También podría gustarte
- Tipos de Roscas Más ComunesDocumento8 páginasTipos de Roscas Más ComunesLuis DzAún no hay calificaciones
- Procesos de Soldadura y Union Segun AwsDocumento2 páginasProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- Informe 2 Pràctica de Oxiacetileno (OAW)Documento9 páginasInforme 2 Pràctica de Oxiacetileno (OAW)Catalina Madriz MasísAún no hay calificaciones
- Simbolo InduraDocumento8 páginasSimbolo InduraMiguel Enrique Gonzalez CastroAún no hay calificaciones
- Proceso de Soldadura - SawDocumento8 páginasProceso de Soldadura - SawMiguel Canahuire MamaniAún no hay calificaciones
- Tabla de PernosDocumento1 páginaTabla de PernosLeonardo Matías Cabrera DíazAún no hay calificaciones
- Quemadoe Grupo 2Documento8 páginasQuemadoe Grupo 2dair rodriguezAún no hay calificaciones
- Laboratorio N6 SoldaduraDocumento32 páginasLaboratorio N6 SoldaduraHansvan Salvador0% (1)
- Informe 1 Ovalo Rankine CorregidoDocumento20 páginasInforme 1 Ovalo Rankine CorregidoROGER CARLOS CARRANZA BERMUDEZAún no hay calificaciones
- Cac - A - UnpDocumento55 páginasCac - A - UnpMunicipalidad Distrital San Jacinto67% (3)
- Informe 3 SoldaduraDocumento10 páginasInforme 3 SoldaduraGabriela EstradaAún no hay calificaciones
- Soldadura SMAW CursoDocumento82 páginasSoldadura SMAW CursoMartin GuerreroAún no hay calificaciones
- Formato de Informe - Ensayo SoldaduraDocumento9 páginasFormato de Informe - Ensayo SoldaduraDanielAún no hay calificaciones
- Preguntas y Respuestas API 650 2Documento2 páginasPreguntas y Respuestas API 650 2fallalovaldesAún no hay calificaciones
- Soldaduras A Tope y de FileteDocumento32 páginasSoldaduras A Tope y de FileteAbraham Góngora Góngora0% (1)
- Tipos de JuntasDocumento17 páginasTipos de JuntasAlexander Muñoz SánchezAún no hay calificaciones
- Ficha de Inspeccion - Liquidos PenetrantesDocumento2 páginasFicha de Inspeccion - Liquidos PenetrantesJairOo Villanueva EnriquezAún no hay calificaciones
- Informe Tecnico IluminacionDocumento5 páginasInforme Tecnico IluminacionAndenes CHILLITUPAAún no hay calificaciones
- Conexión Arranque Estrella-TriánguloDocumento1 páginaConexión Arranque Estrella-TriánguloilpostinitoAún no hay calificaciones
- Corte Con Arco de Carbono CACDocumento5 páginasCorte Con Arco de Carbono CACAlberto JaraAún no hay calificaciones
- Soldadura Paw y GmawDocumento8 páginasSoldadura Paw y GmawPaul SinclairAún no hay calificaciones
- Electrodos para SoldaduraDocumento1 páginaElectrodos para Soldaduraalibuchy100% (1)
- Guía Practica ResonanciaDocumento20 páginasGuía Practica ResonanciaJhonny RodriguezAún no hay calificaciones
- Instituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2 172:2009Documento10 páginasInstituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2 172:2009Jaime Andres Alegria CorreaAún no hay calificaciones
- Cuestionario FCAWDocumento5 páginasCuestionario FCAWjeefreyAún no hay calificaciones
- Eficiencia Del ElectrodoDocumento14 páginasEficiencia Del ElectrodoOscar Freire Bonilla100% (1)
- Galga para Inspección VisualDocumento8 páginasGalga para Inspección VisualCesar Vallejos MoncadaAún no hay calificaciones
- Especificaciones de La AWS para Electrodos RevestidosDocumento3 páginasEspecificaciones de La AWS para Electrodos RevestidosDanny AponteAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento34 páginasFundamentos de La Soldadura Por Arco EléctricoJessie LewisAún no hay calificaciones
- Método de Soldadura Por ElectrogásDocumento4 páginasMétodo de Soldadura Por ElectrogásGeraldine Buitrago PardoAún no hay calificaciones
- Mig Mag EvolucionDocumento89 páginasMig Mag EvolucionAnonymous tI6cgOO7NAAún no hay calificaciones
- 3.-Union de Junta A Tope en VDocumento10 páginas3.-Union de Junta A Tope en Vwilmer_avalos307Aún no hay calificaciones
- Tecnicas de CorteDocumento21 páginasTecnicas de CortePaco HidalgoAún no hay calificaciones
- Composicion Quimica y Designacion Aceros ComunesDocumento24 páginasComposicion Quimica y Designacion Aceros ComunescarlospairolaAún no hay calificaciones
- Proceso de Soldadura FCAW-SDocumento26 páginasProceso de Soldadura FCAW-SJuan GranaraAún no hay calificaciones
- 1.1. Uniones Soldadas A Tope Y de Filete: IntegrantesDocumento18 páginas1.1. Uniones Soldadas A Tope Y de Filete: IntegrantesAmairani Basulto100% (1)
- Diez Problemas Comunes Soldadura TIGDocumento17 páginasDiez Problemas Comunes Soldadura TIGJulio Julio100% (1)
- Informe Proceso TigDocumento23 páginasInforme Proceso TigYen Fisher0% (1)
- Defectos de La Soldadura Del Proceso GtawDocumento10 páginasDefectos de La Soldadura Del Proceso GtawMiladis DittaAún no hay calificaciones
- Scwi Geometria de Los Cordones de SoldaduraDocumento2 páginasScwi Geometria de Los Cordones de SoldaduraCARLOS NAVARRETEAún no hay calificaciones
- BRIDA CLASE 1500 SOCKET WELD swcl1500Documento1 páginaBRIDA CLASE 1500 SOCKET WELD swcl1500JESUSCORNEJOSANCHEZAún no hay calificaciones
- E 11018 MDocumento1 páginaE 11018 MMelvin Ramirez100% (1)
- ¿Cuál Es La Diferencia Entre La Distribución Normal y La de Weibull? ¿Qué Sucedería Si Se Utiliza La Distribución Normal para La Planificación Del Plan de Mantenimiento?Documento3 páginas¿Cuál Es La Diferencia Entre La Distribución Normal y La de Weibull? ¿Qué Sucedería Si Se Utiliza La Distribución Normal para La Planificación Del Plan de Mantenimiento?uviuvillusAún no hay calificaciones
- Taller 7. NeumaticaDocumento30 páginasTaller 7. NeumaticaLaura RAún no hay calificaciones
- GlosarioDocumento6 páginasGlosarioAlex RevillaAún no hay calificaciones
- Capítulo 6 - El Proceso de Soldadura Por Arco SumergidoDocumento18 páginasCapítulo 6 - El Proceso de Soldadura Por Arco SumergidoRojo FelixAún no hay calificaciones
- Principio de Funcionamiento de Un Motor Paso A PasoDocumento36 páginasPrincipio de Funcionamiento de Un Motor Paso A PasoJeff Torres CaroAún no hay calificaciones
- Tipos de TransferenciaDocumento11 páginasTipos de TransferenciaFred CalderonAún no hay calificaciones
- Soldadura Por PlasmaDocumento7 páginasSoldadura Por PlasmaJonathan Vargas MuñozAún no hay calificaciones
- Actividad Calculo de Conos 2Documento5 páginasActividad Calculo de Conos 2Vanessa BallestasAún no hay calificaciones
- Defectos 2Documento34 páginasDefectos 2francescoAún no hay calificaciones
- Proceso Gmaw-Fcaw (C)Documento25 páginasProceso Gmaw-Fcaw (C)Juan Altamirano Rojas Jar100% (1)
- Manual Soldadura SmawDocumento49 páginasManual Soldadura SmawPobre PerritoAún no hay calificaciones
- Páginas Desdeschaum - SoldaduraDocumento12 páginasPáginas Desdeschaum - SoldaduraJhon100% (1)
- Defectos SoldaduraDocumento4 páginasDefectos SoldaduraAriel CaffarattiAún no hay calificaciones
- Smaw 2Documento18 páginasSmaw 2Ayrton Estrada SotoAún no hay calificaciones
- Tipos de Electrodos OriginalDocumento35 páginasTipos de Electrodos OriginalRafael JaramilloAún no hay calificaciones
- Informe 3 Soldadura Placas de AceroDocumento28 páginasInforme 3 Soldadura Placas de AceroEdw PatrIkAún no hay calificaciones
- Tecnología de La Ejecución de La SoldaduraDocumento24 páginasTecnología de La Ejecución de La SoldaduraUniversidad DocumentosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- RAC 3.0 02 Tarifas Del Servicio de Acreditación V14Documento7 páginasRAC 3.0 02 Tarifas Del Servicio de Acreditación V14Jaime SuaAún no hay calificaciones
- Remision Envio Villavicencio 170320 Personal Ndil e IndependenceDocumento2 páginasRemision Envio Villavicencio 170320 Personal Ndil e IndependenceJaime SuaAún no hay calificaciones
- Iluminación Interior - Vehículos de Servicio - ESDocumento28 páginasIluminación Interior - Vehículos de Servicio - ESJaime SuaAún no hay calificaciones
- Elevación Trincaje CadenasDocumento40 páginasElevación Trincaje CadenasLoRe ANllo100% (1)
- AparejosuperDocumento8 páginasAparejosuperElvio SoteloAún no hay calificaciones
- Cadena de Aleacion - Grado 80 - CrosbyDocumento1 páginaCadena de Aleacion - Grado 80 - CrosbyJaime SuaAún no hay calificaciones
- Jonsered j1300r Gruas para ReciclajeDocumento8 páginasJonsered j1300r Gruas para ReciclajeJaime SuaAún no hay calificaciones
- Manual Pala PC5500Documento680 páginasManual Pala PC5500Foto Tortas91% (11)
- Excavadora Hidraulica Komatsu PC 200 LCDocumento14 páginasExcavadora Hidraulica Komatsu PC 200 LCMario Fernandez Lay75% (4)
- Codigo de Conducta CC&S Ltda PDFDocumento5 páginasCodigo de Conducta CC&S Ltda PDFJaime SuaAún no hay calificaciones
- Curso Especificaciones Operacion Perforadoras Ingersoll Rand PDFDocumento103 páginasCurso Especificaciones Operacion Perforadoras Ingersoll Rand PDFJaime Sua100% (1)
- Contrato de CertificacionDocumento3 páginasContrato de CertificacionJaime Sua100% (1)
- Manual Componentes Pala Hidraulica Pc5500 KomatsuDocumento44 páginasManual Componentes Pala Hidraulica Pc5500 KomatsuJaime Sua100% (1)
- Curso Modelos Tipos Montacargas Electricos Combustion Neumaticos Carretillas Elevadoras PaltaformasDocumento16 páginasCurso Modelos Tipos Montacargas Electricos Combustion Neumaticos Carretillas Elevadoras PaltaformasJaime SuaAún no hay calificaciones
- Curso Sistema Hidraulico Cargadores Frontales Caterpillar Componentes Partes DiagramasDocumento49 páginasCurso Sistema Hidraulico Cargadores Frontales Caterpillar Componentes Partes DiagramasJaime Sua100% (3)
- Curso Mantenimiento Maquinaria PesadaDocumento177 páginasCurso Mantenimiento Maquinaria PesadaJaime Sua100% (2)
- Curso Capacitacion Operacion Excavadora Hidraulica 330clme Caterpillar FerreyrosDocumento105 páginasCurso Capacitacion Operacion Excavadora Hidraulica 330clme Caterpillar FerreyrosJaime Sua89% (9)
- Curso Seguridad Operacion Mantenimiento Motoniveladora 16h CatDocumento173 páginasCurso Seguridad Operacion Mantenimiento Motoniveladora 16h CatAlvarez Soriano Martìn100% (1)
- Manual Sistema Mantenimiento Operacional Palas ElectricasDocumento81 páginasManual Sistema Mantenimiento Operacional Palas ElectricasJaime Sua100% (2)
- 12 - Membranas BiologicasDocumento34 páginas12 - Membranas BiologicasAndres Eloy Perez CandelasAún no hay calificaciones
- SIPOCDocumento6 páginasSIPOCOlga Alejandra Ulloa MurilloAún no hay calificaciones
- 86 Trucos para ExcelDocumento22 páginas86 Trucos para ExcelPollo IturraldeAún no hay calificaciones
- Asis - Distrito Jesus Maria 2019Documento101 páginasAsis - Distrito Jesus Maria 2019pierinaAún no hay calificaciones
- Qué Es Chavín de HuántarDocumento10 páginasQué Es Chavín de HuántarMj RodrigoAún no hay calificaciones
- Encuesta Sobre La Salsa de Mani (Respuestas)Documento3 páginasEncuesta Sobre La Salsa de Mani (Respuestas)Carlos Martin SanchezAún no hay calificaciones
- Iea 1º Electrotecnia PDFDocumento4 páginasIea 1º Electrotecnia PDFMa SiluAún no hay calificaciones
- BM Unidad 1 - Fundamentos de Biología MolecularDocumento35 páginasBM Unidad 1 - Fundamentos de Biología MolecularJolet van HouwelingenAún no hay calificaciones
- Guía de Ejercicios 2 - AcentuaciónDocumento3 páginasGuía de Ejercicios 2 - AcentuaciónCisternHNAún no hay calificaciones
- Contenido Casa Fery y Casa de Las CanoasDocumento25 páginasContenido Casa Fery y Casa de Las CanoasGloria TorresAún no hay calificaciones
- Actividad de Puntos Evaluables - Escenario 6 - SEGUNDO BLOQUE-CIENCIAS BASICAS - MATEMATICAS - (GRUPO13)Documento8 páginasActividad de Puntos Evaluables - Escenario 6 - SEGUNDO BLOQUE-CIENCIAS BASICAS - MATEMATICAS - (GRUPO13)Luisa Fernanda Sierra BecerraAún no hay calificaciones
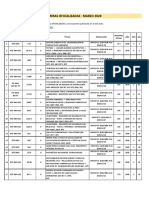
- Normas Oficializadas Marzo 2020Documento2 páginasNormas Oficializadas Marzo 2020Martha AvilaAún no hay calificaciones
- Viveros de Café ConvencionalesDocumento54 páginasViveros de Café ConvencionalesOlga Lidia Valencia EspinozaAún no hay calificaciones
- Cartilla Nacional de Vacunación.Documento42 páginasCartilla Nacional de Vacunación.Elthon Chang AlonsoAún no hay calificaciones
- Guía ConductismoDocumento11 páginasGuía ConductismoMarta nubia Rivadeneira cortesAún no hay calificaciones
- No Está en Los Genes - R.C. LewontinDocumento391 páginasNo Está en Los Genes - R.C. LewontinGus Ramos100% (1)
- Como Jugar Al Guiñote y No Aburrir Al Que Mira PDFDocumento8 páginasComo Jugar Al Guiñote y No Aburrir Al Que Mira PDFxverso72Aún no hay calificaciones
- Escalas de CalificacionDocumento3 páginasEscalas de Calificacionwendy bravoAún no hay calificaciones
- HuauzontleDocumento2 páginasHuauzontleMaynor PaizAún no hay calificaciones
- JOSE TOCTO PUELLES PREVIENE A LA ADMINISTRACI+ôN MUNICIPAL.Documento4 páginasJOSE TOCTO PUELLES PREVIENE A LA ADMINISTRACI+ôN MUNICIPAL.LUIS ANTONIO LLATANCE MENDOZAAún no hay calificaciones
- Documento Final MonografíaDocumento38 páginasDocumento Final MonografíaJhon SuarezAún no hay calificaciones
- Cosmeticos Trabajo LunesDocumento27 páginasCosmeticos Trabajo LunesMilowannyAún no hay calificaciones
- PRACTICA 5 Analisis FilogeneticoDocumento5 páginasPRACTICA 5 Analisis FilogeneticoJorge RieraAún no hay calificaciones
- AF2º-GLOC - UD4. Gestión Stocks - ApuntesDocumento18 páginasAF2º-GLOC - UD4. Gestión Stocks - ApuntesGabriela GanguAún no hay calificaciones
- Maravillas y Horrores de La ConquistaDocumento5 páginasMaravillas y Horrores de La ConquistaAlison Andrade VargasAún no hay calificaciones
- Corrientes Electricas Aplicadas en ElectroesteticaDocumento22 páginasCorrientes Electricas Aplicadas en ElectroesteticaSimón Antoine DumettAún no hay calificaciones
- PulgarcitoDocumento34 páginasPulgarcitoLuis Arturo SSAún no hay calificaciones
- IAASDocumento22 páginasIAASLiz Eguizabal DávilaAún no hay calificaciones
- Cuadro AnalisisDocumento4 páginasCuadro AnalisisOrlando RubenAún no hay calificaciones