKpis en MineriaManuel Portilla LeonAún no hay calificaciones
- Modelo Una Evaluación 360Documento17 páginasModelo Una Evaluación 360Adalid velazquez100% (1)
- Trabajo AMEF FinalDocumento23 páginasTrabajo AMEF FinalMario Arturo Ruiz CastilloAún no hay calificaciones
- Calidad TotalDocumento27 páginasCalidad TotalAlexander sancho nietoAún no hay calificaciones
- Supervisión EficazDocumento7 páginasSupervisión EficazKEVIN ALBERT SIERRA DE LA CRUZAún no hay calificaciones
- Six SigmaDocumento15 páginasSix SigmaGraciela RiveraAún no hay calificaciones
- Metodologia DMAIC 01Documento3 páginasMetodologia DMAIC 01Manuel DiazAún no hay calificaciones
- ADMINISTRACIÓN ESTRATÉGICA (Presentacion)Documento14 páginasADMINISTRACIÓN ESTRATÉGICA (Presentacion)Leonardo ParraAún no hay calificaciones
- Resumen Cartas de ControlDocumento8 páginasResumen Cartas de ControlJulio Cesar Rojas MendozaAún no hay calificaciones
- Práctica 7.1 - Gráfica de Control de Medias y RangosDocumento16 páginasPráctica 7.1 - Gráfica de Control de Medias y RangosAdriana Ramírez GonzálezAún no hay calificaciones
- Semana12 S1Documento15 páginasSemana12 S1ALDO YOSHI CALLE INFANTEAún no hay calificaciones
- Graficos de Control para VariableDocumento11 páginasGraficos de Control para VariableJuan ReyesAún no hay calificaciones
- Curso de Control Estadistico de Procesos Parte 2Documento38 páginasCurso de Control Estadistico de Procesos Parte 2MissaelSilvaran0% (1)
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Tesis 2Documento138 páginasTesis 2Docente NicolAún no hay calificaciones
- Documento 40848Documento144 páginasDocumento 40848Waltico Pablo PintoAún no hay calificaciones
- Declaración STROBEDocumento12 páginasDeclaración STROBEAlexis CandoAún no hay calificaciones
- Mapa de RiesgosDocumento3 páginasMapa de RiesgosMARIA ELENA RODRIGUEZAún no hay calificaciones
- B. Fapren DimensionesDocumento123 páginasB. Fapren Dimensionesdaniel serraniAún no hay calificaciones
- IDO-L.18.001-1212-QQP-7508 Rev00 Supervisión y Control de Los Equipos de MediciónDocumento10 páginasIDO-L.18.001-1212-QQP-7508 Rev00 Supervisión y Control de Los Equipos de MediciónAldair CalviAún no hay calificaciones
- CRONOGRAMA de Proyecto de InvestigacionDocumento1 páginaCRONOGRAMA de Proyecto de InvestigacionWilson Chanini ChoquecotaAún no hay calificaciones
- Inu1 U1 Ea JovsDocumento7 páginasInu1 U1 Ea JovsJosé Alonso Valdez Salcido100% (2)
- Marco Teorico SisbenDocumento13 páginasMarco Teorico SisbenSAUDY MILDREY ROMERO MONTANOAún no hay calificaciones
- Examen Final - Geraldine ÑañaDocumento3 páginasExamen Final - Geraldine ÑañaGeraldine ÑañaAún no hay calificaciones
- Tareas II III IV EvaluacionDocumento6 páginasTareas II III IV EvaluacionIdeas CenterAún no hay calificaciones
- Test VocacionalDocumento3 páginasTest VocacionalRoxi C Figarola100% (1)
- Guia EstadisticaDocumento4 páginasGuia EstadisticaYenny RojasAún no hay calificaciones
- Unidad Didactica Iv Periodismo de InterpretaciónDocumento8 páginasUnidad Didactica Iv Periodismo de Interpretaciónodette cabrera100% (2)
- Miedo EscolarDocumento12 páginasMiedo EscolarLeimys TovarAún no hay calificaciones
- Talleres de OptimizacionDocumento6 páginasTalleres de OptimizacionDiego MAún no hay calificaciones
- Ejercicios Cartas de Control X y R Hector VegaDocumento11 páginasEjercicios Cartas de Control X y R Hector VegaHECTOR JAVIER VEGA RIOSAún no hay calificaciones
- Posgrado Foucault Vermeren CV PDFDocumento5 páginasPosgrado Foucault Vermeren CV PDFCarlos AguirreAún no hay calificaciones
- Encuesta Primax Comercial Del Ecuador S.A.Documento4 páginasEncuesta Primax Comercial Del Ecuador S.A.GabrielaAún no hay calificaciones
- Guía Psicometría IDocumento80 páginasGuía Psicometría IBryanAndrésNarváezSalazarAún no hay calificaciones
- GeografiaTuristicaMundial Guia19 20Documento13 páginasGeografiaTuristicaMundial Guia19 20dsgonzalezAún no hay calificaciones
- 3 Características de Desempeño de Los Métodos - Intervalo de Trabajo, Sensibilidad y VeracidadDocumento8 páginas3 Características de Desempeño de Los Métodos - Intervalo de Trabajo, Sensibilidad y Veracidadnoe tellezAún no hay calificaciones
- Auditoria de SistemasDocumento43 páginasAuditoria de SistemasEduardo TovillaAún no hay calificaciones
- Métodos Cuantitativos para Los Negocios Equipo 5 A1 - E5 PDFDocumento9 páginasMétodos Cuantitativos para Los Negocios Equipo 5 A1 - E5 PDFmatheusAún no hay calificaciones
- Farfan Paredes GeraldineDocumento156 páginasFarfan Paredes GeraldineSebastian Leonardo HuarachiAún no hay calificaciones